ФГБОУ ВПО "Воронежский государственный
технический университет"
Ю.М. Данилов
РАСЧЕТ И ПРОЕКТИРОВАНИЕ
ЗАГОТОВОК ДЛЯ ДЕТАЛЕЙ МАШИН
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2014
УДК 658.53:031
Данилов Ю.М. Расчет и проектирование заготовок для деталей машин: учеб. пособие [Электронный ресурс]. – Электрон. текстовые и граф. данные (5,0 Мб) / Ю.М. Данилов.- Воронеж: ФГБОУ ВПО "Воронежский государственный технический университет", 2014. – 1 электрон. опт. диск (CD-ROM) : цв. – Систем. требования : ПК 500 и выше; 256 Мб ОЗУ ; Windows XP ; SVGA с разрешением 1024x768 ; MS Word 2007 или более поздняя версия ; CD-ROM дисковод ; мышь. – Загл. с экрана. – Диск и сопровод. материал помещены в контейнер 12х14 см.
В учебном пособии приведены основные сведения для выбора варианта получения заготовок деталей машин, методики и примеры расчета. Представлены необходимые формулы, рисунки и таблицы.
Издание соответствует требованиям Федерального государственного образовательного стандарта высшего профессионального образования по направлению 210100.62 "Электроника и наноэлектроника" (профиль "Электронное машиностроение"), дисциплине «Технология электронного машиностроения».
Табл. 38. Ил. 10. Библиогр.: 11 назв.
Рецензенты: ООО "Новые технологии и оборудование"
(зам. директора по научной работе
канд. техн. наук Н.Н. Федоров);
канд. техн. наук, доц. Н.В. Беляев
© Данилов Ю.М., 2014
© Оформление. ФГБОУ ВПО «Воронежский
государственный технический
университет», 2014
ВВЕДЕНИЕ
Заготовки деталей машин выполняют из проката, давлением, в виде отливок, а также комбинированными способами. Почти все способы получения заготовок не обеспечивают необходимого качества деталей машин. Требуемая точность и шероховатость деталей достигается механической обработкой. Поверхности заготовок, подлежащие механической обработке, имеют размеры, отличающиеся от размеров детали. Наружные поверхности заготовки должны быть увеличены, а внутренние - уменьшены на величину, снимаемую при механической обработке. Слой металла, снимаемый при механической обработке, называется припуском. Припуски подразделяются на промежуточные и общие. Величина припусков оказывает значительное влияние на технико-экономические показатели технологического процесса. Увеличенные припуски требуют дополнительного расхода материала и снижают производительность. При заниженных припусках не удаляется дефектный слой металла.
В машиностроительной промышленности широко применяется опытно-статистический метод назначения припусков.
При этом методе припуски определяются по таблицам, составленным на основе данных передовых предприятий.
Промежуточным припуском называется слой металла, удаляемый при выполнении данной операции механической обработки. Этот припуск определяется как разность размеров заготовки, полученных на предшествующей и выполняемой операциях. Промежуточный припуск часто называют операционным или межоперационным.
Общим припуском называется слой металла, снимаемый при выполнении всех операций механической обработки данной поверхности, начиная от черной заготовки до готовой детали.
1. Методы получения заготовок
Заготовки деталей машин получают литьем, обработкой давлением, резкой сортового и профильного проката, а также комбинированными способами, представленными ниже по данным источника [7, с. 154-164].
1.1. Получение заготовок литьём
Методы выполнения заготовок: 1. Литье в землю при ручной формовке по деревянным моделям или шаблонам в опоках, почве или кессонах. 2. Литье в землю при машинной формовке по деревянным и металлическим моделям. 3. Литье в землю, при машинной формовке, по металлическим моделям со сборкой стержней в кондукторах. 4. Литье в стержневые формы. 5. Литье в полупостоянные (цементные: асбесто - и графитоалебастровые формы). Стойкость форм несколько десятков отливок. 6. Литье в оболочковые формы. 7. Литье по выплавляемым моделям. 8. Литье по замораживаемым ртутным моделям. 9. Центробежное литье (коэффициент использования металла 0,8-0,9). Возможно также получение сложных радиально расположенных в форме отливок размером до 200 мм от одного стояка. 10. Литье в кокиль. Метод экономически целесообразен при партии не менее 300 заготовок, а при литых поверхностях форм не менее 100 заготовок. 11. Литье под давлением.
