

Технология электромашиностроения. Обмоточные работы. Пархоменко Г.А
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Воронежский государственный технический университет
Г.А.Пархоменко
ТЕХНОЛОГИЯ ЭЛЕКТРОМАШИНОСТРОЕНИЯ ОБМОТОЧНЫЕ РАБОТЫ
Учебное пособие
Воронеж 2001
УДК 621.313.1
Пархоменко Г.А. Технология электромашиностроения.
Обмоточные работы: Учеб. пособие. Воронеж. гос. техн. ун-т.
Воронеж, 2001. 108 с.
Рассмотрены особенности обмоточных процессов, виды обмоток и их элементы. Отдельные разделы посвящены обмоточным проводам и особенностям выполнения изоляции обмоток. Рассматривается технологическая система «катушка-провод-каркас», приведено описание некоторых типов намоточных станков. В пособии отдельно рассматриваются процессы изготовления полюсных и пазовых обмоток, монтаж соединений, механическое закрепление пазовых и лобовых частей, а также пропитка, сушка и контроль обмоток.
Издание предназначено для студентов, обучающихся по специальности 180100 «Электромеханика» при изучении курсов «Технология электромашиностроения», «Проектирование электрических машин»
Учебное пособие подготовлено на магнитном носителе в текстовом редакторе MS WORD-97 и содержится в файле «Обмотка.rar»
Табл. 2. Ил. 80. Библиогр.: 17 назв.
Научный редактор канд. техн. наук Ю.В. Писаревский
Рецензенты: кафедра электротехники Воронежского агроуниверситета (заведующий кафедрой канд. техн наук В.В. Картавцев) канд. техн. наук, доцент В.Н. Шапощников
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
©Пархоменко Г.А.,2001 ©Оформление. Воронежский государственный
технический университет, 2001
3
Введение
Обмоточные работы в производстве электрических машин занимают особое место и в значительной степени определяют специфику всей отрасли. Поэтому очень важно для будущего специалиста электромашиностроителя в совершенстве владеть знаниями в этой области. Пособие рассчитано на то, что после изучения теоретического курса студент получит возможность не только глубже познакомиться с обмоточными работами в период технологической практики, но и приобрести практические навыки выполнения большинства технологических операций. Все это создаст необходимую базу для успешного выполнения курсовой работы по дисциплине «Технология электромашиностроения».Имеется также основание предполагать, что пособие окажется полезным и при выполнении курсовых и дипломных проектов.
В то же самое время следует иметь в виду, что настоящее пособие не может полностью заменить рекомендуемую учебную литературу, а только дополняет еѐ. С этой целью некоторые технологические процессы приведены с более глубокой детализацией. Их описание сопровождается необходимым иллюстративным материалом.
По рассмотренным в работе процессам приведены не инструкции и типовые технологии, но сделана попытка изложить материал так, чтобы студенту была понятна физическая суть рассматриваемых приемов, режимов и рекомендаций. Поэтому можно надеяться, что материалы пособия помогут лучше вникнуть в содержание теоретических выкладок, какими так изобилует официально рекомендованная учебная литература.
4
1.Особенности обмоточных процессов
Вэлектрических машинах обмотки выполняют важные задачи направленного преобразования энергии. Задачи их конструирования и производства требуют специального изучения. Это связано как с многообразием типов обмоток, так
исо сложностью их геометрии, физическими свойствами используемых материалов, широким спектром внешних воздействий, которым они подвергаются как при эксплуатации, так и при изготовлении.
Важной конструктивно-технологической особенностью обмоток является то, что они представляют собой сложные многослойные образования, отдельные элементы которых образованы из материалов с самыми различными физическими свойствами. Среди этих материалов главные: проводниковые и изоляционные.
Вкачестве проводникового материала чаще всего используется медь. Гораздо реже - алюминий, латунь, серебро
идр. Номенклатура изоляционных материалов чрезвычайно широка. Это - различного рода пленочные, волокнистые, слоистые и композиционные материалы. Особое место в производстве обмоток занимают пропиточные и покрывные материалы (лаки, эмали, компаунды).
Сложная структура обмоток, безусловно, ощутимо снижает их надежность по сравнению с другими частями электрической машины. Об этом свидетельствует статистика: до 80 % случаев отказов электрических машин связано с возникновением дефектов в обмотках. Это налагает особую ответственность на разработчиков технологических процессов
иизготовителей в части обеспечения требуемого уровня надежности обмоток.
