

5. Особенности проектирования протяжек для обработки шлицевых отверстий прямобочного профиля
Определение конструктивных и геометрических параметров шлицевых протяжек производится в той же последовательности, что и обычных круглых протяжек. При этом необходимо обратить внимание на определение припуска под протягивание и силу резания. Кроме этого, дополнительно определяются размеры поперечного сечения протяжки (рисунок 5.1).

Рис. 5.1. Форма поперечного сечения зуба шлицевой протяжки
Ширина шлицевых выступов определяется по формуле:
-
 ,
,(5.1)
где
![]() − наибольшая допустимая
ширина шлицевой канавки на детали, мм;
− наибольшая допустимая
ширина шлицевой канавки на детали, мм;
![]() − величина разбивания по
ширине шлица (ориентировочно можно
принять равной 0,005-0,010 мм).
− величина разбивания по
ширине шлица (ориентировочно можно
принять равной 0,005-0,010 мм).
Диаметр окружности впадин между шлицевыми выступами является направляющим в процессе протягивания шлицов, поэтому он принимается равным минимально допустимому внутреннему диаметру шлицевого отверстия, то есть:
|
(5.2) |
где
![]() − наименьший внутренний
диаметр шлицевого отверстия, мм.
− наименьший внутренний
диаметр шлицевого отверстия, мм.
С целью уменьшения трения на боковых поверхностях шлицевых выступов делают боковое поднутрение, которое образуется вспомогательным углом в плане φ1. Величина угла поднутрения обычно принимается равной 1°-1°30', а при протягивании очень вязких сталей − 2°-3°. Поднутрение начинается не от самой вершины выступа, а после ленточки f0, равной 0,7-1,0 мм. Поднутрение выполняется, начиная с тех зубьев, высота шлицевых выступов у которых равна 1,2-1,3 мм и более.
Для выхода круга, шлифующего боковые стороны шлицов, у основания шлицевых выступов предусматриваются продольные канавки с углом профиля 60°, шириной 1,0-1,2 мм и глубиной 0,5-1,0 мм.
В том случае, если у детали сопряжение шлица и внутреннего диаметра выполнено в виде фаски, на протяжке необходимо предусмотреть фасочные зубья (рисунок 5.2). Фасочные зубья могут располагаться перед режущими, или после калибрующих. В первом случае протяжка получается короче, так как при этом фасочные зубья принимают участие в удалении металла из шлицевых впадин детали, во втором − длиннее, но зато она проще в изготовлении.
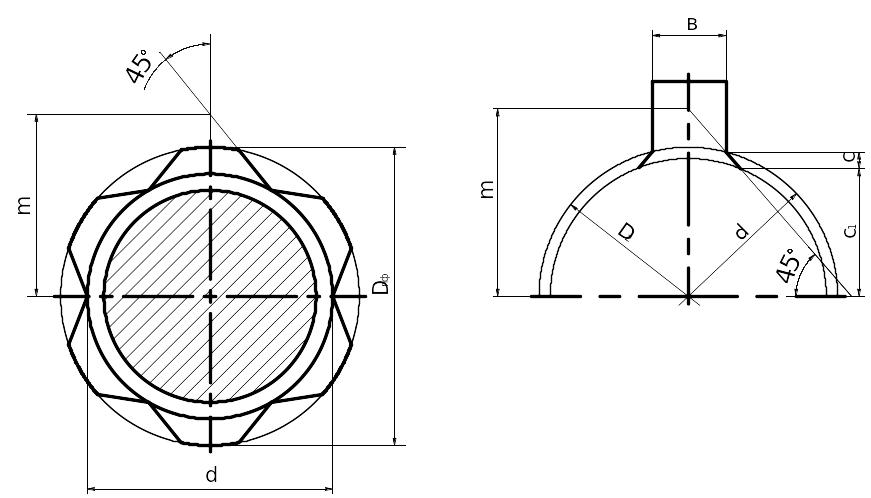
Рис. 5.2. Схема для определения размеров
фасонных зубьев
Рассчитывая фасочные зубья можно воспользоваться справочником /2/. При этом, если фасочные зубья располагаются перед режущими, то подъем на зуб Szφ следует принимать точно таким же, как на последующих режущих зубьях (см. таблицу 4.2). При расположении фасочных зубьев после калибрующих, то подъем на зуб Szφ принимается в пределах 0,075-0,250 мм.
Диаметр вершин по фаскам D2 определяется в следующей последовательности:
|
(5.3) |
|
(5.4) |
где − внутренний диаметр шлицевого отверстия;
![]() − ширина шлицов протягиваемого
отверстия;
− ширина шлицов протягиваемого
отверстия;
![]() − высота фаски.
− высота фаски.
Диаметр первого фасонного зуба D1φ определяется по формуле:
-
 .
.(5.5)
где
![]() − наименьший внутренний
диаметр шлицевого отверстия.
− наименьший внутренний
диаметр шлицевого отверстия.
Диаметр последнего фасонного зуба принимается на 0,3-0,5 мм больше диаметра вершин по фаскам, то есть:
-
 .
.(5.6)
Диаметры остальных фасонных
зубьев − второго, третьего и так далее
– определяются обычным способом, диаметр
каждого последующего зуба получается
прибавлением величины
![]() к диаметру предыдущего
зуба.
к диаметру предыдущего
зуба.
Размер до остра фасочных зубьев m определяется по формуле:
|
(5.7) |
Остальные параметры фасочных зубьев принимаются как у режущих зубьев.
Длина фасочной части протяжки определяется по обычной формуле:
|
(5.8) |
где
![]() − число фасочных зубьев;
− число фасочных зубьев;
![]() − шаг
фасочных зубьев, равный шагу режущих
зубьев;
− шаг
фасочных зубьев, равный шагу режущих
зубьев;
![]() − расстояние между фасочной
и шлицевой частями протяжки (необходимо,
чтобы
≥ 15 мм).
− расстояние между фасочной
и шлицевой частями протяжки (необходимо,
чтобы
≥ 15 мм).
Общая длина протяжки с учетом фасочной части определяется по формуле:
-
 ,
,(5.9)
где
![]() − общая длина протяжки,
рассчитанная по общей методике.
− общая длина протяжки,
рассчитанная по общей методике.
С целью создания задних углов на боковых сторонах фасочных зубьев их необходимо шлифовать с подъемом заднего центра протяжки. Величина подъема принимается равной 0,15-0,2 мм на 100 мм длины протяжки.