

7 Монтаж и ремонт электрических машин. Монтаж электрических схем
Особенности монтажа электрических машин рассмотрим на примере асинхронного электродвигателя с короткозамкнутым ротором.
Асинхронные электродвигатели являются наиболее распространенными и находят применение в промышленном электроприводе. Это объясняется тем, что асинхронные двигатели просты по устройству и работают от сети трехфазного тока.
Асинхронные двигатели строятся в двух исполнениях - с короткозамкнутым ротором и с фазным ротором (с контактными кольцами). Двигатели с короткозамкнутым ротором (рис.10) - это самые простые двигатели по устройству и обслуживанию, так как они не имеют щеток.

Рисунок 10 - Асинхронный двигатель с короткозамкнутым ротором
Эти двигатели включаются в сеть трехфазного тока непосредственно без всяких дополнительных пусковых устройств. При пуске двигателя он потребляет из сети ток, который в 5 - 7 раз превышает рабочий ток двигателя. Поэтому раньше двигатели с короткозамкнутым ротором применялись только мощностью до 100 кВт. В настоящее время, для снижения пусковых токов асинхронных двигателей с короткозамкнутым ротором применяются специальные устройства плавного пуска и частотные преобразователи.
Асинхронные двигатели с фазным ротором применяются только в тех случаях, когда необходимо регулировать скорость вращения асинхронного двигателя посредством включения реостата в цепь ротора или же мощность системы не позволяет включать короткозамкнутый электродвигатель большой мощности из-за чрезмерного падения напряжения при пуске.
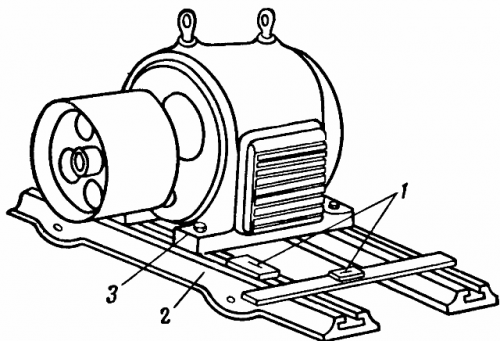
Рисунок 11 - Выверка горизонтальности фундамента по уровням: 1 - гидростатические уровни, 2 - салазки, 3 - болты
Электродвигатели устанавливаются или на фундаменте, или на рамах (рис.11), собранных из стальных конструкций. Машины, работающие с ременной передачей, обычно монтируют на салазках 2, которые позволяют регулировать натяжение ремня. Салазки представляют собой литые или сварные балки корытообразного сечения, внутри которых перемещаются специальные ползуны. В них ввертывают болты 3, проходящие сквозь лапы станины. Ползуны устанавливаются путем зацепления за зубцы салазок.
Подтягиванием регулировочных болтов, упирающихся в лапы станины, можно передвигать машину параллельно ее оси и натягивать или ослаблять ремень. Если привод машины осуществляется через муфту, то машина устанавливается на раме или фундаменте. Способы монтажа машин малой мощности весьма различны. Они могут быть установлены нормально (лапами вниз), на стене или на потолке.
Перед началом монтажа производится надевание на конец вала шкива, шестерни или полумуфты. Ни в коем случае не допускается набивание этих деталей на вал ударами, так как при этом могут быть повреждены подшипники. Иногда даже наблюдается сдвиг ротора вдоль вала.
На рисунке 12 показано винтовое приспособление для насадки шкива на вал.

Рисунок 12 - Насадка шкива на вал
При пользовании этим приспособлением усилие насадки воспринимается валом, в торец которого упирается шкворень приспособления. Для этого должна быть снята крышка подшипника со стороны, противоположной приводу. Для насадки шкива на вал более крупной машины можно применять винтовой домкрат, используя в качестве опоры стены здания или колонны. Горизонтальность плоскости установки выверяется при помощи уровней, которые надо помещать в двух перпендикулярных положениях.
Одной из основных операций монтажа электрических машин является центровка, которая предназначена для того, чтобы получить правильное взаимное положение соединяемых валов, обеспечивающее спокойную работу машин. Для этого необходимо, чтобы оси валов лежали на одной линии и центры валов совпадали. Наиболее распространенной является центровка при помощи двух скоб, закрепляемых на полумуфтах соединяемых машин.
Во многих схемах применяются микромощные микросхемы, изготовленные по КМОП технологии (серии 561, 1561, 564), а также полевые транзисторы. Все эти детали, пока они не установлены в плату, боятся статического электричества. На человеке оно образуется из-за трения одежды и может превышать потенциал 1000 В. Поэтому до прикосновения к этим деталям необходимо надеть заземленный браслет или хотя бы коснуться рукой металла батареи отопления. Детали, боящиеся статического электричества, должны храниться в металлической фольге или в специальных коробках. Для защиты полевых транзисторов выводы у них можно обмотать оголенным проводом, который снимается при монтаже. Монтаж этих деталей на плату лучше выполнять в последнюю очередь, после установки всех остальных деталей.
Сборку печатной платы начинают с установки элементов, требующих механического крепления. При этом приходится иногда расширять отверстия и пазы, а делать это с уже установленными деталями неудобно.
Все устанавливаемые детали не должны иметь на корпусе царапин, трещин, вмятин или каких-то других механических повреждений. Даже если такие детали и работают, то еще не значит, что это продлится долго. Детали устанавливаются так, чтобы они не касались друг друга.
Паяльник лучше использовать с заземляемым жалом, а температура жала должна быть около 270°С. Если она значительно выше, то припой на жале быстро выгорает и приобретает серый цвет, а при нормальной температуре расплавленный припой не теряет зеркального блеска, который остается и после его остывания. Такая пайка обеспечивает качественное электрическое соединение.
Для ускорения пайки используют жидкий спирто-канифольный флюс - он разрушает окисную пленку на поверхности выводов деталей. Флюс легко можно сделать самостоятельно, растворив кусок канифоли в спирте в пропорции примерно 1:10.
При пайке элементов, чтобы их не перегревать, паяльником с припоем на жале касаются выводов не более чем в течение 3 секунд. Сами элементы при этом удобно придерживать пинцетом. Для лучшей пайки выводы деталей полезно до установки на плату предварительно облудить. При установке элементов их выводы загибаются так, чтобы была видна маркировка. Это пригодится, когда будете настраивать устройство и разбираться в ошибках монтажа.
Некоторые детали (диоды, стабилитроны, электролитические конденсаторы и др.) имеют полярность, и ее необходимо соблюдать при монтаже. Наиболее легко ошибиться с установкой электролитических конденсаторов, особенно импортного производства, так как справочную информацию по ним найти трудно, а на корпусе полярность не указана.
В этом случае удобно воспользоваться схемой (рис.13), которая позволит по минимуму тока утечки конденсатора легко определить его полярность.


Рисунок 13 - Схема полярности утечки конденсатора
Утечка замеряется косвенным методом по падению напряжения на резисторе R1 после окончания заряда подключенного конденсатора. Напряжение, подаваемое с блока питания, не должно превышать допустимое рабочее для конденсатора. При неправильном подключении полярности у конденсатора утечка будет в 10...100 раз больше по сравнению с правильной. Вольтметр для этих измерений необходим с большим входным сопротивлением, например В7-38А.
После окончания пайки выступающие выводы деталей укорачиваем и растворителем смываем остатки канифоли, что позволит проконтролировать качество монтажа: на плате не должно остаться капель припоя и междорожечных замыканий.