

Упаковка, транспортирование и хранение
Условия упаковки, транспортирования и хранения должны обеспечивать предохранение профилей от загрязнения, деформаций и механических повреждений.
Профили укладывают в пачки. При укладке профилей сложного сечения рекомендуется применение специальных транспортных прокладок. Пачки упаковывают в полиэтиленовую пленку по ГОСТ 10354 [14]. Допускается использование других упаковочных материалов по действующим нормативам и техническим документам.
Профили перевозят всеми видами транспорта на палеттах или поддонах в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта. По согласованию изготовителя с потребителем допускается транспортирование профилей штабелем в закрытых контейнерах.
Профили следует хранить в крытых складских помещениях вне зоны действия отопительных приборов и прямых солнечных лучей. Допускается временное хранение белого, упакованного в защищающую от воздействия УФ облучения пленку профиля под открытым небом не более шести месяцев.
При хранении профили укладывают на ровную поверхность по всей длине или на прокладках, расстояние между опорными подкладками не должно превышать 1 м. Длина свободно свисающих концов профиля не должна превышать 0,5 м. Максимальная высота штабеля при хранении россыпью – не более 0,8 м.
Гарантийный срок хранения – 1 год со дня отгрузки изделий со склада изготовителя.
Статистические методы контроля качества продукции
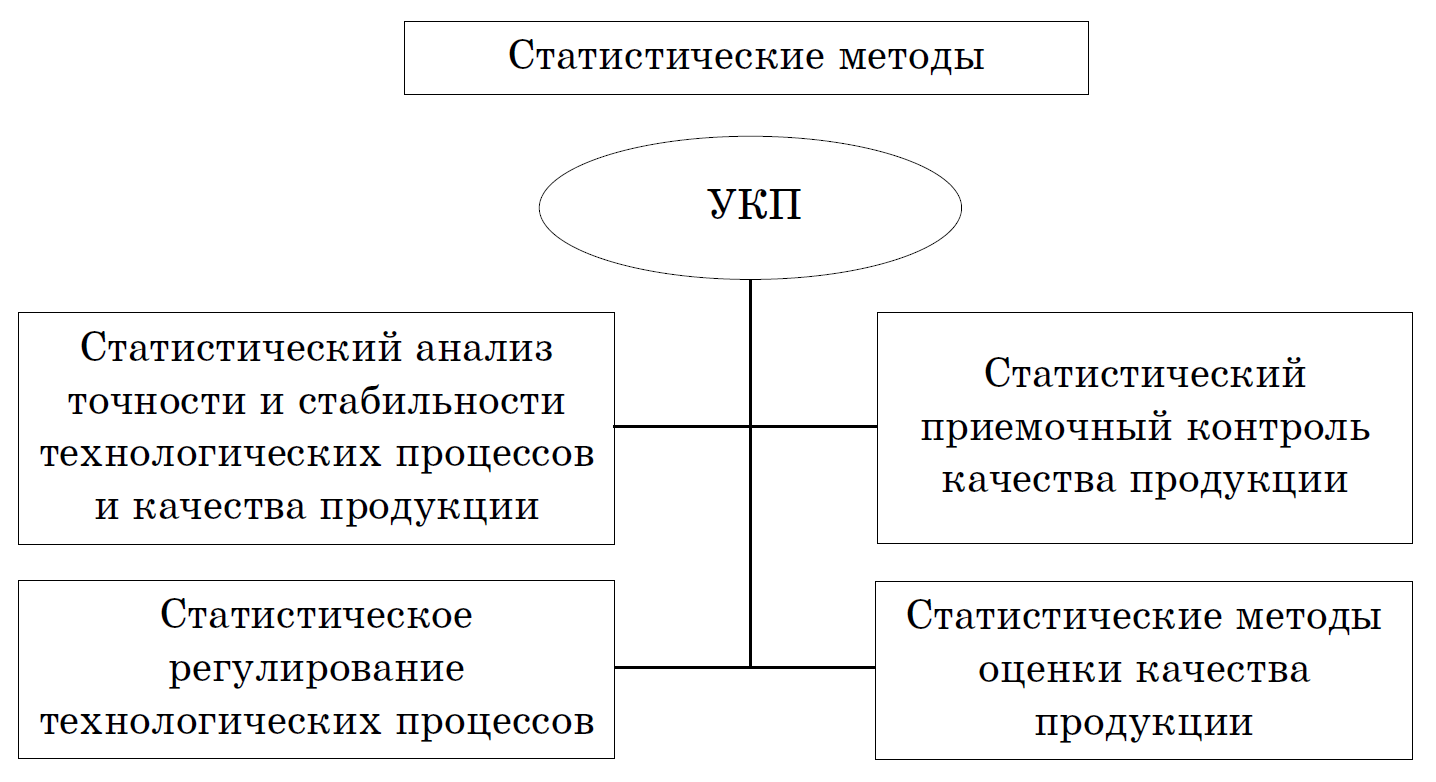
Различаются две области применения статистических методов в производстве (рис. 3.1):
при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы);
п
 ри
приемке изготовленной продукции (правая
часть схемы).
