

Методическое пособие 472
.pdfляемым переносом, длительность импульса складывается из двух составляющих:
Времени, необходимого для развития анодного пятна на электроде и примыкающего к нему столба дуги до размеров, обеспечивающих появление осевой составляющей электромагнитной силы, достаточной для отрыва капли;
Времени, необходимого для формирования расплавленного металла на торце электрода до такой стадии, когда процесс отделения капли станет необратимым.
В случае импульсного питания, когда расплавление капли происходит в основном во время импульса, длительность импульса складывается из следующих составляющих: времени расплавления капли нужных размеров и времени, необходимого для отделения капли.
1.3.3. Ток в паузе
Величина тока в паузе определяется непрерывностью горения дуги. При автоматической сварке, когда длительность паузы невелика, величина тока паузы не сказывается на устойчивости горения дуги. При частоте следования импульсов 80 100 Гц дуга может гореть вообще без дежурной дуги.
1.3.4. Частота следования импульсов
При импульсно-дуговой сварке с управляемым переносом в аргоне частотой импульсов определяются частота переноса и размеры капель электродного металла. В случае импульсного питания размеры капель определяются в основном длительностью импульса, а частота их следования определяет частоту перехода электрода и среднюю скорость расплавления электрода, которую можно регулировать при помощи частоты. В этом заключается преимущество импульсного питания.
23
1.3.5. Форма импульсов
При импульсно-дуговой сварке плавящимся электродом форма импульсов имеет большое значение.
У существующих импульсных источников для формирования импульсов тока используются следующие способы;
1)непосредственный либо трансформированный на дуговой промежуток ток заряда или разряда батареи конденсаторов;
2)формирование тока путем подключения дугового промежутка через согласующий трансформатор к сетевому напряжению на ниспадающем участке напряжения.
В зависимости от параметров формирующей цепи, процесс в ней носит затухающий колебательный или апериодический характер. Для получения эффекта управления переносом электродного металла амплитуда импульсов должна превышать критиче-
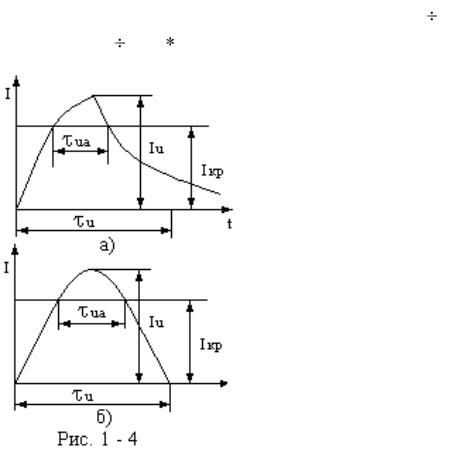
ское значение тока для данных условий в 1,2 1,3 раза [56], то есть Iи = ( 1,2 1,3 ) Iкр .
На рис.1-4 условно нанесена горизонтальная линия, соответствующая критическому значению тока. Время, в течение которого ток импульса оказывает активное воздействие на расплавленный металл на торце электрода, определяется как время, в течение которого ток импульса превосходит значение критического тока. Из рисунков видно, что полная длительность импульсов, измеряемая у основания, не дает представления о времени активного воздействия на каплю. Этим можно объяснить большой
разброс в литературных данных значений длительности импульса, необходимой для отрыва капли.
Для получения единого критерия при оценке длительности импульсов тока, необходимой для отрыва капли при любой фор-
24

ме импульса, предлагается ввести понятие активной длительности импульса сварочного тока [57]. Определение активной длительности импульса следует производить при значении тока равном Iкр, то есть на уровне ( 0,77 0,83 ) Iи . Согласно предложенному критерию, активная длительность импульса синусоидальной формы составляет 0,378  0,445 от полной длительности. В остальное время в изделие и электрод вводится дополнительное тепло, что может быть нежелательным.
0,445 от полной длительности. В остальное время в изделие и электрод вводится дополнительное тепло, что может быть нежелательным.
Существенным недостатком импульсов тока синусоидальной и апериодической формы является малая крутизна фронтов на рабочем участке, что при воздействии возмущений по длине дуги нарушает стабильность переноса, так как при этом значительно изменяется активная длительность импульсов.
