

Плоттеры
Устройство, позволяющее представлять выводимые из компьютера данные в форме рисунка или графика на бумаге, называют обычно графопостроителем, или плоттером (Plotter). Из этого определения, в частности, следует, что в качестве плоттера с успехом может использоваться соответствующий принтер. Первыми появились и традиционно широко используются перьевые плоттеры. Основной конкурент для них — струйные плоттеры, использующие более современную технологию печати. Существующие на сегодня перьевые плоттеры условно можно разделить на три группы:
1) плоттеры, использующие фрикционный прижим для перемещения бумаги в направлении одной оси и движения пера по другой;
2) барабанные (или рулонные плоттеры), работающие примерно так же, как и фрикционные, но использующие для перемещения непрерывной перфорированной ленты бумаги специальный трактор (Tractor Feed);
3) планшетные плоттеры, в которых бумага неподвижна, а перо перемещается по обеим осям.
Наиболее часто с персональными компьютерами используются первый и третий типы графопостроителей, которые рассчитаны на форматы бумаги A3 или A4. Тем не менее, существуют планшетные графопостроители даже для формата A0 (рис. 16). Барабанные плоттеры обычно применяются для вывода длинных непрерывных графиков, диаграмм и больших чертежей, что характерно обычно для задач, связанных, например, с САПР. Различные модели плоттеров (рис. 10) могут иметь как одно, так и несколько перьев различного цвета (обычно 4-8). Перья бывают трех различных типов:
1) фитильные (заправляемые чернилами);
2) шариковые (аналог шариковой ручки);
3) трубчатым пишущим узлом (инкографы).
Для заправки последнего типа перьев применяется специальная тушь. Связь с компьютером плоттеры, как правило, осуществляют через последовательный, параллельный или SCSI-интерфейс. Некоторые модели графопостроителей оснащаются встроенным буфером (1 Мбайт и более).
|
|
|
|
|
|


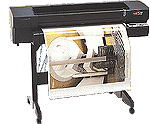


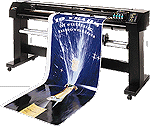
Рис. 15. Различные модели плоттеров
Дальнейшим развитием технического обеспечения САПР является появление так называемых инженерных машин фирмы OCÉ (рис. 11), которые объединяют все вышеперечисленные машины. В январе 2001 компания Océ Technologics объявила о выпуске новой серии систем для технического документооборота Technical Document Solution (TDS). Это серия решений для печати, тиражирования и сканирования широформатных документов.
Эти системы спроектированы для пользователей с большими объемами работ в областях, где высоки требования к производительности и качеству, а наличие цвета не требуется: проекты САПР, сложный технический дизайн, архитектура, документооборот, картография.
Система формирования изображений LED (Light Emitted Diod) с разрешением 300 dpi. Система тонера закрытая, что дает возможность без особых сложностей произвести заправку даже между двумя последовательными заданиями. Скорость печати составляет порядка 3 погонных метра в минуту или 50 мм в секунду, что обеспечивает вывод формата А0 в режиме многократного вывода менее чем за 40 секунд.
Система имеет модульную архитектуру, центральное место в которой занимает контроллер Power Logic. В зависимости от характера задач, для решения которых вы приобретаете подобную систему можно выбрать следующие варианты:
TDS Scanning solution - решение для сканирования. Служит для сканирования широформатных документов по сети и в Web, реализуется с помощью сканера, контроллера Power Logic и программного обеспечения (ПО) Scan Logic;
TDS Printing solution - решение для печати. Обеспечивает печать документов с рабочих станций, расположенных в локальной вычислительной сети и Internet. Необходимые модули- плоттер, контроллер Power Logic и ПО Print Exec LT;
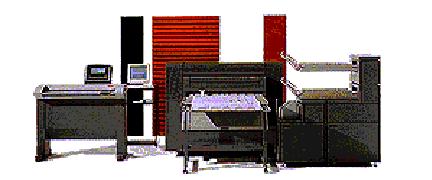
Рис. 16. Инженерная машина ф. Océ