

3.3 Нормирование точности метрической резьбы
Таблица 3.3.1
Карта исходных данных для метрической резьбы
Наименование исходных данных |
Значение исходных данных |
Условное обозначение резьбы |
М16×1 |
№ позиции по чертежу |
22 |
Наименование деталей входящих в соединение |
Палец 1 и гайка 22 |
Длина свинчивания |
S (Короткая) |
Погрешность угла профиля |
|
Погрешность шага ∆Рn , мкм |
4 |
Измеренный средний диаметр резьбы d2изм, мм |
15,28 |


Расшифровать условное обозначение резьбы и определить ряд
предпочтительности
Резьба метрическая, номинальный диаметр d = 16 мм, шаг мелкий p =1 мм. По ГОСТ 8724 определяем ряд предпочтительности диаметров - первый.
Определить размеры резьбового соединения и построить
профиль резьбы
По ГОСТ 24705 определяем основные размеры профиля резьбы в зависимости от шага:
− наружный диаметр резьбы:
d = 16 мм;
− внутренний диаметр:
D1 = d 1 = d – 3+ 0,835 = 16 – 2 + 0,917 = 14,917 мм;
− средний диаметр:
D2 = d 2 = d – 1+ 0,350 = 16 – 1+ 0,350 = 15,350 мм;
− диаметр по дну впадин:
d 3 = d – 3 + 0,546 = 16 – 2 + 0,773 = 14,773 мм;
− теоретическая высота витка:
Н = 0,866×Р =0,866 ×1 = 0,866 мм;
− рабочая высота витка:
Н 1 = 0,541×Р =0,541×1= 0,541 мм.
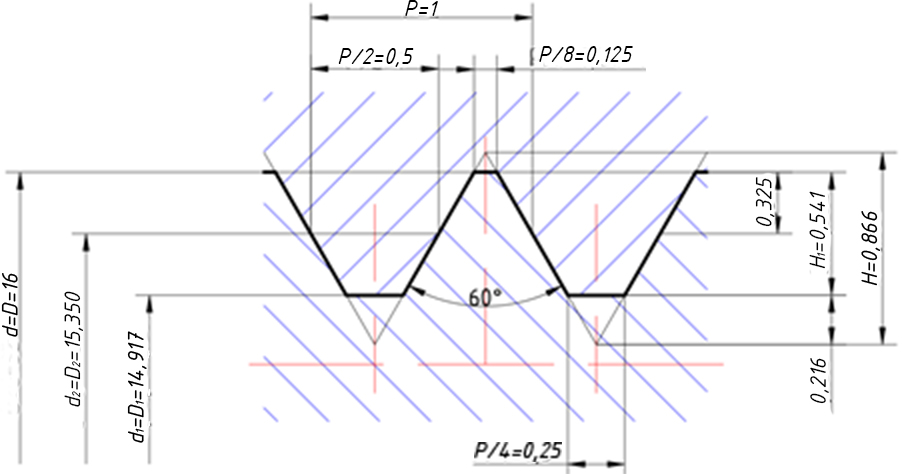
Рис. 3.3.1 Профиль метрической резьбы М16×1
Назначить степень точности и поля допусков на детали резьбового соединения
Определим поля допусков резьбы по ГОСТ 16093. С учётом того, что класс точности резьбы средний (получил наибольшее распространение в машиностроении) и длина свинчивания короткая, то выбираем предпочтительные поля допусков:
поле допуска резьбы болта: 5g6g;
поле допуска резьбы гайки: 5H.
Условное обозначение:
резьбовое соединение М16×1-5H/5g6g;
болт М16×1-5g6g;
гайка М16×1-5H.
Таблица 3.3.2
Поля допусков и значения отклонений метрической резьбы м16×1
Номинальный Размер, мм |
Обозна- чение поля допуска |
Величина допуска Т, мкм |
Верхнее отклонение, мкм |
Наибольший предельный размер, мм |
Нижнее отклонение мкм |
Наименьший предельный размер, мм |
d = 16 |
6g |
180 |
-26 |
15,974 |
-206 |
15,794 |
d2 = 15,350 |
5g |
95 |
-26 |
15,324 |
-121 |
15,229 |
d1 = 14,917 |
- |
- |
- |
14,917 |
- |
- |
D = 16 |
- |
- |
- |
- |
0 |
16 |
D2 = 15,350 |
5H |
125 |
+125 |
15,475 |
0 |
15,350 |
D1 = 14,917 |
5H |
190 |
+190 |
15,107 |
0 |
14,917 |