С точки зрения вышеизложенных соображений, оптимальной формой импульса тока является форма, близкая к прямоугольной. При такой форме импульса его энергия является минимальной по сравнению с другими формами, что выгодно как с энергетической, так и с качественной стороны. Стабильность переноса при этом значительно выше, так как активная длительность импульса в процессе сварки меняется незначительно при возмущениях по длине дуги. Общая длительность импульса формы близкой к прямоугольной значительно меньше. Такие импульсы можно получать, например, при разряде искусственной формирующей линии на дуговой промежуток [58].
При импульсном питании сварочной дуги, когда расплавление и перенос капли происходят во время импульса, ток должен плавно нарастать с тем, чтобы к моменту расплавления капли нужных размеров его значение равнялось критическому. Это относится к однокапельному процессу во время импульса. В случае импульсов, обеспечивающих расплавление и перенос нескольких капель, форма импульса должна быть близка к прямоугольной для сохранения условий расплавления.
1.4. Разработка способов импульсно-дуговой сварки
25
Недостатком известного способа импульсно-дуговой сварки плавящимся электродом [1] является то, что колебания длины дугового промежутка при возмущениях ухудшают формирование шва и его качество, так как расплавление капель происходит при различных режимах (U и I). Стабилизация длины дугового промежутка происходит в основном за счет саморегулирования.
Этот недостаток в какой-то степени устраняется при автоматическом поддержании постоянства диаметра переносимых капель путем автоматического регулирования среднего значения напряжения на дуге посредством изменения длительности импульсов [59]. Однако, в свою очередь, недостатком этого способа является необходимость изменения задающего напряжения, с которым сравнивается напряжение дуги, при изменении режима сварки, вследствие возрастания статической характеристики сварочной дуги. В процессе регулирования по этому способу изменяется соотношение энергий, вводимых в электрод от импульсного и непрерывного источника, что изменяет условия расплавления капель и отрицательно сказывается на качестве сварного соединения.
Важность импульсного питания сварочной дуги с плавящимся электродом, и притом не только в аргоне, но и в СО2 и самозащитной порошковой проволокой, обоснованная выше, позволяет создать импульсно-дуговые процессы, которые могут контролировать не только общее количество энергии на расплавление каждой капли, но и параметры этой энергии (ток, напряжение или длину дуги, длительность импульса), а также процессы, в которых регулирование режима сварки (среднего значения сварочного тока) не изменяет характера переноса электродного металла.
С целью повышения качества сварки и упрощения настройки на нужный режим разработан процесс импульсно-дуговой сварки плавящимся электродом.
26
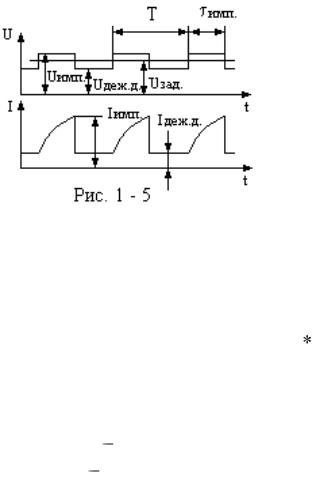
Питание дуги осуществляется импульсами постоянного тока, в промежутке между которыми горит дежурная дуга небольшой мощности при постоянной величине тока во всем диапазоне сварочных режимов, которая, наряду с поддержанием непрерывности горения, играет роль измеритель
ной дуги ( рис. 1-5 ).
Напряжение дугового промежутка определяется общеизвестной формулой:
Ud = Uak + bcm ld , |
( 1-5 ) |
где: Uak  сумма анодного и катодного падений напряже-
сумма анодного и катодного падений напряже-
ния;
bcm |
градиент потенциала столба дуги; |
ld |
длина дугового промежутка. |
При всех прочих равных условиях Uak и bcm являются в общем случае функциями от тока. Поскольку во время паузы во всем диапазоне режимов сварки значение тока постоянно, эти величины также постоянны. Следовательно, напряжение дугового промежутка во время паузы однозначно определяет его длину независимо от режима в импульсе во всем диапазоне режимов сварки.
Контроль напряжения дугового промежутка осуществляется во время паузы, либо по мгновенному значению напряжения дугового промежутка в момент, совпадающий с концом паузы, либо по функционалу от напряжения дугового промежутка на интервале всей паузы, и обрабатывается отклонение напряжения от заданного во время импульса сварочного тока путем воздействия на один из параметров импульса.
