

6.2 Наладка станка
Обрабатываемую заготовку в зависимости от ее профиля устанавливают и крепят на столе станка, либо закрепляют в тисках, а тиски закрепляют на столе. В соответствии с выполняемой на станке операцией подбирают и устанавливают в шпиндель вспомогательный и режущий инструмент. Режущие инструменты на сверлильных станках закрепляются непосредственно в коническом отверстии шпинделя. Если же режущий инструмент имеет конический хвостовик малых размеров, тогда необходимо пользоваться переходными коническими втулками (рис. 6.5, а).
Применяемые инструменты с коническим хвостовиком устанавливаются в коническое отверстие шпинделя и удерживаются силой трения (рис. 6.5, б). Инструмент имеет лапку 1, которая входит в паз 2 шпинделя. С помощью незначительного удара по клину 4 через окно в шпинделе 3 инструмент извлекают из шпинделя. Если режущий инструмент имеет цилиндрический хвостовик, его закрепляют в цанговом патроне (рис. 6.5, в). Патрон состоит из корпуса 1, разрезной цанги 2, зажимной гайки 3 и хвостовика 4. На рис. 6.5, г показан быстросменный патрон, применяемый в тех случаях, когда обработка отверстий на сверлильных станках осуществляется набором инструментов, например, сверло, зенкер и развертка.
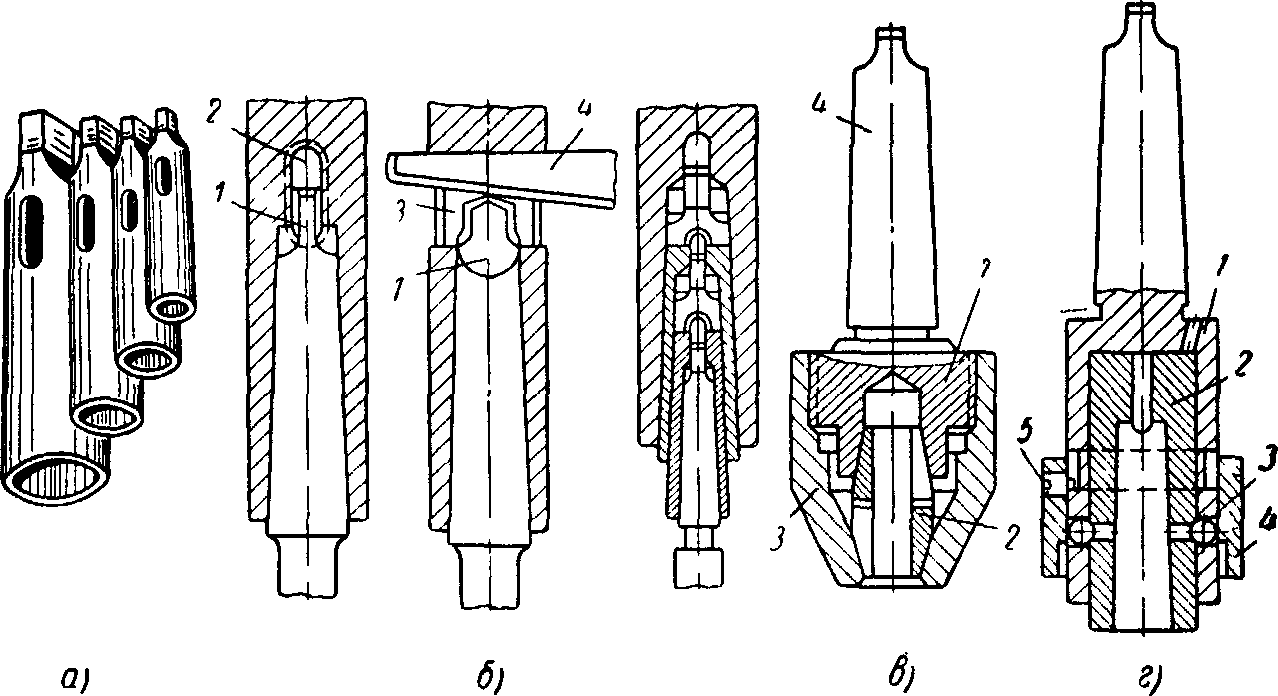
Рис. 6.5. Методы крепления режущего инструмента
на сверлильных станках
Не снимая детали со станка, применяют быстросменный патрон, который состоит из корпуса 1, двух шариков 3, установленных в отверстии корпуса, упора 5, служащего для ограничения свободного перемещения кольца 4 по корпусу. В отверстие корпуса вставляется сменная втулка 2. Чтобы сменить втулку