

4.3 Люнеты
Длинные и тонкие детали, длина которых в 10—15 раз больше их диаметра, при обтачивании прогибаются под действием сил резания, поэтому после обработки они получают неправильную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив поддерживающее приспособление, называемое люнетом. При его применении можно получить детали высокой точности и снимать стружку большего сечения, не опасаясь прогиба детали.
Люнеты бывают неподвижные и подвижные. Неподвижный люнет (рис. 4.8, а) состоит из чугунного корпуса 1, на котором болтом 7 крепится откидная крышка 4, что облегчает установку заготовки. Основание корпуса имеет форму соответствующую направляющим станины, на которых люнет закрепляется планкой 9 и болтом 8. В корпусе с помощью регулировочных болтов 2 и винтов 3 перемещаются два кулачка 6, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров. Кулачки иногда заменяют роликами для уменьшения трения.
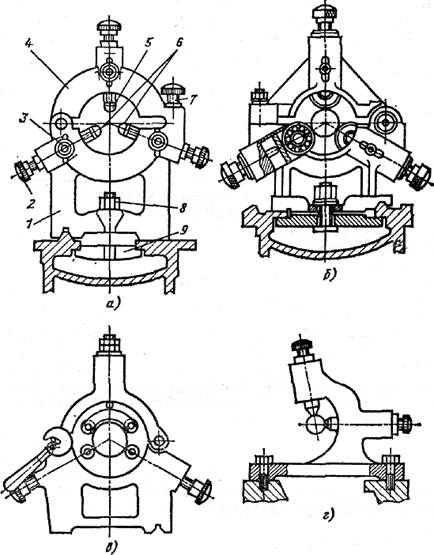
Рис. 4.8. Люнеты
Люнеты с обычными кулачками не пригодны для скоростной обработки из-за быстрого износа кулачков. В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками (рис. 8, б) вместо обычных кулачков, чем облегчается работа роликов и уменьшается нагрев заготовки. Это имеет важное значение при работе на больших скоростях резания. Кроме того, неподвижные люнеты применяют для отрезания концов и подрезания торцов у длинных деталей, а также при обдирочных работах (рис. 8, в).
Подвижный люнет (рис. 8, г) устанавливают и закрепляют на каретке суппорта так, чтобы он вместе с ней перемещался вдоль заготовки, следуя за резцом поддерживал ее в месте приложения силы резания. Подвижной люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. В остальном конструкция подвижного люнета мало отличается от конструкции неподвижного.
4.4 Оправки
Токарю довольно часто приходится обтачивать заготовки, имеющие уже точно обработанное отверстие, причем их наружные поверхности должны быть концентричны (соосны) обработанным отверстиям. В таких случаях для установки и крепления этих заготовок применяют приспособления, называемые оправками. Существует несколько конструкций оправок: цельные полого-конические, конические и разжимные (рис. 4.9).

Рис. 4.9. Оправки
Заготовки устанавливают в центрах с помощью токарных оправок. На среднюю часть 1 оправки, (рис. 4.9, а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 4. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой таким образом, чтобы не повредить торцы оправки и центровые отверстия 3. Лыска 2 оправки служит опорой для болта, которым закрепляют хомутик. Положение заготовок вдоль оси при базировании на таких оправках неодинаково и зависит от диаметра отверстия заготовки.
Заготовку 1, (рис. 4.9, б), можно установить на цилиндрической оправке 2 и закрепить на ней с помощью гайки 4 и быстросменной шайбы 3. Наружный диаметр гайки 4 меньше внутреннего диаметра оправки, что позволяет значительно сократить время на смену заготовки. При использовании таких оправок точность обработки снижается, так как заготовка устанавливается на оправку с зазором.
Когда внутренние отверстия заготовок имеют значительные отклонения по диаметру, применяют разжимные (цанговые) оправки (рис. 4.9, в). Цанга 4 представляет собой втулку, внутренняя поверхность которой выполнена конической, а наружная, предназначенная для базирования заготовки 1, - цилиндрической. Цангу 4 с деталью 1 перемещают и закрепляют на оправке 2 с помощью гайки 3, а освобождают с помощью гайки 5, предварительно ослабив гайку 3. Для обеспечения пружинящего свойства цанги 4 ее изготовляют с продольными прорезями.
Шпиндельную оправку, (рис. 4.9, г), конусной поверхностью 1 устанавливают в шпиндель станка. Заготовку 3 устанавливают на цилиндрическую поверхность 4, в которой выполнены продольные прорези. Натяг между цилиндрической частью оправки и заготовкой создают с помощью винта 2.
На рисунке 4.10, показана оправка с упругой оболочкой. Корпус 1 оправки крепится к фланцу шпинделя станка. На корпусе 1 закреплена втулка 2, канавки которой вместе с канавками корпуса образуют полости А, В и С, заполняемые гидропластом. При вращении винта 5 плунжер 7 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 2 под давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки 3. Упор 6 ограничивает перемещение плунжера 7, а пробка 4 закрывает отверстие, через которое выходит воздух при заполнении оправки гидропластом.
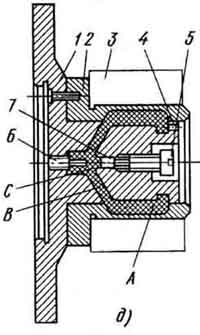
Рис. 4.10. Оправка с упругой оболочкой
Контрольные вопросы
1. Какие виды патронов применяются на токарно-винторезных станках?
2. Как осуществляется закрепление заготовок в патронах?
3. Какие типы токарных центров используют для закрепления заготовок, особенности их конструкции и применения?
4. Виды и устройство люнетов, правила их применения?
5. Виды и устройство оправок, правила их применения?
ЛАБОРАТОРНАЯ РАБОТА № 5
АНАЛИЗ СТРУКТУРЫ И КОНСТРУКТИВНЫХ
ОСОБЕННОСТЕЙ ТОКАРНО-ВИНТОРЕЗНОГО
СТАНКА
Цель работы: изучить структуру и конструктивные особенности токарно-винторезного станка
Оборудование и инструменты: токарно-винторезный станок.
Задание
1. Изучить компоновку и назначение основных механизмов токарно-винторезного станка.
2. Изучить методику кинематической наладки станка.
3. Изучить методы подбора сменных колес гитар.
4. Изучить кинематическую схему токарно-винторезного станка 16К20.
5. Написать отчет по выполненной работе.