Трудоемкость изготовления обмоток достигает 60 % от общей трудоемкости изготовления электрической машины. Высокая трудоемкость обмоточных работ объясняется наличием при их выполнении значительного количества
5
ручных операций, так как обмоточно-изолировочное производство с большим трудом поддается механизации и автоматизации. Лучше эти вопросы в настоящее время решаются при изготовлении многовитковых полюсных катушек и роторных (якорных) обмоток машин малой мощности. Успешно решена задача механизации обмотки статоров асинхронных электродвигателей серии 4А. В то же время при выполнении маловитковых обмоток из проводников большого сечения, что характерно при увеличении мощности машины, доля ручного труда увеличивается. Наиболее характерными операциями, которые все еще часто выполняются вручную, являются: изолировочные, монтажные работы, укладка катушек в пазы, формовка элементов витков и др.
Механизация обмоточных и изолировочных операций сопровождается использованием сложного и, как правило, нестандартного оборудования. Сюда можно отнести медерезательные устройства, намоточные станки и агрегаты, формующие установки, пропиточное и сушильное оборудование, изолировочные головки, механизированные ножницы, пазоизолировочные станки и многое другое. К этому следует добавить, что при освоении производства каждого нового изделия приходится конструировать и изготовлять в инструментальном цехе широкую номенклатуру специальной оснастки: шаблоны, подставки, втягивающие устройства, формовочные матрицы, специальная тара и т.п.
К обмоткам порой предъявляются требования, прямо противоречащие друг другу. Так, под воздействием технологических режимов элементы обмотки должны легко, без повреждений и недопустимых отклонений параметров, при минимальных затратах труда и других ресурсов приобретать требуемые форму, размеры, физические свойства. С другой стороны, при выполнении последующих операций (сборка, регулировка, испытания) и при эксплуатации в обмотках не должно происходить изменений свойств, размеров, формы и
6
т.п. Нет сомнения в том, что в первую очередь эти проблемы решаются в конструкции электрической машины. Однако опыт их производства неопровержимо свидетельствует о том, что неоптимальная технология сводит на нет все замыслы конструктора.
Специфической особенностью электромашиностроения является не только наличие в технологическом процессе обмоточных работ, но и то, что здесь применяются все типы обмоток, используемых в других видах электротехнического оборудования. Поэтому знание технологии обмоточных работ в электромашиностроении позволяет специалистам успешно и квалифицированно решать подобные задачи и в других отраслях электротехнического производства.
2. Виды обмоток и их элементы.
Любая электрическая машина содержит неподвижную (статор) и подвижную (ротор) активные части. В общем случае каждая из этих частей имеет в своем составе соответственно обмотку статора (ОС) и обмотку ротора (ОР). Среди статорных обмоток можно назвать:
обмотку главных полюсов; обмотку добавочных полюсов; трехфазную;
главную и вспомогательную обмотки машины, работающей с однофазной сетью;
компенсационную и др.
Среди роторных можно назвать обмотки: якорную; успокоительную; короткозамкнутую; фазную и др.
Практически все перечисленные обмотки могут иметь различное схемное и конструктивное исполнение. В специальных конструкциях электрических машин могут
7
встречаться и другие типы обмоток. В технологической классификации их относят обычно к специальным обмоткам.
Обмотка состоит из одной или нескольких отдельных катушечных групп. Катушечная группа включает одну или несколько катушек, выполненных сплошным проводом без использования паек и т.п. Катушка представляет собой комплект последовательно соединенных витков, конструктивно объединенных в один блок. Катушка обычно имеет не менее двух выводов (начало и конец), а при
необходимости - и дополнительные выводы (их иногда называют отводами) от внутренних
витков. Выводы предназначены для включения катушки в электрическую схему обмотки. Если катушка выполнена сравнительно тонким проводом, то для выводов используют
многожильный провод увеличенного сечения с хорошей изоляцией. Место присоединения такого вывода (пайка или сварка) тщательно изолируют и закрепляют на катушке специальным бандажом. Если же катушка намотана проводом большого сечения, еѐ выводы выполняют этим же проводом без применения пайки и дополнительной изолировки.
