

4.2. Средства технологического оснащения
Общие характеристики. К средствам технологического оснащения ЭХО относятся: электрохимический станок, осуществляющий технологическую операцию; источник питания технологическим током (ИП) с токоподводами, обеспечивающими подачу напряжения на электроды; оборудование для хранения, подачи, очистки и регулирования параметров электролита; система управления работой электрохимического станка; технологическая оснастка для установки, базирования и крепления заготовок и ЭИ; устройства для отсоса из электрохимического станка выделяемых при работе газообразных продуктов, промывки заготовок и деталей (узлов) станка от остатков электролита, сушки обработанных и промытых заготовок, а при необходимости и их пассивации (в число таких устройств входит и оснастка для подачи в рабочую зону сжатого воздуха или газа).
На рис. 4.2 приведена структурная схема перечисленных средств технологического оснащения для ЭХО.
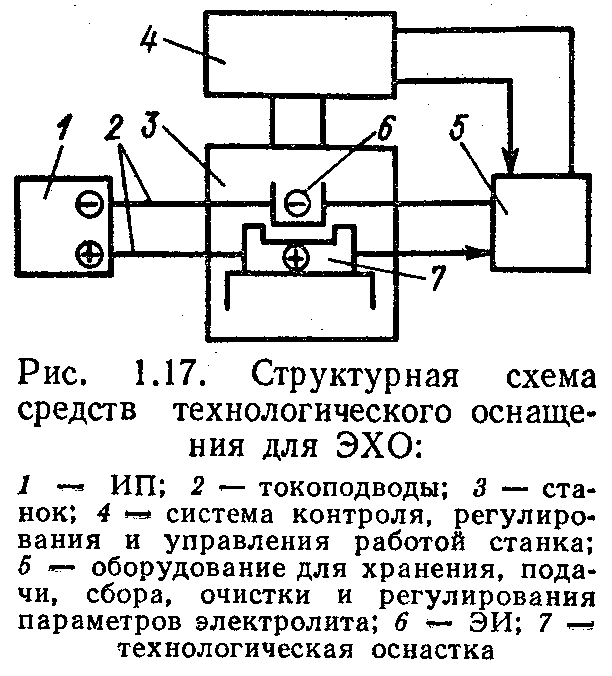
Рис.4.2 Структурная схема средств
технологического оснащения
Схема размещения средств технологического оснащения ЭХО на одном этаже приведена на рис. 4.3. При двухэтажной схеме размещения на нижнем этаже устанавливают, как правило, оборудование для хранения, подачи и очистки электролита. Двухэтажную планировку применяют, в частности, при централизованном обеспечении группы электрохимических станков электролитом и при больших габаритных размерах станков.
Электрохимические станки. По компоновке их подразделяют на станки с вертикальным (как правило, универсальные и специализированные) и горизонтальным (чаще специальные) перемещением рабочих органов. Станки с вертикальной компоновкой имеют станину консольной или портальной формы.
В табл. 1.11 даны технические характеристики некоторых специализированных станков для ЭХО.
Большую группу электрохимических станков специального назначения составляют станки для ЭХО профильной части турбинных лопаток различных типоразмеров, изготовляемых из нержавеющих и жаропрочных сталей и сплавов. Созданы и применяются электрохимические станки для обработки поочередно каждой стороны (вертикальная компоновка) и одновременно обеих сторон (горизонтальная компоновка) профильной части лопаток при ее длине 1 м и более. Технические характеристики некоторых электрохимических станков специального назначения приведены в табл. 1.12—1.14.