Класс точности заготовок зависит от характера производства. Методы 2,3,4,5 и 8-й в настоящее время хорошо механизированы, а методы 6,7,9,10 и 11-й частично или полностью автоматизированы. Часовая производительность методов: 11-го до 1000 мелких отливок , 10-го до 30 отливок и 9-го 15 отливок. При автоматизации 6-го метода можно получать до 450 полуформ в час. Наиболее высокий коэффициент использования металла (порядка 0,9 и выше) можно получить при использовании методов 7,8 и 11-го (без учета потерь металла на литники), а также методов 6,9 и 10-го (коэффициент использования металла 0,8-0,9). При центробежном литье литники отсутствуют, но на внутренней поверхности полой заготовки приходится снимать большой припуск. Коэффициент использования металла при других методах литья составляет 0,6 - 0,8. Перспективно применение нового метода литья по газифицируемым (выжигаемым) моделям из пенополистирола. Этот метод сокращает маршрут технологического процесса изготовления заготовок; по сравнению с литьем по выплавляемым моделям он позволяет получать более крупные точные отливки весом до 5 Т, шероховатость поверхности до 4 - 5-го классов и точность до 5 - 7-го классов по OCT. Прогрессивна штамповка заготовок из жидкого металла. Её преимущества: нет литниковой системы, достаточно высокая точность (5 - 7 класс) и шероховатость (3 - 5-й классы) поверхности, возможность получения тонких стенок (от 0,5 мм).
1.2. Получение заготовок обработкой давлением
Методы выполнения заготовок: 1. Свободная ковка на молотах и прессах. 2. Ковка на молотах и прессах с подкладными штампами. 3. Ковка на радиально-ковочных машинах (горячая и холодная) 4. Штамповка на молотах и прессах.
5. Штамповка с последующей чеканкой. 6. Штамповка (высадка) на горизонтально-ковочных машинах. 7. Штамповка выдавливанием (экстрюдинг процесс). 8. Штамповка на калибровочных кривошипных прессах. 9. Фасонная вальцовка на ковочных вальцах. 10. Прокатка штучных заготовок на поперечно-винтовых и специальных станах. 11. Холодная высадка на автоматах. 12. Волочение прутков специального профиля для последующего изготовления штучных заготовок.
Из приведённых методов наиболее полно автоматизированы методы 3,6,7,10,11,12-й. В меньшей степени автоматизирован цикл получения заготовок методами 1 и 2-м. Наиболее производительны методы 10 и 11-й (до 350 шт/мин) При штамповке небольших заготовок на молотах и прессах достигается производительность до 1000 шт/ч. Наименее производительны методы 1 и 2-ой. Наиболее высокий коэффициент использования металла - порядка 0,9 обеспечивается при использовании методов 6,7 и 9-го (отсутствие облоя и малые штамповые углы) и особенно при использовании методов 10, 11 и 12-го. В последнем случае коэффициент использования металла приближается к единице (заклепки, болты и пр.). Самый короткий цикл формообразующих операций (без очистки и термической обработки) дают методы 6,7,9,10 и 11-й.
Перспективно применение метода электровысадки, при котором предварительно обработанную на станке заготовку подвергают местному нагреву пропусканием через нее тока низкого напряжения в течение 2 - 3 с. По достижении температуры 900 - 1000 0С происходит формирование заготовки в штампе пресса. Заготовки получают без окалины по 2 - 3-му классам точности.
1.2.1. Холодной листовой штамповкой получают кожухи, крышки, колпаки, щитки, диски. Исходным материалом служат листовой металл и лента. Для восстановления пластических свойств деформированного металла после штамповки вытяжкой применяют отжиг. Холодная штамповка является высокопроизводительным технологическим методом. Очень эффективны при листовой штамповке групповые штампы (целесообразны при партии деталей 70 - 80 шт). Точность листовой штамповки в совмещенном штампе ± (0,02 - 0.08), последовательном ± (0,10 - 0,30) и раздельном ± (0,30 - 0,50) мм. Для свободных размеров холодноштампованных деталей может быть выдержан 7-й класс точности.
Для формообразования листовых деталей толщиной до 6 мм и размером до 2 м в серийном производстве применяют также беспреоссовую гидровзрывную и электрогидравлическую штамповку. В этом случае штамп состоит из одной матрицы. Точность профиля штамповки при диаметре 2 м достигает 2 - 3 мм.
1.2.2. Правку поковок применяют для устранения искривлений и короблений заготовок, которые происходят при обрезке облоя и прошивке перемычек, а также от действия остаточных напряжений в их материале.
Правку осуществляют в горячем или холодном состоянии. Горячую правку производят на прессе после обрезки облоя и прошивки перемычек; холодную правку - после термической обработки и очистки поковки от окалины. Во избежание трещин холодную правку поковок производят в отожженном или нормализованном состоянии. Холодная правка в штампах производительнее горячей правки (100 - 150 шт/ч).
1.3. Получение заготовок из проката
Для получения поковок и непосредственного изготовления из проката деталей на металлорежущих станках применяет сортовой и фасонной прокат, используя калиброванные прутки и горячекатаную сталь повышенной и обычной точности.