Катушка содержит витковую изоляцию, исключающую электрическое соединение витков между собой в местах, не предусмотренных конструкцией. Если катушка выполнена из изолированного провода, то роль витковой изоляции чаще всего выполняет изоляционный слой самого провода. Катушка может иметь также и корпусную изоляцию, отделяющую еѐ проводники от частей электрической машины, имеющих электрический контакт с корпусными деталями. Такими
8
частями могут быть стенки паза магнитопровода, тело полюса и т.п.
Когда заходит речь о необходимости изготовления обмотки, то эта задача ассоциируется в первую очередь с необходимостью намотки провода на некую формообразующую конструкцию. Такая ассоциация верна, так как катушка приобретает форму и размеры в процессе намотки провода на каркас или шаблон.
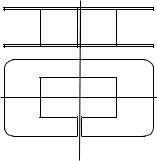
Каркас - это штатная деталь, предусмотренная конструкцией электрической машины. Он решает две главные задачи: придает катушке геометрическую форму, размеры и механическую прочность; обеспечивает точное и прочное еѐ сопряжение с магнитопроводом или другими элементами. При производстве электрических машин каркасом часто снабжается полюсная катушка, и это предусматривается чертежами. В крупных электрических машинах каркасы часто выполняют металлическими (стальными). Такой каркас может образовать вокруг магнитопровода короткозамкнутый виток. Во избежание этого металлический каркас выполняется разрезным (Рис. 1). Шаблон - это технологическое приспособление, частично решающее только первую задачу: обеспечивает геометрическую форму и размеры катушки. После намотки катушку снимают с шаблона и последний используется для намотки новой катушки. Такие катушки называют бескаркасными.
На рис.2 показан пример конструкции намоточного шаблона для намотки катушки с теми же параметрами, но в каркасном исполнении. Удобство съема катушки с шаблона достигается разделением его на две части по линии “А”. Для намотки новой катушки обе половинки шаблона собираются на цилиндрической оправке или шпинделе намоточного станка с использованием отверстия “Б”.
9
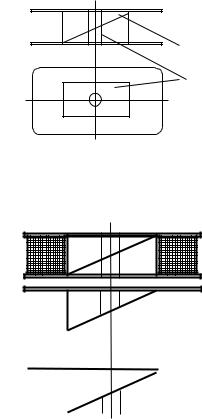
На рис. 3 показаны два вида: катушка намотана на шаблон (а) и катушка снята с шаблона (б). Жесткость бескаркасной катушки является важным технологическим параметром. Если катушка выполнена сравнительно тонким проводом, она допускает изменение формы под воздействием внешних усилий.
Такие катушки называют мягкими. В процессе монтажа (укладки) такой катушки на магнитопроводе удается придать ей наиболее компактную форму.
Если же катушка выполнена проводом сравнительно большого сечения, она отличается повышенной жесткостью. Для изменения еѐ формы потребуются значительные усилия. Под их воздействием может быть повреждена изоляция провода. Таким катушкам придается требуемая форма окончательно в процессе их изготовления (например - намотки, формовки и др.). При укладке на магнитопроводе деформирование такой жесткой катушки недопустимо.
Как на каркасе, так и на технологическом шаблоне катушка формируется путем так называемого открытого наматывания. Это означает, что витки катушки укладывают один за другим на внешнюю сторону шаблона или каркаса (например, при его вращении). Именно такая процедура формообразования катушки реализуется большинством типов намоточных приспособлений и станков.
В некоторых случаях не удается получить катушку путем намотки витка за витком на каркас или шаблон. Витки таких катушек получают за несколько операций, например, гибка, изолировка, растяжка, сборка и др., о чем более подробно речь пойдет дальше.
Приведенные особенности выполнения отдельных катушек и обмоток электрических машин практически не зависят от типа машины, определяются только конструкцией обмоточного узла и свойствами применяемых материалов. Поэтому целесообразно классифицировать обмотки по технологическим признакам, т.е. сообразуясь с общностью и
10
наиболее удобными приемами их изготовления. Исходя из сказанного, обмотки можно разделить на четыре больших группы: полюсные (выполняются путем открытого наматывания на каркас или шаблон), короткозамкнутые (выполняются с использованием приемов литья, сварки или пайки), пазовые катушек в пазах магнитопровода) и специальные (выполняются с применением нетрадиционных приемов формообразования).
