

5.2. Определение параметров изгибов мт по сигналам профильных датчиков или одометров
Одной из важных задач снаряда-профилемера является определение радиусов поворотов и углов изгибов трубопровода.
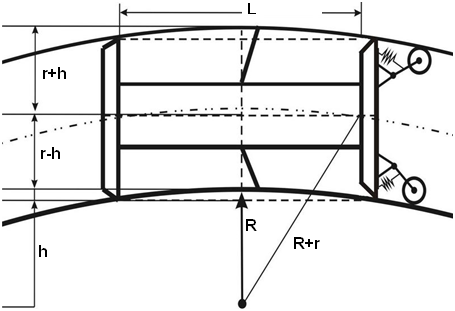
Геометрическая интерпретация способа определения радиуса изгиба участка трубы по сигналам пояса профильных датчиков, размещенных в центре снаряда, представлена на рис. 19.
|
Рис. 19. Схема определения радиуса изгиба МТ по сигналам профильных датчиков, по сигналам одометров |
По
сигналам профильных датчиков![]() ,
,
![]() , где r
- радиус снаряда, можно определить
смещение оси снаряда относительно оси
трубы по формуле
, где r
- радиус снаряда, можно определить
смещение оси снаряда относительно оси
трубы по формуле
![]() .
.
При известном расстоянии L между, опорными эластичными манжетами радиус изгиба МГ определяется выражением:
![]() .
(1)
.
(1)
Погрешность
сигналов профильных датчиков включает
в себя инструментальные ошибки датчиков
и погрешность за счет деформации манжет
и составляет
![]() ,
а изменение расстояния между манжетами
,
а изменение расстояния между манжетами
![]() .
Анализ уравнений ошибок для выражения
(1) показывает, что при измерении радиуса
изгиба погрешность определения составит
порядка 16 %.
.
Анализ уравнений ошибок для выражения
(1) показывает, что при измерении радиуса
изгиба погрешность определения составит
порядка 16 %.
Использование трех поясов профильных датчиков как в снарядах ЗАО «Нефтегазкомплектсервис», так и ЗАО НПО «Спецнефтегаз», позволяет алгоритмически скомпенсировать погрешности определения радиуса изгиба из-за несоосности снаряда и трубопровода, обусловленной деформациями манжет.
Алгоритм определения радиуса изгиба МТ по сигналам одометров
(рис. 19) имеет вид
![]() ,
(2)
,
(2)
где
![]() - вариации сигналов одометров за время
прохождения снарядом изгиба трубопровода,
D
- диаметр МТ.
- вариации сигналов одометров за время
прохождения снарядом изгиба трубопровода,
D
- диаметр МТ.
5.3. Способы определения параметров изгибов мт по сигналам инерциального модуля
Инерционный модуль (ИМ) представляет собой набор датчиков первичной информации (ДПИ): гироскопов и акселерометров, установленных в гермоконтейнере снаряда-профилемера. ИМ имеются на снарядах ЗАО «Нефтегазкомплектсервис», ЗАО «Газприборавтоматикасервис», фирм «Rosen» и «Tubo-scope».
В снаряде-профилемере ЗАО «Нефтегазкомплектсервис» ИМ включает в себя два 3-компонентных акселерометра и 2 волоконно-оптических гироскопа (ВОГ). ИМ снаряда-профилемера фирмы ЗАО «Газприборавтоматикасервис» представлен в двух вариантах: ИМ средней точности (3 ВОГ и 3 акселерометра) и более дешевый ИМ низкой точности (3 ММГ и 3 ММА). Первый вариант ИМ используется при необходимости определения параметров изгибов и пространственного положения трубопровода. Для определения углов изгибов и радиусов поворотов трубопровода достаточно недорогого варианта ИМ на микромеханических датчиках.
Радиусы поворотов МТ могут быть вычислены геометрическим и инерциальным способами.
Геометрический способ (точечный) базируется на определении относительной ориентации (измерение вариации углов азимута и тангажа) снаряда-профилемера для двух последовательно расположенных точек. При определении изгиба трубы в качестве данных точек могут быть приняты начало и конец трубы соответственно (рис. 20, 21).
|
Рис. 20. Геометрический способ определения радиуса изгиба трубы
|
|
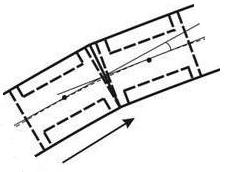
Рис. 21. Определение углов стыка двух труб |
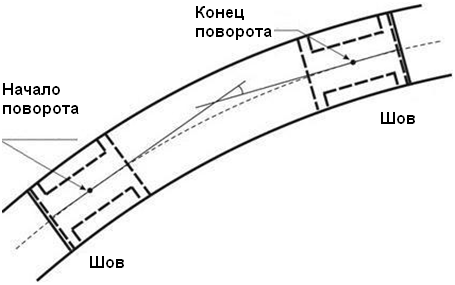
При определении радиусов затяжных поворотов между данными точками может быть несколько труб. Точки измерения в данном случае выбираются по проекции траектории движения снаряда на плоскость горизонта и профилю траектории – графику изменения высоты в функции дистанции. Следует понимать, что и в том, и другом случае определяются усредненные на определенном участке трубопровода радиусы поворотов снаряда.
Горизонтальная и вертикальная компоненты радиуса изгиба определяются соотношением
![]() ,
где
,
где
![]() -
вариации углов рыскания
и тангажа
соответственно при перемещении
профилемера по дуге длиной S.
-
вариации углов рыскания
и тангажа
соответственно при перемещении
профилемера по дуге длиной S.