В результате реализации такого процесса точно поддерживается длина дугового промежутка при всех возмущениях, что
27
предопределяет постоянство амплитуды импульсов тока, то есть параметры импульсов поддерживаются на заданном уровне. Настройка системы при таком способе сводится к заданию нужной скорости подачи электродной проволоки (то есть среднего значения сварочного тока), а напряжение будет определяться режимом сварки согласно статической характеристике, начальный участок которой контролируется.
При сварке в различных пространственных положениях, в частности, при сварке неповоротных стыков магистральных трубопроводов, для удержания ванны используют пульсирующий тепловой поток [46]. Однако вследствие различной тепловой инерции электрода и изделия невозможно управлять размерами и кристаллизацией сварочной ванны, не изменяя характера переноса, что особенно неприемлемо при различных пространственных положениях ванны.
На основе импульсного питания сварочной дуги с плавящимся электродом разработан способ [60,61] импульсно-дуговой сварки, позволяющий ликвидировать эти недостатки. Согласно способу, питание сварочной дуги осуществляется модулированной последовательностью импульсов сварочного тока, в промежутке между которыми горит минимально возможная для данных условий дуга. Каждый импульс обеспечивает расплавление и перенос одной или нескольких капель в сварочную ванну. Для сохранения одинаковых условий расплавления и переноса каждой капли или каждой серии капель должны обеспечиваться постоянные условия процесса сварки ( основные параметры - ток и напряжение дуги ). Это контролируется по напряжению дугового промежутка во время паузы, которое характеризует его длину и поддерживается при помощи обратной связи по напряжению, воздействующей на модулируемый параметр импульсов. Задатчиком модуляции является скорость подачи проволоки. При этом скорость плавления изменяется таким образом, что она всегда равна скорости подачи, благодаря чему сохраняется постоянной длина дугового промежутка.
28
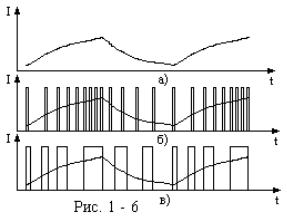
Согласно способу, модуляция импульсов сварочного тока может осуществляться как по частоте, так и по длительности импульсов. На рис. 1-6 а), б), в) представлены соответственно: кривая изменения скорости подачи проволоки, график подачи импульсов и кривая, соответствующая
среднему значению сварочного тока при частотной модуляции; и график подачи импульсов и кривая, соответствующая среднему значению тока при модуляции длительности импульсов.
Скорость подачи проволоки изменяется во времени. При большем ее значении больше среднее значение сварочного тока. Сварочная ванна растет до размеров, обеспечивающих ее удержание, затем скорость подачи снижается и происходит кристаллизация ванны и уменьшение ее размеров. В соответствии с изменением скорости подачи происходит модуляция параметров импульсов при помощи обратной связи по напряжению дугового промежутка таким образом, чтобы скорость плавления электрода, соответствующая среднему значению сварочного тока, равнялась скорости его подачи и сохранялась постоянной длина дугового промежутка, а, следовательно, и амплитуда тока в импульсе.
В результате модуляции параметров импульсов ввод тепла в изделие носит пульсирующий характер в соответствии с кривой сварочного тока. Это позволяет регулировать в процессе сварки размеры ванны, ее кристаллизацию и удерживать ее во всех пространственных положениях. При этом сохраняется направленный перенос электродного металла и основные параметры режима микропроцессов (длина дугового промежутка, величина тока в импульсе).
29

2. Плавление электродной проволоки
При сварке объектом регулирования является скорость плавления электродной проволоки. Для задания режима импульсно дуговой сварки необходимо знать зависимость средней скорости плавления от параметров импульсов (длительности и частоты их следования). С целью получения таких зависимостей проводится исследование динамики плавления при импульсном питании и определяются зависимости Vпл = (tu, T). Наличие таких характеристик позволит произвести выбор параметров модулятора сварочного тока и расчет режимов его работы.
2.1. Постановка задачи и выбор метода ее решения
Задача определения скорости плавления электрода относится к классу задач с подвижными границами фазовых превращений [13]. Вопросы теплопереноса при наличии подвижных границ фазовых превращений в специальной литературе получили наименование задачи, или проблемы, Стефана.
Схема плавления электродной проволоки представлена на рис. 2-1. Электрод подается со скоростью Vпод в сварочную ванну. За счет проходящего тока I(t) он нагревается при подходе к дуговому промежутку до температуры Тн. Поскольку считается [13,62], что зона воздействия от дуги распространяется всего на несколько миллиметров, то можно принять, что электрод прогрет равномерно до температуры Тн, которую будем считать начальной.
