

Нормирование точности гладких соединений
Подбор посадки методом подобия
Таблица 1.1.1
Карта исходных данных по d1
Наименования исходных данных |
Значения исходных данных |
Номинальный размер соединения и его значение |
D1= 20 мм |
Название деталей, входящих в соединение |
Смотровая муфта 4, палец 1 |
Требования, предъявляемые к работе соединения (из описания к рисунку) |
Палец по диаметру D1 запрессован в отверстие в смотровой муфте |
В соединение входит палец 1 (вал) и муфта 4 (отверстие). Так как внутренние поверхности более сложны в обработке, то выбираем систему отверстия СН с основным отверстием в корпусе.
Определение типа посадки
Тип посадки определяем методом подобия. Так как палец запрессован в отверстие в муфте, то применяем посадку с натягом. Палец дополнительно закреплен гайкой. Передаваемые усилия незначительные.
В соответствии с табл.1.6 для данного соединения используют легкопрессовую посадку Н/р. Эта посадка обеспечивает минимальный гарантированный натяг. Требуют дополнительного крепления. Предпочтительной является посадка Н7/р6.
Определение предельных отклонений сопрягаемых деталей
По табл.1.1 и 1.2 выбираем допуски для вала и отверстия.
Для отверстия: D1=20H7; TD=0,021 мм; EI=0, ES=0,021 мм, D1=20H7+0,021.
Для
вала: d1=20p6;
Td =0,013 ei=+0,022
мм, es=+0,035 мм;
 .
.
Назначена
посадка


Определение предельных размеров отверстия и вала
Предельные размеры отверстия: Dmax=D+ES=20+0,021=20,021 мм,
Dmin=D-EI=20-0=20,0 мм,
Dm=Dmin+TD/2=20+0,021/2=20,0105 мм.
Предельные размеры вала: dmax=d+es=20+0,035=20,035 мм,
dmin=d-ei=20+0,022=20,022 мм,
dm=dmin+Td/2=20,022+0,013/2=20,0285 мм.
Расчет характеристик посадки
Определение величины зазоров (натягов) производим по формулам.
Максимальный натяг: Nmax=dmax-Dmin=20,035 -20,0=0,035 мм.
Минимальный натяг: Nmin=dmin-Dmax=20,022 -20,021 =0,001 мм.
Средневероятный натяг: Nm=(Nmax+Nmax)/2=(0,035+0,001)/2=0,018 мм
или Nm=Dm-dm=20,0285-20,0105 =0,018 мм.
Минимальный зазор равен максимальному натягу с обратным знаком.
Определяем допуск посадки
TSN=TD+Td=0,021 +0,013 =0,034 мм,
TSN=Nmax-Nmax=0,035 +0,001 =0,034 мм.
Построить схему расположения полей допусков
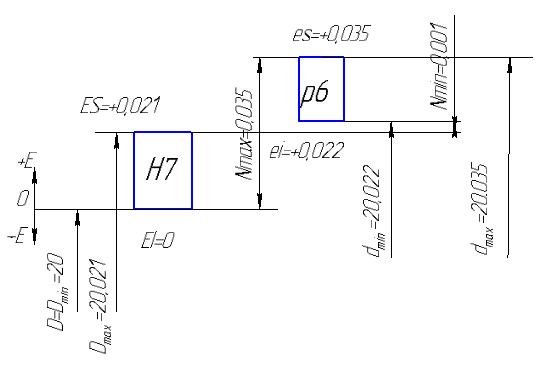
Рис. 1.1.1 Схема расположения полей допусков вала и отверстия посадки по D1 .
Назначение шероховатости и допуска формы поверхностей
Значение шероховатости поверхностей сопрягаемых деталей определяем методом подобия. Для соответствующих квалитетов при нормальном уровне относительной геометрической точности (А) шероховатости назначаем по табл.2.3 и 2.4 :
Для отверстия 7-го квалитета Ø20: допуск радиального биения принимается по 6 степени точности (табл.2.4) Ra=1,6 мкм (табл.2.5);
Для вала 6-го квалитета допуск радиального биения принимается по 5 степени точности шероховатость поверхности составляет Ra =0,8 мкм.
Допуск формы поверхности − цилиндричности (круглости и допуск профиля продольного сечения) назначаем по табл.2.9:
— для отверстия диаметром 20H7 рекомендуется 6-я степень, при относительной геометрической точности А допуск формы имеет значение: Tф=6 мкм,
— для вала Ø20р6 требуется 5-я степень, при относительной геометрической точности, а допуск формы имеет значение − Tф =4 мкм.

Рис. 1.1.2 Эскиз соединения пальца с муфтой.