

Построение причинно-следственной диаграммы Каори Исикавы
Цель – анализ основных причин, влияющих на качество выпускаемой продукции.
Путем группового анализа был составлен список факторов, влияющих на качество ПВХ профилей для оконных и дверных блоков:
Материалы, химические, механические и физические свойства материала, условия хранения, сертификат соответствия, своевременная поставка, надежность поставок, методы измерения, методички, условия измерений, погрешности, оборудование, инструменты, надежность, состояние, исправность, безопасность, комплектность, современность, условия эксплуатации, поверка средств измерений, эталон, поверочная схема, погрешность, технология, документация, чертежи, актуальность, достоверность, ясность, полнота, организация производства, обеспеченность материалами, обеспеченность средствами измерения, обеспеченность инструментами, персонал, квалификация, опыт, теоретические знания, практические навыки, мотивация, премия, зарплата, здоровье, внимательность, бодрость, дисциплина, ответственность.
Распределение факторов в группы и подгруппы
Технология:
документация (полнота, актуальность, достоверность, ясность);
чертежи.
Оборудование:
безопасность;
состояние;
современность;
инструменты (надежность, исправность);
условия эксплуатации;
комплектность;
поверка СИ (эталон, поверочная схема, погрешность).
Методы измерения:
методические указания (совершенность);
условия измерения;
погрешность.
Персонал:
квалификация (опыт, теоретические знания, практические навыки);
дисциплина (трудовая, технологическая);
ответственность;
мотивация (премия, зарплата);
здоровье (внимательность, бодрость).
Материалы:
физико-механические свойства;
химические свойства;
сертификат соответствия;
поставки (своевременность, надежность);
условия хранения.
Организация производства:
обеспеченность материалами;
обеспеченность СИ;
обеспеченность инструментами.
На рисунке 3.9 представлена диаграмма Каори Исикавы.
Р исунок
3.9 – Причинно-следственная диаграмма
Каори Исикавы
исунок
3.9 – Причинно-следственная диаграмма
Каори Исикавы
По построенной диаграмме можно увидеть основные факторы (причины), влияющие на качество выпускаемой продукции.
Построение контрольных карт Шухарта
Построение карт среднего и размахов
Цель – отслеживание изменения контролируемого параметра – прочности при растяжении профилей поливинилхлоридных для оконных и дверных блоков марки – Пласт – ГОСТ 30673 – R – 30 03.20 – 38 – 2 в течение 25 дней.
Прочность профилей при растяжении должна быть не менее 37 МПа.
Контрольные карты строятся для количественных данных (стандартные значения не заданы) – карты средних значений и размахов.
Проведем на протяжении 25 дней соответствующие измерения этого параметра, не менее 8 раз в сутки.
Результаты измерений приведены в таблице 3.4.
Таблица 3.4
Дата проведения измерения |