В пределах каждой из
|
А |
|
Б |
Рис. 2. |
Шаблон намоточный |
указанных |
групп |
можно |
б) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
провести |
более подробную |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
классификацию. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Полюсные обмотки в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
зависимости |
от |
способа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
намотки |
|
подразделяются |
Рис.3.Использование |
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
на: шунтовые многовитковые |
шаблона |
для |
намотки |
||||||||||||||||||||||||
(имеют |
большое |
число |
катушки: а) - катушка намо- |
||||||||||||||||||||||||
витков |
из |
сравнительно |
тана на шаблон; б) - готовая |
||||||||||||||||||||||||
тонкого провода), сериесные |
катушка снята с шаблона. |
||||||||||||||||||||||||||
спиральные |
|
(имеют |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
спирально |
|
расположенные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
витки из толстого провода прямоугольного сечения) и винтовые (выполнены проводом прямоугольного сечения с расположением витков по винтовой линии).
Короткозамкнутые обмотки в зависимости от конкретных решений выполняются в виде “беличьей клетки”:
11
литыми или сборными. В последнем случае стержни и к.з. кольца выполняются в виде отдельных деталей и при сборке соединяются между собой сваркой или пайкой.
Пазовые обмотки располагаются в пазах, распределенных на активной поверхности магнитопровода. Независимо от того, где эти обмотки располагаются (на статоре или на роторе), по общности приемов их выполнения они разделяются на мягкие, жесткие, одновитковые и стержневые. Мягкие обмотки состоят из катушечных групп и катушек из тонкого провода. Они допускают дополнительное деформирование (формовку лобовых частей, пазовых участков и др.) как при укладке в пазы, так и после укладки.
Жесткие обмотки состоят из отдельных катушек, приобретающих окончательные форму и размеры до укладки в пазы. Иногда такие катушки снабжаются и корпусной изоляцией. В процессе укладки во избежание повреждения витковой или корпусной изоляции они могут деформироваться только в пределах упругости.
Катушки одновитковых обмоток содержат только по одному витку, их окончательно формуют и изолируют до укладки в пазы.
Витки стержневых обмоток выполняют в виде отдельных полувитков (стержней). Их после укладки в пазы соединяют между собой пайкой с образованием витка.
Специальные обмотки включают большое многообразие исполнений, выполняемых по нетрадиционным технологическим процессам. Сюда относят так называемые гладкие обмотки, витки и катушки которых располагают на гладкой поверхности магнитопровода и закрепляют с помощью клея или компаунда. Известно немало исполнений гладких обмоток, различающихся как по конструкции, так и по способу выполнения. Частным случаем гладкой обмотки является так называемая “полая“ обмотка, получившая наибольшее распространение в микроэлектродвигателях постоянного тока. Распространенной разновидностью
12
специальной обмотки является печатная обмотка, витки которой выполняются химическим или электрохимическим травлением медной фольги, наклеенной на изоляционную подложку. При необходимости заметного увеличения толщины проводников заготовки такой обмотки штампуют из медного листа. Такую обмотку порой называют штампованной. К специальным относятся также обмотки ортоциклические, сотовые и др., встречающиеся в специальных конструкциях электрических машин.
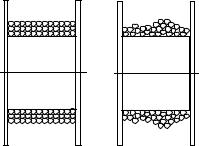
Обмотки различаются также и по способу раскладки витков в катушке. Чаще всего выделяют два способа раскладки: рядовую и “внавал” (см. рис.4). Рядовая раскладка достигается тем, что в процессе намотки соблюдается соотношение
t = dиз , |
(1) |
где: t - шаг намотки витков; dиз - диаметр изолированного провода.
Это условие выполняется при соответствующей наладке намоточного станка.
Из рис.4 нетрудно увидеть достоинства рядовой раскладки: компактность катушки при максимальной разности
потенциала между соприкасающимися проводниками |
|
U = 2 nр uв , |
(2) |
где nр - число витков в ряду;
uв = Uи / w - падение напряжения на витке; Uи -напряжение источника;
w - число витков в катушке.
Как разновидность рядовой укладки витков можно выделить так называемую спиральную обмотку. Она получается, если в ряду имеется всего лишь один виток. В этом случае каждый последующий виток укладывается сверху на предыдущий, в результате чего проводник располагается по спиральной линии, если посмотреть на такую катушку вдоль еѐ оси. Такие катушки изготовляют чаще всего из провода прямоугольного сечения, изгибая его плашмя.
13
При намотке внавал витки катушки укладываются на шаблон беспорядочно, что позволяет увеличить скорость намотки. В таких катушках велика вероятность соприкосновения проводников с большой разностью потенциалов, что порой требует усиления витковой изоляции. Нетрудно также видеть, что намотка внавал повышает распушение катушки, снижает коэффициент заполнения катушки медью, увеличивает еѐ размеры и расход меди.