Для
угла поворота =3=0,052
рад
на
длине дуги S=11м
учитываем следующие параметры: погрешность
определения длины дуги в основном
состоит из ошибки одометра и составляет![]() ;
погрешность определения угла изгиба
трубы определяется точностью ДПИ,
входящих в состав ИМ снаряда и составляет
;
погрешность определения угла изгиба
трубы определяется точностью ДПИ,
входящих в состав ИМ снаряда и составляет
![]() рад. Имеем радиус изгиба R
= 211,54
м
и
погрешность его определения составляет
рад. Имеем радиус изгиба R
= 211,54
м
и
погрешность его определения составляет
![]() %.
%.
Аналогичным
образом возможно определение угла стыка
между двумя трубами (рис. 21):
![]() .
.
Погрешность
определения радиуса изгиба тем меньше,
чем меньше время прохождения поворота
и короче расстояние между началом и
концом поворота. Исходя из этого
разработан вариант геометрического
способа определения параметров изгиба
на основе анализа графика кривизны
участка МТ (рис. 20). Он представляет
собой изменение величины, обратной
радиусу изгиба в функции текущей
дистанции снаряда - профилемера. Угол
изгиба на каждом шаге одометра определяется
как среднеквадратическая сумма значений
вариаций параметров ориентации
![]() при
длине дуги 100 мм.
при
длине дуги 100 мм.
При
угле изгиба, равном 3,
моментальный радиус поворота будет R
= 1,92 м
и
погрешность его определения
![]() %.
%.
В качестве преимущества геометрических способов определения радиуса изгиба участка МТ можно назвать их автономность. С помощью разработанного программного обеспечения специалистами ЗАО «Газприборавтоматикасервис» определяются углы и радиусы изгибов каждой трубы, а также углы стыков поперечных швов соседних труб.
Геометрический способ на основе анализа графика кривизны участка трубы является более точным. С его помощью место изгиба позиционируется с точностью до 100 мм.
На ЗАО «Газприборавтоматикасервис» помимо геометрических способов при обработке данных с профильных снарядов с успехом применяются инерциальные способы определения углов и радиусов изгибов МТ на основе использования кинематической и инерциальной информации:
по сигналам гироскопов и одометров;
по сигналам гироскопов и акселерометров.
Алгоритм первого инерциального способа состоит в определении линейной скорости движения снаряда по сигналам одометра, а затем по известным угловым скоростям радиуса изгиба по следующим выражениям:
![]() ,
,
![]() ,
,
где
![]() - угловая скорость снаряда в данной
плоскости (
- угловая скорость снаряда в данной
плоскости (![]() =11/с);
=11/с);
![]() - приращение сигнала одометра за период
опроса t=0,01
c;
- приращение сигнала одометра за период
опроса t=0,01
c;
![]() - коэффициент одометра (в идеальном
случае
- коэффициент одометра (в идеальном
случае
![]() ).
).
Ошибка
определения радиуса изгиба в данном
случае будет определяться: погрешностью
определения угловой скорости движения
снаряда
![]() =1/ч;
погрешностью определения поступательной
скорости движения снаряда V,
включающей ошибку квантования,
обусловленную дискретностью (S
=1 см),
и погрешностью масштабного коэффициента
одометра Kод=0,004.
При этом для радиуса изгиба получим
=1/ч;
погрешностью определения поступательной
скорости движения снаряда V,
включающей ошибку квантования,
обусловленную дискретностью (S
=1 см),
и погрешностью масштабного коэффициента
одометра Kод=0,004.
При этом для радиуса изгиба получим
![]() .
.
Микромеханические ДПИ фирмы Analog Devices ADXRS300 и ADXL330 в составе ИМ успешно применяются на профилемерах ЗАО «Газприборавтоматикасервис». На рис. 22 представлены примеры кривых изменения высоты трубопровода, полученные по результатам работы ИМ на ДПИ средней точности (метод, принятый за эталонный) и на микромеханических ДПИ снаряда-профилемера ПР-800.
а) |
б) |
Рис. 22. Кривая изменения профиля трубопровода: а) эталонный ИМ; б) ИМ на ДПИ грубой точности |
|
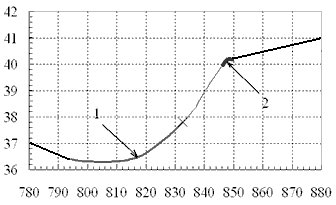
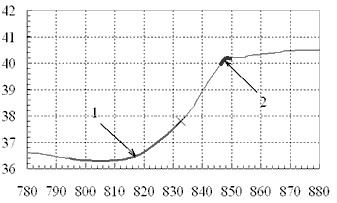
Для сравнения выбраны два поворота (см. рис. 22):
затяжной (1) – длина поворота 49,11 м, ошибка определения угла изгиба ≈58=27 %: а) для эталонного ИМ: угол 432, радиус 619,42 м; б) для ИМ на грубых ДПИ: угол 334, радиус 787,15 м;
крутоизогнутый (2) – длина поворота 2,13 м, ошибка определения угла изгиба ≈15=2,5 %: а) для эталонного ИМ угол 445, радиус 25,48 м; б) для ИМ на грубых ДПИ: угол 430, радиус 26,1 м.
Этот пример наглядно показывает, что использование ИМ на микромеханических ДПИ при определении углов изгиба и радиусов крутоизогнутых поворотов, т.е. для выявления особо проблемных мест трубопровода, дает точность 2,5 % по сравнению с ИМ на датчиках средней точности.