ри
приемке изготовленной продукции (правая
часть схемы).
Рисунок 3.1 – Статистические методы
Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования.
При этом за эталон принимаются допуски на контролируемые параметры, заданные в технологической документации, и задача заключается в жестком удержании этих параметров в установленных пределах.
Очень редко данные используются для заключения о качестве в том виде, в каком они были получены.
Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества: расслаивание (стратификация) данных; графики; диаграмма Парето; причинно-следственная диаграмма Исикавы или «рыбий скелет»; контрольный листок и гистограмма; диаграмма разброса; контрольные карты.
Контрольный листок – инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
Стратификация (расслоение) – инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса.
Гистограмма – инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
Анализ Парето – это инструмент, позволяющий: объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения.
Анализ Парето применяется как для выявления проблем или острых вопросов, так и для анализа причин, вызывающих эти проблемы. Поэтому различают два вида диаграмм Парето:
по результатам деятельности;
по причинам.
При использовании диаграммы Парето наиболее распространенным методом анализа является так называемый АВС-анализ. Здесь составляющие, по которым производится анализ, объединяются в три группы А, В и С:
на группу – А приходится 70…80 % всех дефектов или затрат, если проводится стоимостной анализ;
на группу – С 5…10 %;
промежуточная группа – В характеризуется 10…25 % затрат, которые связанны с ошибками и дефектами в работе.
После проведения выработанных на основе анализа данных мероприятий обычно проводится повторный анализ с целью оценки эффективности принятых мер. При этом повторяется вся процедура построения диаграммы Парето, и новые результаты сравниваются с данными, полученными ранее.
П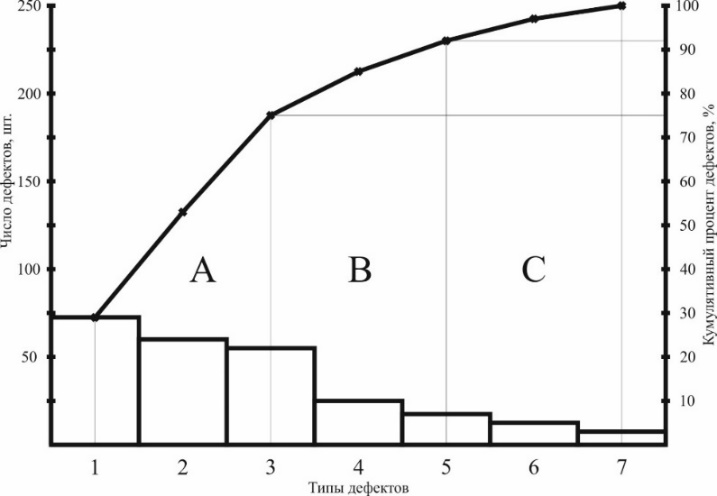 ример
построения диаграммы Парето с учетом
АВС-анализа представлен на рисунке 3.2.
ример
построения диаграммы Парето с учетом
АВС-анализа представлен на рисунке 3.2.
Рисунок 3.2 – Диаграмма Парето
Причинно-следственная диаграмма Исикавы – инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Причинно-следственную диаграмму иначе называют диаграммой «рыбий скелет» (рис. 3.3).
Н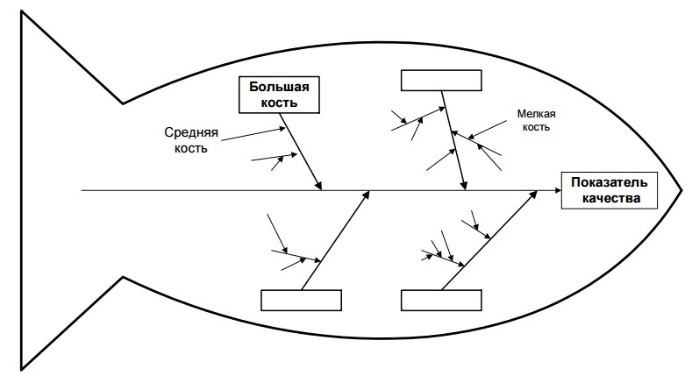 аиболее
эффективным считается групповой метод
анализа причин, называемый «мозговым
штурмом».
аиболее
эффективным считается групповой метод
анализа причин, называемый «мозговым
штурмом».