Имеет смысл выделить ещѐ один прием заполнения шаблона (каркаса)- упорядоченную раскладку. Она обеспечивает равномерное распределение витков в сечении катушки при t dиз , сочетая при этом возможность высокой скорости намотки и некоторую экономию меди.
Приведенная технологическая классификация обмоток ориентирована на конструкции, освоенные в производстве. Электромашиностроение является непрерывно развивающейся отраслью. В новых конструкциях нередко предусматриваются нетрадиционные решения обмоточных узлов. Поэтому к изучению технологии обмоточных работ следует подходить творчески, больше обращать внимания на принципы и приемы формообразования обмоток, а уж после их усвоения изучать существующие типовые процессы.
3. Обмоточные провода
Большое влияние на структуру технологического процесса оказывают тип обмоточного провода, величина и форма поперечного сечения, погрешности размеров, физические свойства проводникового материала, наличие и тип изоляции. В качестве проводникового материала в обмоточных проводах используется медь, в которой наиболее удачно сочетаются высокая электропроводность с приемлемой стоимостью. Поскольку большое влияние на электропроводность меди оказывают примеси, для проводников используется чистая электролитическая медь с
|
|
|
|
|
|
14 |
|
|
содержанием не более 0,1% |
|
|
||||||
примесей. |
|
|
Удельное |
|
|
|||
сопротивление |
|
меди |
|
|
||||
ощутимо повышается при еѐ |
|
|
||||||
пластическом |
|
|
|
|
|
|||
деформировании |
(явление |
|
|
|||||
наклепа). |
Поэтому |
при |
|
|
||||
изготовлении |
обмоток |
из |
|
|
||||
неизолированной |
|
меди |
|
|
||||
иногда |
|
предусматривают |
а) |
б) |
||||
отжиг |
для |
|
восстановления |
|||||
|
|
|
||||||
свойств |
|
материала. |
В |
Рис.4. Укладка витков при |
||||
некоторых |
конструкциях в |
|||||||
намотке |
катушки: |
|||||||
качестве |
|
проводниковых |
||||||
|
рядовая (а) и внавал (б) |
|||||||
материалов |
|
|
используют |
|||||
|
|
|
|
|||||
сплавы |
на |
основе |
меди |
|
|
|||
(латунь, бронза) или алюминия.
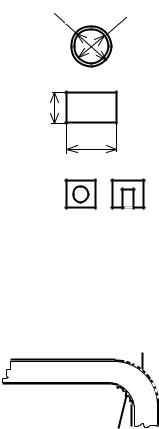
Для обмоток электрических машин применяют обмоточные провода круглого, прямоугольного и фигурного (фасонного) сечения (Рис.5). Наиболее технологичными являются провода круглого сечения, поскольку изгиб такого провода в любом направлении сопровождается одинаковыми усилиями, а скручивание его вокруг собственной оси не влияет на формирование катушки. Использование же провода с прямоугольным сечением позволяет существенно увеличить заполнение катушки медью. Известно, что с увеличением мощности электрической машины это может иметь принципиальное значение. Провода же фасонного сечения позволяют получить в обмотке дополнительные каналы для форсированного охлаждения проводников, что особенно важно в машинах предельной мощности.