с инструментом на ходу станка, необходимо поднять вверх кольцо 4, при этом шарики под действием центробежной силы разойдутся и втулка 2 освободится. Для закрепления втулки с другим инструментом необходимо вставить втулку и опустить кольцо. Втулка 2 имеет внутренний конус для установки инструмента или цанговый зажим для инструмента, имеющего цилиндрический хвостовик. Быстросменные патроны снабжаются комплектом втулок, в которых закрепляется необходимый инструмент до начала работы. Нарезание резьбы в отверстиях метчиками на сверлильном станке происходит при наличии реверсивного вращения шпинделя станка или применением специальных реверсивных резьбонарезных головок. После установки детали и инструмента приступают к выбору режимов резания, смазке станка и подводу смазочно-охлаждающей жидкости.
Приспособления для закрепления заготовок на столах сверлильных станков делят по назначению на универсальные (для закрепления разных заготовок) и специальные; по отработанности конструкции и способу производства — на нормальные (изготовляемые по стандартам) и специальной конструкции. К нормальным приспособлениям сверлильных станков относятся машинные тиски (рис. 6.6, а), поворотные столы, делительные устройства, струбцины (рис. 6.6, б), призмы (рис. 6.6, в), прихваты (рис. 6.6, г) и др.
В серийном производстве широко применяют обработку отверстий в специальных приспособлениях — кондукторах. Для направления и ориентация инструмента используются так называемые кондукторные втулки из закаленной инструментальной стали У12А (рис. 6.7).
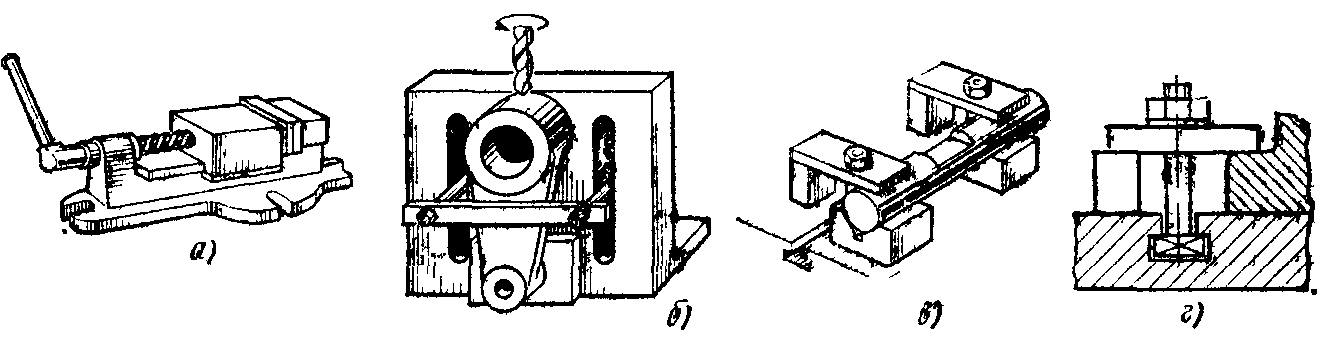
Рис. 6.6. Нормальные приспособления сверлильных