Рисунок 3.3 – Рыбий скелет Исикавы
П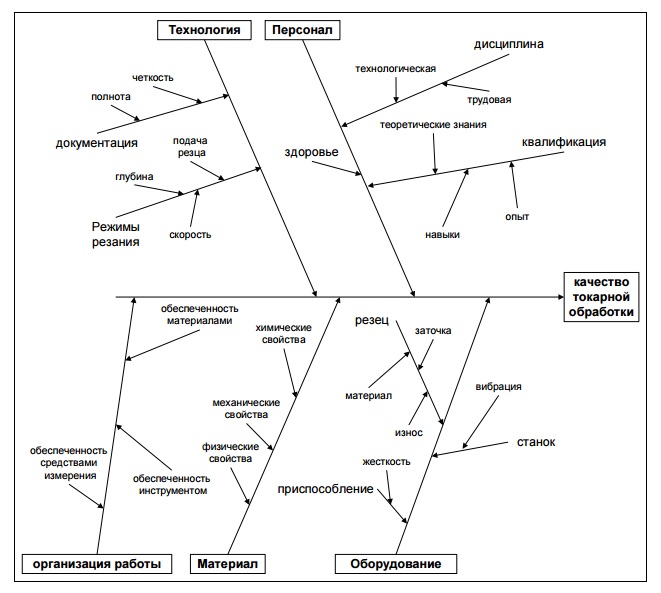 ример
причинно-следственной диаграммы показан
на рисунке 3.4.
ример
причинно-следственной диаграммы показан
на рисунке 3.4.
Рисунок 3.4 – Причинно-следственная диаграмма
Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований.
Существует два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй – для контроля параметров качества, представляющих собой дискретные (альтернативные) случайные величины и значения, которые являются качественными данными (годен – не годен, соответствует – не соответствует, дефектное – бездефектное изделие и т.п.).
В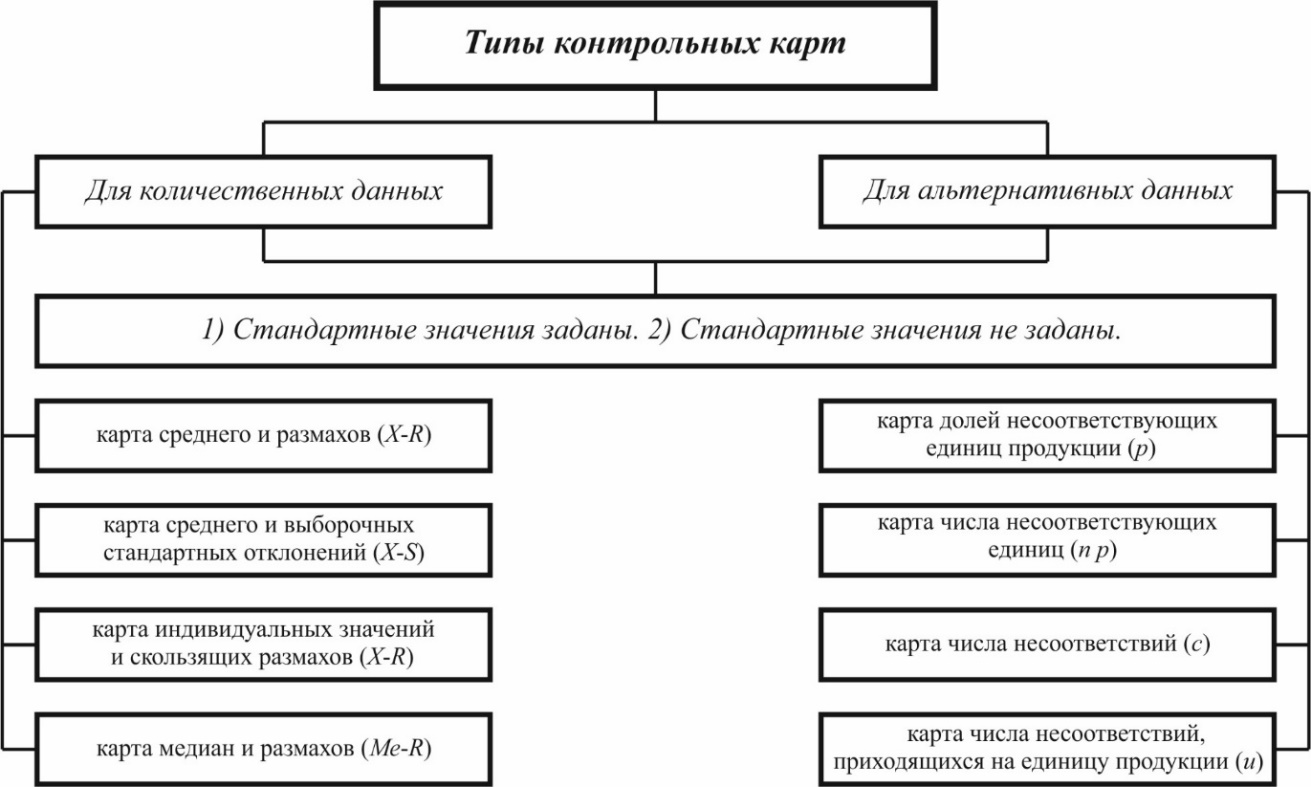 зависимости от вида данных и методов
их статистической обработки выделяют
различные типы контрольных карт, основные
из которых представлены на рисунке 3.5.
зависимости от вида данных и методов
их статистической обработки выделяют
различные типы контрольных карт, основные
из которых представлены на рисунке 3.5.
Рисунок 3.5 – Типы контрольных карт
Карты Шухарта широко применяются в Европе и Японии. Как правило, при анализе процессов метод контрольных карт используется совместно с гистограммами и расслоением данных.