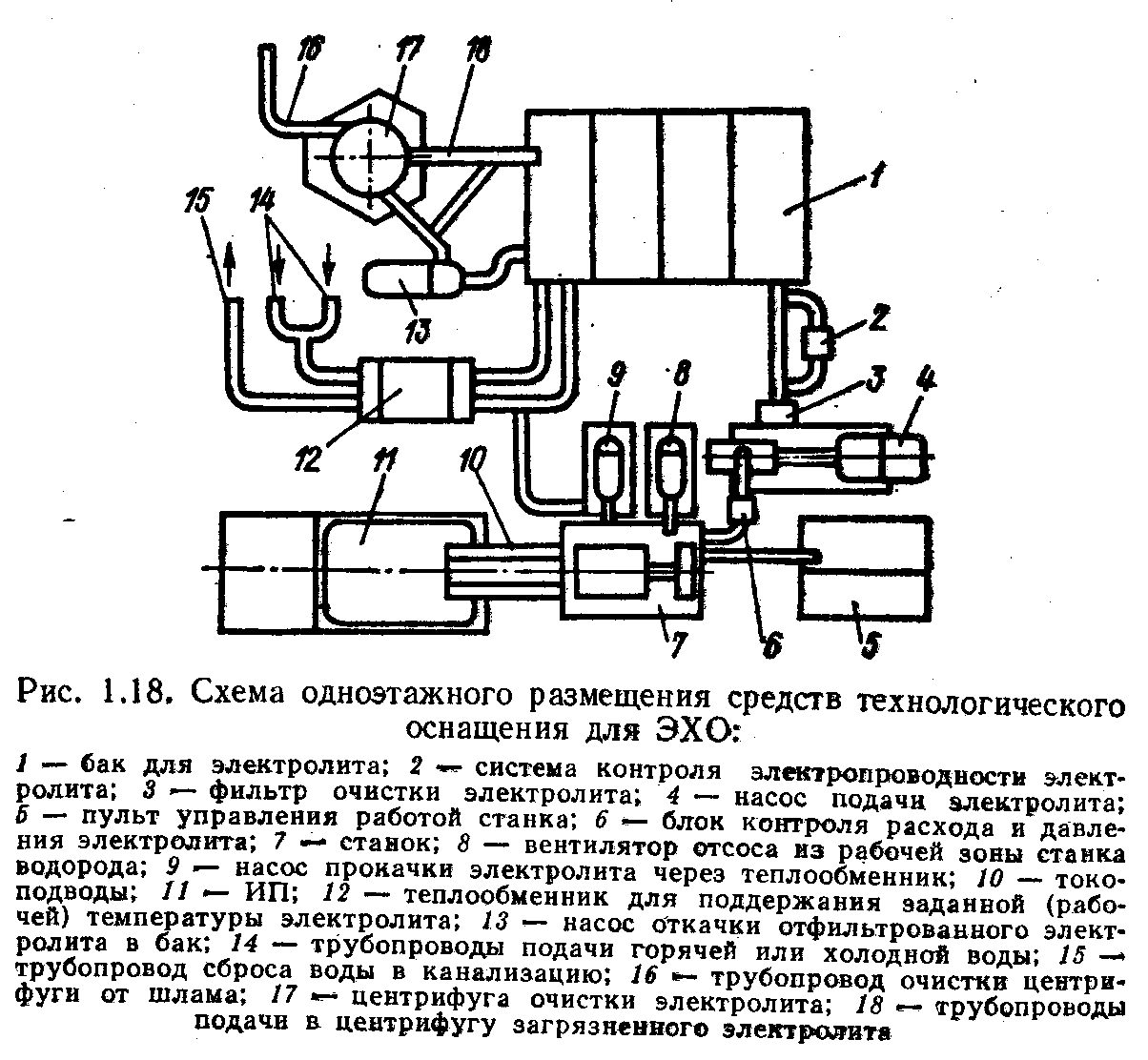
Рис. 4.3 Схема одноэтажного размещения средств
технологического оснащения для ЭХО
Источники питания. Они являются преобразователями переменного тока в постоянный и обеспечивают подачу напряжения на электроды электрохимического станка. В отдельных случаях при ЭХО применяют ток переменного (импульсного) напряжения. Сила тока при ЭХО может достигать 30000 А, а напряжение — 30 В.
Применяют электромеханические и статические ИП. Электромеханические (машинные) ИП имеют механически связанные между собой электродвигатель и генератор; последний вырабатывает ток нужного напряжения. Такие ИП имеют низкий КПД и используются редко. Статические ИП работают на кремниевых (ИПП, ВАК) выпрямителях.
Источники питания выпускают нереверсивными (ВАК) и реверсивными (ВАКР); последние позволяют изменять полярность напряжения на выходе. Выпрямители ВАК и ВАКР являются управляемыми. Статические выпрямители ИПП — неуправляемые.