Для обмоток удобно использовать изолированные провода, так как изоляция самого проводника может служить в обмотке одновременно и еѐ витковой изоляцией. На рис.5а) показан изолированный провод круглого сечения с диаметром
|
|
|
|
15 |
|
|
|
|
|
|
|
|
жилы “d” и диаметром по изоляции “dиз”. Изолированными |
||||||||||||
могут быть провода и с другой формой сечения. |
|
|
|
|
||||||||
|
В обмоточных проводах используются различные виды |
|||||||||||
изоляции: эмалевая, волокнистая, комбинированная. |
|
В |
||||||||||
качестве примера можно назвать распространенную марку |
||||||||||||
проводов ПЭВ-2, имеющих покрытие из поливинилацетатной |
||||||||||||
эмали (винифлекс) в два слоя. На смену им пришли провода |
||||||||||||
|
|
|
марки ПЭТВ, имеющие покрытие |
|||||||||
а) |
dиз |
d |
теплостойкой |
|
полиэфирной |
|||||||
|
|
|
эмалью. |
|
|
|
|
|
|
|
||
|
|
|
Повышенной |
технологичностью |
||||||||
б) |
|
|
отличаются провода марки ПЭВТЛ |
|||||||||
|
|
(эмаль |
|
|
полиуретановая), |
|||||||
|
|
|
|
|
||||||||
|
a |
|
называемые еще самолудящимися, |
|||||||||
|
b |
|
так |
как |
не |
требуют |
зачистки |
от |
||||
|
|
изоляции при пайке соединений. В |
||||||||||
|
|
|
||||||||||
в) |
|
|
проводах |
ПЭТК |
используется |
|||||||
|
|
|
|
|
|
нагревостойкая |
||||||
|
|
|
|
|
|
|
||||||
|
|
|
кремнийорганическая |
|
эмаль. |
|||||||
Рис.5. Формы сечения |
Покрытие |
металвин |
в |
проводах |
||||||||
ПЭМ |
отличается |
повышенной |
||||||||||
проводников: |
|
|||||||||||
|
механической прочностью. |
|
|
|||||||||
а) - круглая; |
|
|
|
|||||||||
|
|
В |
|
настоящее |
|
время |
||||||
б) - прямоугольная; |
|
|
|
|||||||||
выпускаются |
и |
|
провода |
|||||||||
в) - фасонная. |
|
|
||||||||||
|
прямоугольного сечения с эмалевой |
|||||||||||
|
|
|
||||||||||
|
|
1 |
|
изоляцией. |
В |
обозначении |
||||||
|
|
|
марки |
|
этих |
|
проводов |
|||||
|
|
|
|
|
|
|||||||
|
|
|
|
прибавляется |
буква |
“П”, |
||||||
|
|
|
|
например: |
провод |
|
марки |
|||||
|
|
|
|
ПЭМП |
- |
прямоугольный |
с |
|||||
|
|
2 |
|
изоляцией |
из высокопрочной |
|||||||
Рис.6. Разрушение изоляции |
эмали металвин. |
|
|
|
|
|||||||
|
|
Эмалевая изоляция |
|
|||||||||
при изгибе изолированного |
|
|
|
|||||||||
отличается малой толщиной, |
||||||||||||
провода |
|
|
||||||||||
|
|
что позволяет достигать 16 |
|
|||||||||
|
|
|
|
|
||||||||
16
сравнительно высокого заполнения обмотки медью.
В проводах с волокнистой изоляцией применяют хлопчатобумажное волокно (Б), натуральный шелк (Ш) или искусственный шелк-капрон (ШК), стекловолокно (С), асбест (А). Для повышения механической прочности волокнистую изоляцию после наложения на провод пропитывают лаком, например - кремнийорганическим (К). Тип волокнистой изоляции можно установить по марке провода. Например, ПСДКТ - провод, изолированный двумя слоями из стекловолокна с пропиткой кремнийорганическим лаком.
Обмоточный провод с комбинированной изоляцией содержит слой эмали, поверх которого наложена волокнистая изоляция с пропиткой. Например, ПЭЛШКД - провод, изолированный лакостойкой эмалью с двумя слоями шелккапронового волокна.
Для электрических машин с напряжением выше 1000в обычная изоляция провода оказывается недостаточной. Поэтому при изготовлении высоковольтных обмоток каждый виток долгое время приходилось дополнительно оплетать слоем микаленты. Изготовление таких обмоток существенно упростилось, когда кабельные заводы начали выпускать провод с усиленной изоляцией (например, ППТБО - провод, имеющий два слоя изоляционной пленки, один слой телефонной бумаги и один слой хлопчатобумажной пряжи).
С увеличением сечения провода возрастает влияние изгиба провода как на свойства металлической жилы, так и на состояние его изоляции. На рис.6. показано деформирование изоляции провода при изгибе. С внешней стороны изогнутого провода (1) изоляция утоньшается и затем - растрескивается. На внутренней стороне (2) изгиба изоляция сжимается и отслаивается. Эти явления недопустимы при намотке катушек.
Безусловно, изготовители проводов стараются обеспечить устойчивость изоляции провода к такого рода воздействию. Так, некоторые марки эмальпроводов не допускают растрескивания или отслаивания изоляции при
17
наматывании проводя на стержень, диаметр которого равен диаметру жилы провода. Но для проводов сечением выше 6 мм такое требование выдерживать все труднее. Именно по
этой причине обмоточные провода сечением выше 35 мм выпускаются голыми, без слоя изоляции. В таких случаях витковая изоляция выполняется после образования витков катушки.
