

3.5 Способы и средства эталонирования основных параметров контроля
Для эталонирования и настойки проборов при контроле стали будем использовать стандартные образцы СО-2 и СО-3.
3.6 Измеряемые характеристики дефектов и способы их определения
Основные измеряемы характеристики представлены на рисунке 5.
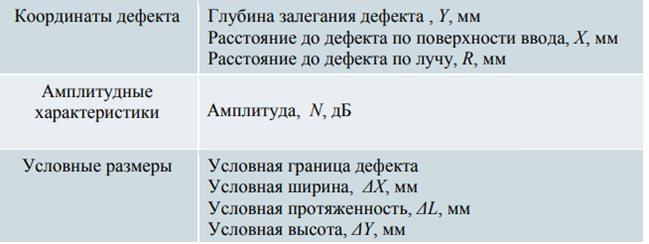
Рисунок 5 Измеряемые характеристики дефектов
Технология ультразвукового контроля
Средства контроля, включая приспособления, устройства регистрации контроля размещают непосредственно вблизи или на ОК. Дефектоскоп настраивают в соответствии с прилагаемым к нему руководством по эксплуатации
После включения дефектоскопа и проверки общей работоспособности производится настройка и проверка основных параметров в соответствии с применяемой технологической картой и прилагаемым к УД2-70 инструкции по эксплуатации.
Подготовку и контроль сварного соединения производят в следующей последовательности:
настройка параметров системы временной селекции (начало и длительность развертки, начало и длительность строб-импульсов);
настройка поискового и браковочного уровней чувствительности;
сканирование;
анализ осциллограмм появляющихся сигналов;
измерение характеристик дефектов;
оценка качества соединения на основе анализа измеренных характеристик;
оформление результатов контроля.
Этап сканирования при ручном контроле проводят по схемам продольно-поперечного перемещения ПЭП. В процессе сканирования ПЭП должен быть ориентирован перпендикулярно сварному шву.
Оценка качества по результатам УЗК
Качество сварных швов оценивают в соответствии с требованиями, приведенными в ТУ на изделие, конструкторской и другой НТД, утвержденной в установленном порядке.
Основными измеряемыми характеристиками дефектов являются:
эквивалентная площадь Sэ дефекта;
координаты дефекта Нд, Lд, rд дефекта;
условная протяженность ΔLд дефекта;
условное расстояние Δlд между дефектами;
число дефектов n на участке заданной длины.
Коэффициент выявляемости измеряется в дБ относительно опорного значения сигнала от модели дефекта или относительно порога, задаваемого в дефектоскопе.
Условную протяженность, условное расстояние между соседними дефектами, число дефектов на участке заданной длины измеряют для дефектов с амплитудой эхо-сигналов, находящейся между уровнями чувствительностями поиска и браковки.
Условная протяженность ΔLд измеряется абсолютным способом на уровне, связанном с уровнем чувствительности Nо.
Сварной шов считают негодным при условии, что измеренное значение хотя бы одной характеристики выделенного дефекта больше браковочного значения этой характеристики.
Браковочные значения характеристик выдаются в ТИ (техническая инструкция) на УЗК сварного шва.
Результаты контроля должны быть зафиксированы в журнале и (или) заключении (карте контроля).
Выводы
В ходе выполнения курсовой работы были получены навыки решения практических задач при УЗК металлопродукции, составления технологических карт контроля. Разработана технология контроля сварных швов.
Список использованной литературы
ГОСТ Р 55724-2013 с 5-6;
ГОСТ Р 55724-2013 с. 14;
ГОСТ 8713-79;
Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении с. 204;
Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении с. 206;
ГОСТ 14782-86 с.2;
ГОСТ Р 55724-2013
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
|
||||||||||||||||
Характеристика сварного шва № |
||||||||||||||||
Тип |
Материал |
Толщина листов δ,мм |
Ширина катетов, мм |
Требования к качеству |
||||||||||||
Тавровое Т7 |
Ст20 |
S=16 S=24 |
10 |
СТО-ГК «Трансстрой»-005-2007 |
||||||||||||
Аппаратура |
||||||||||||||||
Дефектоскоп |
Преобразователи |
Стандартные образцы (меры) |
||||||||||||||
УД2-70 |
AN4065V |
CO2; СО3 |
||||||||||||||
Параметры контроля |
Параметры сканирования |
Параметры селектирования |
||||||||||||||
f, МГц |
2a, мм |
α град |
Кд, дБ |
М, мм |
m |
Sпп/Sпо, дБ |
Схема сканирования |
∆ мм |
Lmin, мм |
Lmax, мм |
Начало строба |
Конец строба |
||||
4 |
12 |
65
|
-6 |
3 |
0 |
6 |
t-l |
1 |
10 |
44 |
1 кл |
5 кл |
||||
-16 |
3 |
1 |
5 |
49 |
98 |
4 кл |
8 кл |
|||||||||
СХЕМЫ ПРОЗВУЧИВАНИЯ |
||||||||||||||||
|
||||||||||||||||
Т |
||||||||||||||||

 ехнологическую
карту разработал _________Сабитов
И.А.____________/_____0.1.02.2021_______________/
ехнологическую
карту разработал _________Сабитов
И.А.____________/_____0.1.02.2021_______________/