Изготовление деталей из горячекатаной стали, производят после резки заготовок или непосредственно прутка. Для изготовления деталей соответствующей конфигурации применяют квадратную, шестигранную, полосовую и других профилей стали, а также бесшовные и сварные трубы. Заготовки валов часто получают из полосы, которую после разрезки на требуемую длину вальцуют в цилиндр, а шов сваривают на роликовом аппарате. Для получения уступов цилиндр обжимают на гидравлических прессах. Экономия материала при изготовлении валов генераторов достигает 62 %.
1.3.1. Гнутые профили, применяемые для изготовления многих деталей, легки и обладают значительной жесткостью. В конструкциях используют открытые, закрытые и многослойные профили. Форма гнутых профилей может быть приближена к форме отдельных элементов конструкции. Экономию металла (30 - 70 %) и сокращение времени обработки (20 - 40 %) можно получить при изготовлении деталей из фасонных труб или труб переменного сечения.
1.3.2. Специальной прокат, применяемый в условиях крупносерийного и массового производства (сельхозмашиностроение, вагоностроение, автомобилестроение), почти полностью исключает механическую обработку, на долю которой остается в основном отрезка, сверление отверстий и зачистка.
1.3.3 Правка проката предшествует его резке на мерные заготовки. Последние в ряде случаев также подвергают правке. Правкой уменьшают припуск на последующую механическую обработку заготовки и устраняют поломки зажимных механизмов револьверных станков и автоматов Листовой прокат правят на листоправильных вальцах с точностью 1 - 2 мм/м.
Правку круглого проката диаметром 0,25 - 6 мм, поставляемого в бухтах, производят на правильно-отрезных станках; правка осуществляется роликами, отрезка - ножом по упору; после правки кривизна достигает 0,5 - 0,7 мм/м. Правку круглого проката диаметром до 120 мм осуществляют на правильно-калибровочных станках: правка производится правильными, а калибровка калибрующими роликами. После правки кривизна достигает для черных прутков 0,5 - 0,9 мм/м и обработанных 0,1 - 0,2 мм/м. Точность калибровки по диаметру достигает 0,03 - 0,05 мм.
Холодную правку на прессах применяют для зацентрованных заготовок. Место и величину искривления определяют индикатором при вращении заготовки на упругих центрах, которые затем опускают, устанавливая заготовку на жесткие опорные призмы, и правят; после правки кривизна составляет в зависимости от её диаметра 0,05 - 0,15 мм/м. Разновидностью этого метода является правка заготовок, установленных в центрах, струбциной вручную.
Правку на накатных станках гладкими плашками применяют для цилиндрических заготовок длиной до 200 мм. При прокатывании заготовки между плоскими гладкими плашками обеспечивается высокая производительность (порядка 60 шт/мин) и точность 0,05 - 0,10 мм/м.
В результате холодной правки возникают остаточные напряжения в материале заготовки. Поэтому ее не применяют при изготовлении особо ответственных деталей машин.
1.3.4. Резку проката на индивидуальные заготовки обычно производят по упору. На пресс-ножницах режут листовой и прутковый материал различного сечения. Резка дает малую точность размера по длине (1 - 1,5 мм), косой срез и смятие концевых участков заготовки. Для устранения этих дефектов предусматривают дополнительный припуск на подрезку торцов заготовки. Резка на пресс-ножницах весьма производительна. Резка на приводных ножовках наименее производительна, но универсальна. Её преимущества - чистая поверхность реза (3 - 4-й классы), малый перекос торца заготовки (до 2 - 2,5 мм на 100 мм диаметра) и малая потеря металла в стружку (толщина ножовочного полотна 1,5 - 2,5 мм). Для повышения производительности резке подвергают пакет прутков, закрепляемой в призматических тисках.
Резку ленточными пилами применяют для круглых и других прутков. Она производительнее резки ножовками, так как нет обратного хода, и дает более чистую поверхность реза (до 5-го класса) при меньшем отходе металла в стружку.
Резка дисковыми пилами весьма производительна, дает чистый срез (до 4-го класса) и малый перекос торца (до 1,5 - 2 мм на 100 мм диаметра). При толщине диска 8 - 12 мм отход металла в стружку относительно велик для коротких заготовок.
Фрикционными дисками режут прокат любых профилей и марок, включая высокопрочные труднообрабатываемые конструкционные стали. Процесс резки основан на использовании теплоты трения, возникающей в месте контакта разрезаемого металла с периферийной частью диска. Температура разрезаемого металла в зоне контакта при этом повышается настолько, что он легко удаляется из пропила в виде пучка искр при незначительном износе фрикционного диска. Поверхность реза шероховатая со следами наплыва металла; её необходимо подвергать повторной обработке.