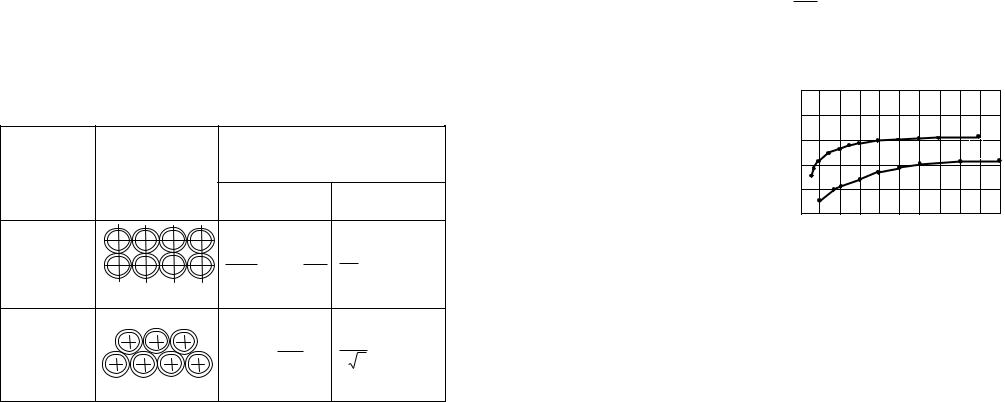
Важным параметром обмотки, существенно влияющим на энергетические характеристики электрической машины, является коэффициент заполнения обмоточного пространства медью. Этот параметр зависит от многих факторов: формы и величины сечения провода, типа изоляции, способа намотки и укладки витков, натяжения провода при намотке, наличия и конструкции дополнительной изоляции и т.п. В таблице 1 показаны примеры /Л7/ определения коэффициентов заполнения голой медью и изолированным проводом для некоторых случаев рядовой укладки витков.
|
|
|
|
|
|
|
Таблица 1 |
Способ |
Коэффициент заполнения |
||||||
укладки |
Эскиз |
|
|
|
|
|
|
витков |
|
|
|
|
|
|
|
|
по голой |
|
|
|
По изолиро- |
||
|
|
меди |
|
|
|
ванной меди |
|
Рядовая |
d |
2 |
d |
2 |
|
|
|
|
|
|
|||||
прямая |
2 0.78 |
|
2 |
4 |
0.78 |
||
|
4dиз |
dиз |
|
|
|||
Рядовая |
|
2 |
|
|
|
|
|
шахматная |
|
0.91 d2 |
|
|
|
0.91 |
|
|
|
d из |
|
|
|
2 |
3 |
|
|
|
18 |
|
|
|
|
|
||
Практикой установлено, что из-за погрешностей размеров |
||||||||||
провода и отклонений настройки намоточного станка |
||||||||||
наблюдается некоторое снижение коэффициента заполнения, |
||||||||||
которое увеличивается с уменьшением диаметра провода. |
||||||||||
Такая зависимость для некоторых марок провода показана на |
||||||||||
рис.7. |
|
|
|
|
|
|
|
|
||
|
Геометрические и физические параметры обмоточных |
|||||||||
проводов весьма ощутимо могут влиять на размеры и |
||||||||||
параметры обмотки. Так, известно, что одним из |
|
|
|
|||||||
важных параметров обмотки является еѐ активное |
||||||||||
сопротивление. Для круглого проводника оно равно: |
|
|
||||||||
|
|
|
R |
4l |
, |
|
|
|
(3) |
|
|
|
|
|
d2 |
|
|
|
|
|
|
где: - удельное сопротивление материала провода; |
|
|
||||||||
l – длина провода. |
|
|
|
|
|
|
|
|||
Абсолютная погрешность сопротивления обмотки зависит от |
||||||||||
разброса |
величины |
|
|
|
|
|
|
|
||
удельного сопротивления |
0,8 |
k |
|
|
|
|
|
|||
материала, |
точности |
0,6 |
|
|
|
|
1 |
|
||
полученной при намотке |
|
|
|
|
|
|
||||
|
|
|
|
|
2 |
|
||||
длины |
провода, |
0,4 |
|
|
|
|
|
|||
|
|
|
|
|
|
|||||
погрешностей |
сечения |
|
|
|
|
|
|
|
||
провода, |
точности |
|
|
|
|
|
|
d |
||
размеров |
шаблона, |
|
|
|
|
|
|
|||
|
0 |
0,4 |
0,8 |
1,2 |
1,6 |
2,0 |
||||
точности |
раскладки, |
|
||||||||
Рис.7. Зависимость коэффициента |
||||||||||
режимов намотки и др. |
||||||||||
Так, |
провод наматывают |
заполнения от диаметра проводов: |
||||||||
с определенным усилием |
1 - ПЭВ-2; 2 - ПБД. |
|
|
|||||||
|
|
|
|
|
|
|
||||
натяжения, |
под |
|
|
|
|
|
|
|
||
действием которого он вытягивается. При этом одновременно |
||||||||||
его |
сечение |
уменьшается, |
|
увеличивается |
удельное |
|||||
сопротивление из-за нагартовки материала. В результате |
||||||||||
сопротивление провода растет. |
|
|
|
|
|
|
||||
19
Немаловажно знать, что при намотке катушек вытягивание провода под действием сил натяжения создает дополнительную нагрузку и на его изоляцию. При небольших удлинениях может возникнуть утоньшение изоляционного слоя. При дальнейшем удлинении провода изоляция начинает
разрушаться (растрескивается и отслаивается). |
|
|
||
Приведенные |
факты |
показывают, |
что |
при |