При выполнении ЭХО в непрерывном и импульсном режимах применяют источники питания серии ИПТУ. В них предусмотрено плавное регулирование напряжения или тока с помощью тиристорного регулятора, а также получение импульсного тока с регулируемой скважностью импульсов.
Токоподводы. Различают токоподводы, соединяющие ИП со станком и подводящие ток непосредственно к электродам.
Основные требования к токоподводам: минимальные потери электрической энергии; коррозионная стойкость к воздействию электролитов; надежность в работе; безопасность обслуживающего персонала. Конструктивно токоподводы выполняют неподвижными и подвижными. Первые подразделяются на разъемные и неразъемные. Неразъемные обычно соединяют токоведущие шины от ИП со столом и электродержателем станка, а разъемные — стол и электродержатель с заготовками и ЭИ. К разъемным токоподводам предъявляют следующие требования: обеспечение удобства и надежности установки, базирования и крепления заготовок и сЗИ; независимость влияния силовых воздействий прижимов токоподводов на точность базирования заготовки ЭИ; максимальное быстродействие при замене заготовок и переналадке приспособления и ЭИ; предотвращение возможности порчи от воздействия электролита и тока (для этого рекомендуется применять резиновые и пластмассовые чехлы).
Подвижные токоподводы предназначаются для передачи тока вращающимся (перемещающимся) при работе деталям и узлам станка. Их, как правило, применяют при выполнении таких операций, как ЭХШ, ЭХАП, ЭХАУЗ и др. По этим токоподводам протекают токи 5000 А при рабочем напряжении 6—24 В в диапазоне окружных скоростей в местах контакта щеточных токоподводов с токосъемными кольцами от 0,08 до .15 м/с. Минимальные потери энергии обеспечиваются расчетом сечения токоподводящих шин или кабелей с учетом величины пропускаемого по ним тока и их материала. Площадь сечения токо-подвода определяют при условии прохождения по нему тока с предельно допустимой плотностью iпр по формуле S, = I/iпр. Для токоподводов без принудительного охлаждения, изготовленных из меди, iпр = 1—2 А/мм2, а для алюминиевых — iпр = 0,8—1,5 А/мм2. Применение охлаждаемых токоподводов из этих материалов позволяет повысить значение iпр до 3—6 и 2—8 А/мм2 соответственно.
Для обеспечения минимальных потерь в местах соединения токоподводов усилие прижима контактирующих поверхностей должно быть не менее:
Для меди. ........ (60-100) 105 Па
» алюминия ..250-105 Па
Максимально допустимые потери в местах соединения токоподводов не должны превышать:
По напряжению ..... (0,03—0,05) Ulт мощности ...
... (0,1-<-1,0)Рlт
В приведенных выше соотношениях: U — номинальное напряжение ИП, В; Р — мощность ИП, кВт; lт — длина токоподвода, м.
Площадь контакта Sk токоподвода в местах соединения с очередным токопроводящим элементом должна быть не менее
Sk = I/ik
где ik — предельная плотность тока в местах соединения токоподводов, равная 2 А/мм2 для неохлаждаемых токоподводов и 8 А/мм2 для охлаждаемых.
Токоподводы от ИП к станку, как правило, выполняют жесткими шинами, а от токоприемных элементов станка к приспособлению или непосредственно к заготовке и ЭИ — гибкими кабелями. Во всех случаях длина токоподвода не должна превышать 8—10 м (при большей длине резко возрастают потери мощности).
В соединениях элементов токоподводов качество контактирования соответствующих поверхностей оказывает влияние на сопротивление, которое вызывает потери мощности. Эти потери растут с ростом силы тока, проходящего по этому соединению.
Минимальные потери в местах присоединения токоподвода к приспособлению, заготовке или ЭИ обеспечиваются при: максимальном приближении этих мест к рабочей зоне; максимальной площади контактирования токоподвода с токоприемной поверхностью; минимальной шероховатости контактирующих поверхностей (Ra << 2,5 мкм, а в подвижных скользящих токоподводах Ra < 1,25 мкм) и отсутствии на них загрязнений, окисных пленок, окалины и других дефектов; обеспечении требуемых усилий прижима контактирующих поверхностей.
