

Изучение процесса продольной прокатки
Цель работы: изучить процесс продольной прокатки; определить требуемый угол захвата, степень деформации, коэффициент трения, удельное давление металла на валки.
Оборудование и материалы: лабораторный прокатный стан, штангенциркуль, образцы алюминиевые.
Задание
1. Изучите устройство прокатного стана и правила работы с ним.
2. Изучите методику расчета параметров прокатки.
3. Изучите порядок выполнения практической части работы и проведите эксперимент.
4. Результаты эксперимента занесите в табл. 3.1.
5. Составьте отчет.
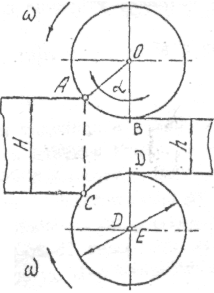
Сущность процесса продольной прокатки заключается в том, что слиток или заготовка (полоса) втягивается в зазор между валками, вращающимися в разные стороны (рис. 3.1), обжимается по высоте, увеличивается по ширине и длине; при этом сечение заготовки принимает форму зазора (калибра) между валками.
|
|
Рис. 3.1. Схема продольной прокатки
|
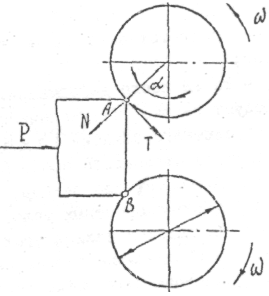
Рис. 3.2. Схема действия сил в момент захвата полосы валками
|
Процесс прокатки заготовки состоит из трех периодов, различающихся условиями деформации:
период захвата полосы валками;
установившийся период прокатки;
заключительный период при выходе полосы из валков.
Во всех трех периодах прокатки существенное значение для осуществления процесса деформации играет контактное трение между обрабатываемой заготовкой и валками. В период захвата полосы на металл в точке А (и в точке В) действует сила нормального давления N и сила трения Т (рис. 3.2). Захват полосы произойдет тогда, когда горизонтальная составляющая нормальных сил будет равна или меньше горизонтальной составляющей сил трения, т.е. 2Nsin ≤ 2Tcos.
Угол называется углом захвата. Выразив силу трения через нормальную силу N и коэффициент трения f, получим sin ≤ cosα или f ≥ tgα.
Таким образом, захват заготовки возможен при условии, что коэффициент трения между валками и заготовкой равен или превышает тангенс угла захвата.
В процессе прокатки увеличивается длина и ширина и уменьшается толщина заготовки. Степень продольной, поперечной и высотной деформации характеризуется параметрами
![]() ;
;
![]() ;
;
![]() ,
,
где λ, β, μ - соответственно коэффициенты вытяжки, уширения и обжатия заготовки; L, B, H - соответственно длина, ширина и высота заготовки до деформации; l, b, h - то же после деформации.
Как следует из рис. 3.1 увеличение угла захвата приводит к увеличению абсолютного обжатия Δh = H - h и в конечном итоге к увеличению производительности прокатного стана. Допустимый угол захвата зависит от материала валков, свойств прокатываемого материала, температурно-скоростных условий прокатки. При горячей прокатке стали на гладких валках угол α не превышает 15…20 градусов, при холодной прокатке с применением смазки – 3…10 градусов.
Порядок выполнения работы.
Ознакомиться с устройством, принципом работы и правилами эксплуатации лабораторного прокатного стана (рис. 3.3).
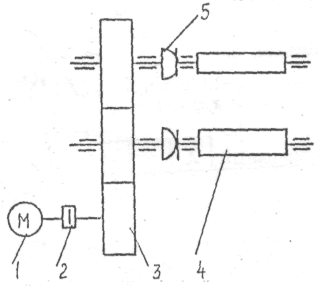
Рис. 3.3. Схема лабораторного прокатного стана:
1 - двигатель; 2 - муфта; 3 - зубчатая передача;
4 - валки; 5 - шарниры
Подвести полосу ко второй (средней) ступени валков (рис. 3.4) и, не прилагая усилия, попытаться ее прокатать. Если захвата полосы не происходит, полосу следует подвести к первой ступени валков, имеющей больший зазор по сравнению с предыдущей и прокатать.
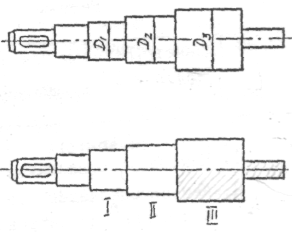
Рис. 3.4. Ступенчатые валки
Определив абсолютное обжатие Δh = Н - h, рассчитать коэффициент трения между валками и полосой по формуле
![]() .
.
Прокатать полосу последовательно в двух остающихся ступенях, измеряя размеры полосы до и после деформации.
Рассчитать деформацию (коэффициенты λ, β, μ) после каждого перехода и общую после трех (или двух) переходов.
Рассчитать углы захвата и сравнить с рекомендуемыми в каждом переходе по формуле
![]() ,
,
где Δhi - абсолютное обжатие в i-м переходе; Di - диаметр валков в i-й ступени.
Записать полученные результаты по форме таблицы 3.1.
Таблица 3.1
Результаты испытаний
Номер перехода |
Диаметр валков, Di, мм |
Размеры полосы, мм |
Коэффициенты деформации |
Угол захвата, α, град. |
||||
До дефор- мации |
После дефор- мации |
Δh |
λ |
β |
μ |
|||
Содержание отчета
1. Кратко описать сущность продольной прокатки, привести зависимости для определения степени деформации.
2. Привести расчеты и необходимые рисунки для определения коэффициента трения, угла захвата.
3. Привести расчеты степени деформации и угла захвата для трех переходов в табл. 3.1.
4. Сделать выводы по работе.
Контрольные вопросы
1. Каково условие захвата полосы валками?
2. Как определяется степень формоизменения при прокатке?
3. Как влияет диаметр валков на степень деформации?
4. Опишите устройство прокатного стана для продольной прокатки.
5. Какой инструмент применяют при продольной прокатке, каковы его характерные особенности.