

Изучение деформации металла при осадке под плоскими плитами
Цель работы: ознакомление с особенностями технологического процесса осадки. Исследование влияния условий осадки на степень бочкообразности осаживаемой заготовки и усилие осадки.
Оборудование и материалы: универсальная испытательная машина УМ-5М, свинцовые заготовки, штангенциркуль.
Задание
1. Изучите устройство испытательной машины УМ-5М и уясните правила техники безопасности при работе на ней.
2. Изучите методику проведения осадки.
3. Проведите экспериментальную часть работы.
4. Составьте отчет по работе.
Общие сведения. Осадкой называется операция, при которой увеличение поперечного сечения происходит вследствие уменьшения высоты заготовки. С помощью этой операции удаляют окалину, образовавшуюся в процессе нагрева, и уменьшают размеры зерен металла заготовки. Осадка зачастую является первым переходом при горячей и объемной штамповке при получении болтов, колец, заготовок шестерен и т.д.
Показателями деформации при осадке являются коэффициент укова К = Но / Нк и степень осадки ε = (Но – Нк) / Но, где Но и Нк - начальная и конечная высота образца соответственно.
На ход осадки оказывает большое влияние контактное трение, возникающее между поверхностью плиты и деформируемой заготовкой. Трение вызывает неравномерное распределение деформации, образуя зоны затрудненной деформации I , где в наибольшей мере проявляется тормозящее действие сил контактного трения (рис. 5.1). Самое интенсивное течение металла в сторону по зоне II , которая находится вне области влияния контактного трения. Трение о контактные плоскости обусловливает бочкообразность осаженной заготовки, что нежелательно, т.к. ведет к перерасходу металла или к дополнительным затратам на выравнивание боковой поверхности заготовки, а также к образованию трещин из-за действия повышенных касательных напряжений.
Рис. 5.1. Зона деформации заготовки при осадке |
Рис. 5.2. Размеры заготовки до и после осадки |
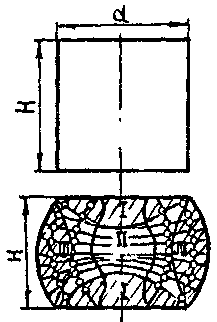

Установлено, что чем больше трение на контакте с осадочными плитами, тем больше бочкообразование. Многочисленными экспериментами установлена связь между относительными размерами исходной заготовки Dо/Но объемом металла, участвующим в бочкообразовании Vб (рис. 5.2), где Do - первоначальный диаметр образца. Значение абсолютной бочкообразности определяется выражением
![]() ,
,
а
относительной
![]() ,
где
,
где
![]() -
максимальный диаметр осаженного образца;
-
максимальный диаметр осаженного образца;
![]() и
и
![]() -
минимальный диаметр верхней и нижней
части образца соответственно;
-
минимальный диаметр верхней и нижней
части образца соответственно;
![]() -
расчетный диаметр осаженного образца,
определяемый на каждом из этапов осадки
-
расчетный диаметр осаженного образца,
определяемый на каждом из этапов осадки
![]() ,
,
где Н – высота образца на каждом из этапов осадки; V - объем образца.
Простейшая формула определения усилия Р при осадке
P = F·k,
где F - площадь торца; k - удельное давление.
Формула определения удельного давления
![]() ,
,
где σв - предел текучести материала образца; μ - коэффициент трения.
Образцы делают из свинца, который, благодаря очень низкой температуре рекристаллизации (18…25 °С), достаточно точно моделирует поведение нагретой до температуры ковки стали. Осадка производится на универсальной машине УМ-5М усилием 50 кН.
Порядок выполнения работы
Измерить первоначальные размеры заготовок. Все измерения провести трижды с точностью до 0,1 мм и взять средние арифметические значения.
Осадить свинцовые заготовки до достижения усилий осадки приблизительно равным 1,2 кН, 2,4 кН, 3,6 кН.
После каждого перехода измерить , , , определить точное значение экспериментального усилия по показанию стрелки испытательной машины.
Рассчитать значения Dp , δа , δо, ε, Р . При расчете усилия осадки принять μ = 0,1; σв = 30 МПа. Результаты расчетов занести в соответствующие графы табл. 5.1.
Таблица 5.1
Номер пере- хода |
, мм |
, мм |
, мм |
Н, мм |
Dp, мм |
ε |
δа |
δо |
Рэкс. |
Ррасч. |
1. 2. 3. |
|
|
|
|
|
|
|
|
|
|
По результатам опытов сделать выводы о зависимости усилия осадки и бочкообразности заготовки от степени осадки.
Сравнить результаты теоретических расчетов с экспериментальными данными.
Содержание отчета
1. Краткие теоретические сведения и основные расчетные формулы.
2. Схему осадки под плоскими плитами.
3. Таблицу с результатами расчетов и выводы по работе;
4. Графики зависимости усилия осадки и бочкообразности заготовки от степени осадки.
Контрольные вопросы
1. В чем сущность процесса ковки и операции осадки?
2. Расскажите о зонах деформации, возникающих при осадке и причинах их образования.
3. Какие факторы влияют на степень бочкообразности заготовки при осадке?
4. По каким причинам результаты экспериментального определения деформирующего усилия могут не совпадать с данными теоретических расчетов?
СВАРОЧНОЕ ПРОИЗВОДСТВО
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.