На рис. 4.4 приведены типовые конструкции соединений токоподводов.
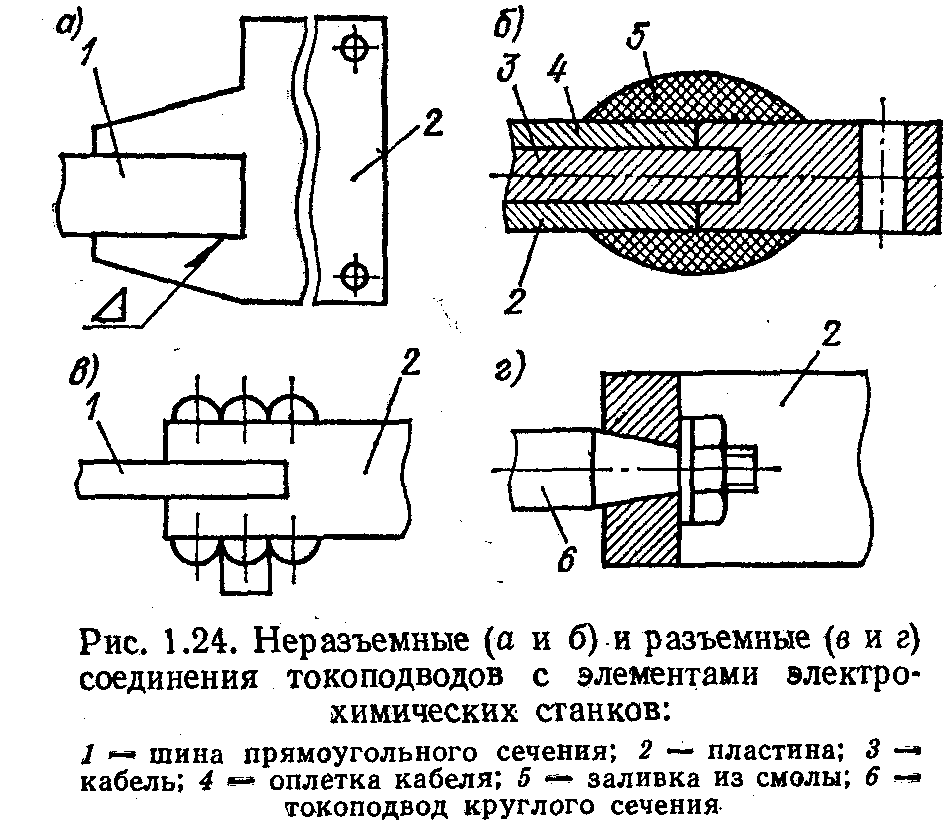
Рис. 4.4 Неразъемные (а и б) и разъемные (в и г)
соединения токоподводов с элементами
электрохимических станков:
1-шина прямоугольного сечения; 2-пластина; 3-кабель;
4-оплетка кабеля; 5-заливка из смолы;
6-токоподвод круглого сечения
Для предотвращения анодного растравливания контактирующих с электролитом поверхностей токоподводов их покрывают изоляционными материалами, например порошковой эпоксидной краской марки П-ЭП-177 (ТУ 22—74), а эластичные части подвижных токоподводов обматывают тонкой кислото-щелочестойкой резиной. Эластичные элементы таких токоподводов выполняют из пакетов фольги КПРНТ-0,05 (ГОСТ 5638—75). Контактные поверхности таких токоподводов облуживают припоем Пр2 или ПОС-40 (ГОСТ 21931—76).
Технические характеристики некоторых токоподводов приведены в табл. 1.15.
Оборудование для хранения, подачи и очистки электролита. В баках для хранения электролитов обычно производят и их приготовление. Баки емкостью до 2 м8 выполняют односекционными, а большей емкости — двухсекционными. Их оснащают теплообменниками для поддержания заданной температуры электролита.
Насосы, входящие в комплект средств технологического оснащения ЭХО, должны обеспечивать оптимальную скорость течения электролита через МЭП, соответственно стабильное протекание электродных реакций, надежное удаление продуктов этих реакций, отвод тепла и газов. Технические характеристики некоторых насосов, выпускаемых в коррозионностойком исполнении и применяемых при ЭХО, приведены в табл. 1.16.