проектировании технологических процессов обмоточных работ бывает очень важно правильно сочетать физические свойства обмоточного провода с режимами намотки.
Обмоточные провода выпускаются кабельными заводами в специальной расфасовке. Так, эмальпровода круглого сечения выпускают на специальных тарных катушках (пластмассовых или металлических), которые снабжаются специальными наклейками с указанием марки провода, его диаметра и веса. Провода большего сечения (в т.ч. прямоугольного) выпускают свернутыми в “бухты”, обвязанные мешковиной или рогожей. Каждая бухта также снабжена соответствующей этикеткой.
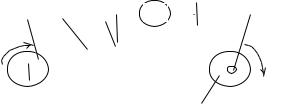
После получения провода от изготовителя его периодически подвергают входному контролю. Проверяются размеры сечения жилы, толщина и качество изоляционного покрытия. В последнем случае чаще всего практикуется способ
“влажного |
контакта”. Суть его |
понятна |
из |
рис.8, |
где |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
показаны тарная (1) |
|||
1 2 |
3 |
|
|
|
A |
|
|
|
|
|
и |
приемная |
(4) |
|||||||
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
е |
|
|
катушки. Провод 2 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
перематывается |
с |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
катушки |
1 |
на |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
4 |
|
|
|
|
|
|
|
катушку |
4, |
что |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
сопровождается |
их |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Рис. 8. Контроль изоляции провода |
|
|
вращением |
в |
||||||||||||||||
указанном
стрелками
направлении. На пути движения провода установлен
20
“влажный контакт” (3), представляющий две металлические пластинки, обклеенные со стороны провода фетром, пропитанным слабым раствором повареной соли. Между “влажным контактом” 3 и началом провода 2, размещенным на приемной катушке 4, образована электрическая цепь. В еѐ составе - источник питания “е “ и индикатор тока ( например, амперметр А). Если под “влажным контактом”
окажется даже точечное повреждение изоляции провода, прибор покажет наличие тока в цепи.
4. Особенности выполнения изоляции
Важным элементом обмотки электрической машины является еѐ изоляция. Известно, что токоведущие части обмотки должны быть надежно изолированы как относительно корпуса, так и между собой / 10/. Состояние изоляции токоведущих частей определяет качество, надежность обмотки и всей машины в целом. Одновременно следует иметь в виду, что изоляция больше других частей чувствительна к разного рода воздействиям, которым обмотка подвергается при изготовлении машины и при еѐ эксплуатации.
Качество и надежность изоляции определяется применяемыми изоляционными материалами, конструкцией отдельных еѐ элементов, технологическими процессами при изготовлении. На этапе производства технологические режимы могут влиять на физические свойства изоляционных материалов в желаемом или в нежелаемом направлении. Незапланированные разработчиком изменения свойств изоляции недопустимы и это налагает на используемые в технологии обмоточно-изолировочных работ режимы определенные ограничения. Среди таких режимов в первую очередь следует выделить те, которые вызывают старение изоляции (ухудшение еѐ диэлектрических и механических