

Методы и технологии генерации системного знания
.pdf
|
|
|
|
Окончание табл. 7.1 |
|
|
|
|
|
|
|
Этап |
Выходной |
|
|
Показатель |
|
|
Единица |
|
|||
продукт |
Обозна- |
Содержание |
|||
процесса |
этапа |
чение |
измере- |
||
|
|
|
ния |
|
|
|
|
Mn |
% |
Марганец в стали |
|
|
|
P |
% |
Фосфор в стали |
|
Восстано- |
|
S |
% |
Сера в стали |
|
|
Cr |
% |
Хром в стали |
||
вительный |
|
Ni |
% |
Никель в стали |
|
период |
|
Cu |
% |
Медь в стали |
|
|
|
Mo |
% |
Молибден в стали |
|
|
|
Ti |
% |
Титан в стали |
|
|
|
Al |
% |
Алюминий в стали |
|
Выпуск |
Металл |
Tp |
С |
Температура металла в ковше |
|
стали |
в ковше |
||||
|
|
|
|||
|
|
MasSl |
т |
Масса слитка |
|
Разливка |
Отливка |
tOt |
с |
Время отливки тела слитка |
|
tOp |
с |
Время отливки прибыли |
|||
стали |
|
|
|
|
|
|
Vacuum |
1 – нет; |
Вакуум |
||
|
|
||||
|
|
2 – есть |
|||
Затверде- |
|
|
|
|
|
вание |
Слиток |
tIzl |
мин |
Время выдержки в изложнице |
|
стали |
|
|
|
|
|
Передача |
То же |
tPoс |
мин |
Время посадки в печь |
|
слитков |
tKop |
мин |
Время копежа |
||
на ковку |
|
||||
|
|
|
|
||
Нагрев |
|
TPech |
С |
Температура печи при посадке |
|
слитков |
– – |
tNagr |
мин |
Время нагрева |
|
под ковку |
|
tVud |
мин |
Время выдачи |
|
|
|
tKov |
мин |
Время ковки |
|
Ковка |
Брама |
d |
мм |
Диаметр слитка |
|
l |
мм |
Толщина брамы |
|||
|
|
TMetal |
С |
Температура металла в конце ковки |
|
|
|
tDef |
мин |
Время удаления дефектов |
|
|
|
Weight |
т |
Масса |
|
|
|
L1 |
мм |
Длина листа |
|
Прокатка |
|
L2 |
мм |
Ширина листа |
|
|
L3 |
мм |
Толщина листа |
||
брамы |
Лист |
||||
|
|
Отношение диаметра слитка к толщине |
|||
на лист |
|
d_l |
– |
||
|
брамы |
||||
|
|
|
|
||
|
|
l_L3 |
– |
Отношение толщины брамы к толщине |
|
|
|
листа |
|||
|
|
|
|
||
Оценка |
|
Rpo |
МРа |
Предел текучести |
|
механиче- |
То же |
Rm |
МРа |
Предел прочности |
|
ских |
|
|
|
||
свойств |
|
Udl |
% |
Относительное удлинение |
|
листа |
|
|
|
|
100
Система в данных. Производственный процесс представлен в значениях показателей. Эмпирическое описание содержит данные о 288 готовых изделиях массой от 1.1 до 20 т, полученных при прокатке брам толщиной от
0.45до 0.95 м, откованных из слитков массой от 3 до 56 т и диаметром от
0.89до 1.5 м, выплавленных в 110 плавках.
Каждая строка таблицы наблюдений характеризует производство одного стального листа, а каждый ее столбец показывает выборку значений конкретного показателя процесса по всему множеству готовых изделий.
Проблема воспроизводимости. Качество стального листа оценивается по сдаточным показателям. Сдаточными являются показатели химического состава металла (C, Si, Mn, P, S, Cr, Ni, Cu, Mo, Ti, Al) и показатели механи-
ческих свойств листа (Rpo, Rm, Udl).