Прочность ПВХ профилей, МПа |
Сумма |
Среднее значение, X̅ |
Размах, R |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||
01.04.2020 |
39,9 |
40,0 |
39,5 |
39,0 |
39,2 |
38,9 |
40,1 |
39,4 |
316,0 |
39,50 |
1,2 |
02.04.2020 |
40,2 |
40,4 |
39,9 |
39,8 |
40,3 |
38,9 |
40,0 |
39,7 |
319,2 |
39,90 |
1,5 |
03.04.2020 |
40,1 |
40,0 |
40,1 |
40,9 |
41,1 |
40,5 |
40,4 |
40,8 |
323,9 |
40,49 |
1,1 |
04.04.2020 |
39,2 |
40,1 |
39,8 |
38,9 |
40,4 |
39,9 |
40,0 |
40,2 |
318,5 |
39,81 |
1,5 |
05.04.2020 |
38,9 |
38,8 |
40,1 |
39,8 |
40,0 |
38,9 |
39,1 |
40,9 |
316,5 |
39,56 |
2,1 |
06.04.2020 |
39,4 |
39,6 |
39,1 |
40,6 |
38,9 |
39,9 |
39,7 |
40,2 |
317,4 |
39,68 |
1,7 |
07.04.2020 |
40,1 |
39,9 |
41,2 |
40,5 |
41,0 |
41,1 |
39,9 |
40,4 |
324,1 |
40,51 |
1,3 |
08.04.2020 |
39,5 |
40,4 |
40,2 |
40,6 |
39,4 |
40,8 |
39,3 |
38,9 |
319,1 |
39,89 |
1,9 |
09.04.2020 |
40,0 |
40,8 |
41,1 |
40,9 |
39,9 |
41,2 |
39,8 |
40,6 |
324,3 |
40,54 |
1,4 |
10.04.2020 |
40,0 |
40,0 |
39,8 |
40,1 |
39,9 |
40,4 |
41,1 |
40,9 |
322,2 |
40,28 |
1,3 |
11.04.2020 |
39,8 |
39,9 |
39,7 |
40,1 |
40,0 |
42,3 |
39,7 |
39,7 |
321,2 |
40,15 |
2,6 |
12.04.2020 |
38,9 |
39,4 |
38,5 |
41,1 |
39,6 |
40,5 |
39,9 |
41,2 |
319,1 |
39,89 |
2,7 |
13.04.2020 |
40,5 |
41,9 |
40,2 |
40,9 |
39,9 |
40,5 |
41,2 |
39,6 |
324,7 |
40,59 |
2,3 |
14.04.2020 |
40,9 |
40,9 |
40,4 |
39,9 |
40,8 |
39,9 |
41,3 |
40,1 |
324,2 |
40,53 |
1,4 |
15.04.2020 |
39,9 |
40,5 |
40,8 |
39,5 |
39,9 |
41,4 |
40,9 |
41,5 |
324,4 |
40,55 |
2,0 |
16.04.2020 |
39,0 |
38,9 |
39,0 |
40,0 |
39,6 |
39,5 |
40,1 |
39,9 |
316,0 |
39,50 |
1,2 |
Продолжение таблицы 3.4 |
|||||||||||
Дата проведения измерения |
Прочность ПВХ профилей МПа |
Сумма |
Среднее значение, X̅ |
Размах, R |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||
17.04.2020 |
40,2 |
39,1 |
39,9 |
40,4 |
41,2 |
41,1 |
40,6 |
39,8 |
322,3 |
40,29 |
2,1 |
18.04.2020 |
39,9 |
39,1 |
38,5 |
39,9 |
40,2 |
40,9 |
39,9 |
40,5 |
318,9 |
39,86 |
2,4 |
19.04.2020 |
40,2 |
37,9 |
40,5 |
38,2 |
39,4 |
40,1 |
39,3 |
40,3 |
315,9 |
39,49 |
2,6 |
20.04.2020 |
40,0 |
41,1 |
40,9 |
40,8 |
41,3 |
40,7 |
39,9 |
40,3 |
325,0 |
40,63 |
1,4 |
21.04.2020 |
41,1 |
40,9 |
40,5 |
40,1 |
41,3 |
40,9 |
40,0 |
39,9 |
324,7 |
40,59 |
1,4 |
22.04.2020 |
39,0 |
39,5 |
39,1 |
38,9 |
40,1 |
39,6 |
40,5 |
40,6 |
317,3 |
39,66 |
1,7 |
23.04.2020 |
40,5 |
40,5 |
39,9 |
40,0 |
40,2 |
40,8 |
39,8 |
40,7 |
322,4 |
40,30 |
1,0 |
24.04.2020 |
39,5 |
40,0 |
40,1 |
39,9 |
39,8 |
40,2 |
40,5 |
39,9 |
319,9 |
39,99 |
1,0 |
25.04.2020 |
39,8 |
39,5 |
38,9 |
40,3 |
39,7 |
40,6 |
39,4 |
41,1 |
319,3 |
39,91 |
2,2 |
Итого |
– |
ΣX̅ = 1001,90 |
ΣR = 42,9 |
||||||||
Для построения карт размахов и средних значений вычислены среднее значение наблюдаемой величины и общий средний размах по формулам (3.1), (3.2).
Общее среднее значение величины:
|
(3.1) |