Резкой отрезными резцами на станках токарного типа получают заготовки из круглого прутка или трубы. Шероховатость реза до 6-го класса, а неперпендикулярность торца до 0,1 мм на 100 мм диаметра. Малый расход металла в стружку, так как ширина лезвия резца составляет 3 - 5 мм. Это самый эффективный метод резки труб, так как перемещение резца равно толщине стенки трубы.
Анодно-механическую резку производят вращающимся гладким диском (катод), который скользит с небольшим давлением по плоскости реза: струю электролита подают в зазор между прутком и диском. Образующуюся на поверхности прутка (анод) плохо проводящую ток плёнку удаляют механическим воздействием диска. Твёрдость и прочность металла заготовки при этом не имеют существенного значения. В качестве электролита применяют водный раствор жидкого стекла, а также соли фосфорной или кремниевой кислоты. Этот метод обеспечивает чистую (4 - 5-классы) и точную поверхность реза.
Резкой абразивными кругами получают заготовки из твёрдых и труднообрабатываемых материалов (закалённая сталь, инструментальные и специальные стали, твёрдые сплавы). Шероховатость поверхности реза – 6 - 7-й классы; минимальная ширина кругов 2 - 3 мм; диаметр200 - 250 мм.
Газовую (кислородную) резку применяют для листового, полосового и профильного проката, а также для удаления литников и прибылей со стальных отливок. В поверхностном слое реза на глубину 2 - 5 мм происходит нормализация стали, а при резке высокоуглеродистой стали – закалка, устраняемая последующим отжигом. Поверхность реза обезуглероживается на глубину до 1 - 1,5 мм.
Газовой резкой по шаблону (копирная резка) можно получать из толстолистовой стали заготовки сложной конфигурации, почти не требующие последующей механической обработки (звёздочки, фланцы и подобные плоские детали). Точность резки: ручной ± 1 мм, машинной ± 0,5 мм, на точных машинах ± 0,2 мм.
Дуговую электрорезку применяют как для черных, так и для цветных металлов и сплавов. Металл разрезается в результат его расплавления а зоне реза. Метод не обеспечивает такую точность и шероховатость реза, которые получаются при кислородной резке.
1.4. Комбинированные методы для изготовления заготовок
Комбинированные методы применяют для изготовления сложных заготовок. При этом рациональным является их расчленение на отдельные простые части, изготовляемые прогрессивными способами, с последующим соединением этих частей сваркой или пайкой в одно целое. Примеры заготовок: листоштампованные детали, соединенные точечной или шовной сваркой (заготовки малых и средних размеров); вырезанные автогеном элементы из листового проката (или отливки), соединённые шовной сваркой в крупногабаритные заготовки (фундаментальные кольца гидротурбин, рамы дизелей, станины тяжелых станков); залитые штампованные или механически обработанные заготовки (диафрагмы паровых турбин с залитыми лопатками, армированные отливки); предварительно обработанные поковки или элементы из проката, соединённые электрошлаковой сваркой в одну крупную заготовку; средние отливки, соединённые термитной сваркой в одну крупную и сложную заготовку.
При значительном упрощении технологии изготовления элементов сварной конструкции по сравнению с технологией литья или ковки цельной заготовки сварная заготовка обычно получается более легкой по весу. Её отдельные элементы, находящиеся в наиболее тяжелых условиях, могут быть выполнены из легированной стали.
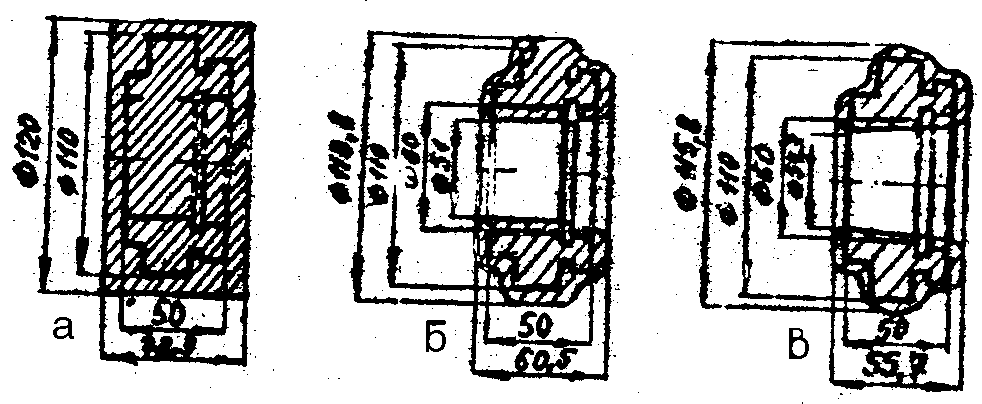
Р
Рис.
1. а - Прокат, б - отливка, в - штамповка