30
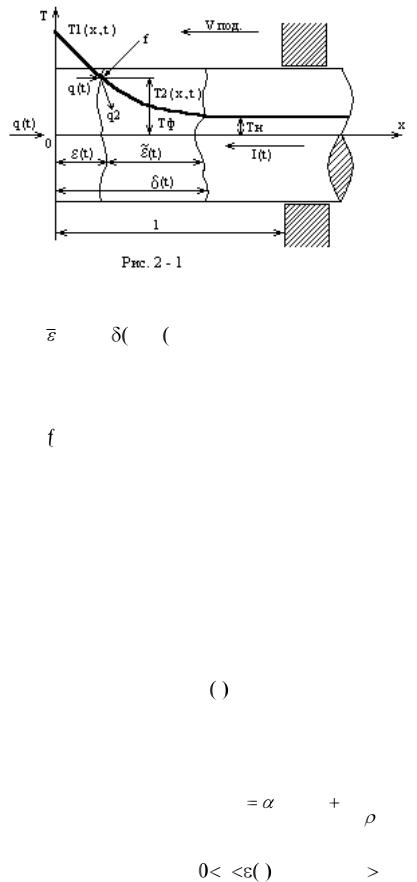
На рис. 2-1 приняты следующие обозначения:
T1( x,t) - тем-
пература жидкой фазы;
T2( x,t) - тем-
пература твердой фазы;
 (t) - под-
(t) - под-
вижная координата границы разде-
ла фаз;
(t)  t
t
 t
t - подвижная координата фронта теплового возмущения;
- подвижная координата фронта теплового возмущения;
Tф - температура фазового перехода; q(t) - плотность теплового потока;
- плотность теплового потока, затрачиваемого на фазовый переход.
При исследовании задач теплопроводности с подвижной границей фазовых превращений обычно принимаются следующие допущения:
1)постоянство теплофизических свойств вещества;
2)неизменность температуры и теплоты фазового перехода;
3)отсутствие внутренних и химических превращений.
В системах с изменяющимся фазовым состоянием подлежат определению функции температур Т1( x,t ), T2( x,t ) и координата подвижной границы  t , удовлетворяющие следующей системе дифференциальных уравнений (рис. 2-1)
t , удовлетворяющие следующей системе дифференциальных уравнений (рис. 2-1)
Уравнение теплопроводности для жидкой фазы:
дТ |
|
д2 Т |
1 |
|
q |
V 1 |
|
|
|
1 |
|
|
|
|
|
|
|
||
дt |
1 дх2 |
|
C |
|
1 |
|
|
||
|
|
|
|
1 |
|
|
|||
x |
t ; |
|
|
T1 |
Tф |
(2-1) |
|||
31
и твердой фазы
|
ЉТ |
2 |
a 2 |
Љ 2 |
Т |
2 |
|
q |
V 2 |
|
|
|
|
|
|
|
|
|
|
||||
|
Љt |
|
Љ›2 |
|
|
C2 |
2 |
|
|||
t x |
|
t ; |
|
|
|
Tн |
Т2 Тф |
||||
с начальными
Т1(x,0) = |
(x,0) |
= Tф, |
Т2(x,0) = |
(x) |
|
иследующими граничными условиями:
1)на открытой границе
|
дТ1 |
q(t) |
|
1 |
дх |
||
Х 0 |
|||
|
|
на границе зоны теплового возмущения
|
дТ 2 |
q t |
|
2 |
дх |
||
Х б (t ) |
|||
|
|
(2-2)
(2-3)
(2-4)
(2-5)
2) условие Стефана на подвижной границе раздела фаз
|
дТ1 |
|
|
дТ 2 |
|
pL f |
(2-6) |
1 |
дх |
|
2 |
дх |
|
||
|
Х 0 |
|
Х |
0 |
|
||
|
|
|
|
|
Здесь и далее точка обозначает дифференцирование по
времени
Т1 |
|
Х |
Т |
2 |
|
Х |
Т |
™ |
(2-7) |
|
|
||||||||
|
|
|
|
|
|
|
|
1) начальные условия для динамики плавления 





 н.
н.
С точки зрения математического описания, уравнение теплового баланса (2-6) означает, что разность между количеством тепла, идущим к границе плавления и количеством тепла, уходя-
32