Общий средний размах:
|
(3.2) |
Вычисление границ контрольной карты размахов по формулам (3.3), (3.4) и (3.5)
Верхняя граница регулирования:

(3.3)
Нижняя граница регулирования:
|
(3.4) |

где
 и
и
 – коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
– коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
 [15].
[15].
Центральная линия:
|
(3.5) |

Н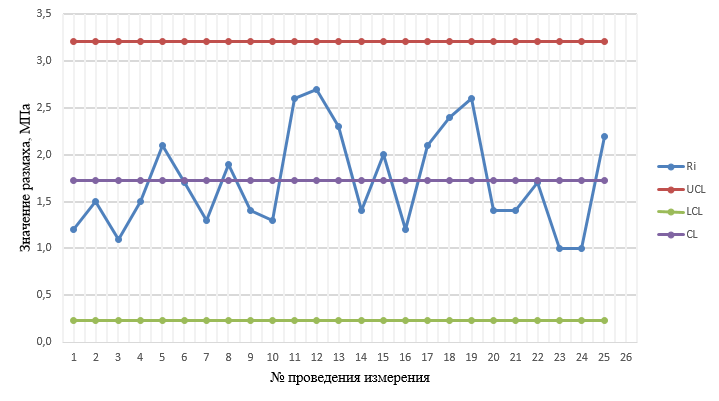 а
рисунке 3.10 приведена карта размахов.
а
рисунке 3.10 приведена карта размахов.
Рисунок 3.10 – R-Карта (размахов)
Анализируя, построенную карту размахов видно, что значения размахов (Ri) не выходят за границы регулирования, следовательно, R-карта показывает, что процесс находится в статистически управляемом состоянии.
Мы
можем использовать значение
 для вычисления контрольных границ карты
средних значений.
для вычисления контрольных границ карты
средних значений.
Вычисление границ контрольной карты средних значений по формулам (3.6), (3.7) и (3.8)
Верхняя граница реуглирования:

(3.6)
Нижняя граница регулирования:
|
(3.7) |

где

 коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15].
коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15].
Центральная линия:
|
(3.8) |

Н а
рисунке 3.11 приведена карта средних
значений.
а
рисунке 3.11 приведена карта средних
значений.
Рисунок 3.11 – X-карта (карта средних значений)
Анализируя построенную карту средних значений видно, что значения контролируемого параметра не выходят за границы регулирования. Следовательно, рассматриваемый процесс находится в статистически управляемом состоянии, и нарушений в ходе данного процесса нет.
Проверка структуры Х-карты на предмет наличия особых причин
Структура X-карты проверяется на предмет наличия особых причин по правилу трех сигм (± 3σ). Результат разбивки X-карты приведен на рисунке 3.12.
Р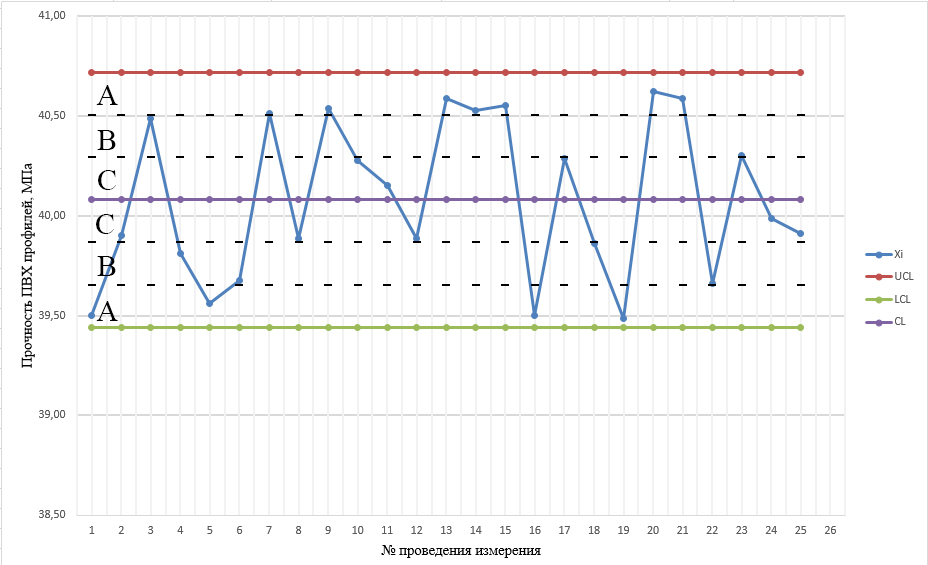 исунок
3.12 – Результат разбивки X-карты
исунок
3.12 – Результат разбивки X-карты
Согласно [15] ни одного из критериев, указывающих на наличие особых причин, не выявлено.
Определение индекса воспроизводимости процесса
Воспроизводимость процесса определяется его общей изменчивостью, обусловленной случайными причинами, т.е. минимальной изменчивостью, которая остается после устранения всех особых причин. Воспроизводимость процесса представляет функционирование процесса в статистически управляемом состоянии [15].
Для определения
воспроизводимости процесса используют
индексы воспроизводимости
 ,
который рассчитывается по формуле
(3.9):
,
который рассчитывается по формуле
(3.9):
|
(3.9) |

 вычисляется по
формуле (3.10):
вычисляется по
формуле (3.10):
|
(3.10) |
где
 – коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15].
– коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15].
При
 – процесс является воспроизводимым.
– процесс является воспроизводимым.