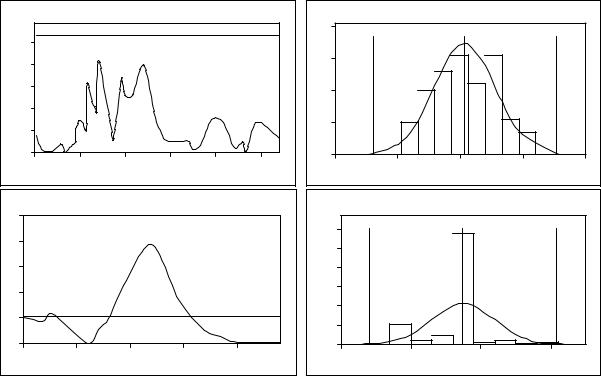
Значения сдаточных показателей готового продукта отвечают требованиям рынка. Потеря воспроизводимости производственного процесса возникает при существенном отклонении законов распределения сдаточных показателей от нормального закона (рис. 7.3).
|
Тест Колмогорова для Rpo |
|
|||
1 |
K=0.84 |
|
|
|
|
0.8 |
|
|
|
|
|
0.6 |
|
|
|
|
|
0.4 |
|
|
|
|
|
0.2 |
|
|
|
|
|
0 |
|
|
|
|
|
252 |
272 |
292 |
312 |
332 |
352 |
5 |
Тест Колмогорова для L3 |
|
|||
|
K=3.85 |
|
|
||
4 |
|
|
|
||
|
|
|
|
|
|
3 |
|
|
|
|
|
2 |
|
|
|
|
|
1 |
|
|
|
|
|
0 |
|
|
|
|
|
120 |
170 |
220 |
270 |
|
320 |
40 |
Гистограмма для Rpo |
|
|
|
|
|
|
|
|
30 |
|
|
|
|
20 |
|
|
|
|
10 |
|
|
|
|
0 |
|
|
|
|
200 |
250 |
300 |
350 |
400 |
|
Гистограмма для L3 |
|
|
|
120 |
|
|
|
100 |
|
|
|
80 |
|
|
|
60 |
|
|
|
40 |
|
|
|
20 |
|
|
|
0 |
|
|
|
50 |
150 |
250 |
350 |
Рис. 7.3. Проверка распределений значений показателей Rpo и L3 на нормальность
Технология системной экспертизы в слове «Представительность типичного и особенного» описывает систему, данную через эмпирический факт, получивший оформление в статистических распределениях и в их свойствах.
101

Главное назначение слова заключается в определении идеала однородности наблюдаемой изменчивости величин, в построении полного набора свойств распределений наблюдаемых величин и в оценке степени их близости к нормальному закону распределения (рис. 7.4).
|
|
|
Показатели производственного процесса |
|
|
|
|
|
|
||||||||||
|
Лучшие |
|
– |
Средние |
|
|
– |
|
|
|
Худшие |
||||||||
Rpo > Rm > |
|
S_Pl > MgO > |
P > Ni_Pl > S > |
|
Mn_Pl > d > |
tBoc > Cu ~ |
|||||||||||||
> Weight > |
|
> CaO > Ni > |
> d_l > tOp > |
|
> Cu_Pl > |
|
~ tKop > l_L3 > |
||||||||||||
> C_Pl > tOt > |
|
> tPoc > tVud |
> tIzl > tOk > |
|
> Cr_Pl ~ |
> Mo > Mo_Pl > |
|||||||||||||
> Udl > Si > |
|
|
> C > Cr > |
|
~ tNagr > tKov |
> Al > FeO > |
|||||||||||||
> Tv > L1 > |
|
|
> P_Pl > |
|
|
|
|
|
|
|
> Al2O > L3 > |
||||||||
> Tp > Mn > |
|
|
> TMetal > |
|
|
|
|
|
|
|
> L2 > Ti |
||||||||
> SiO2 |
|
|
> TPech > |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
> MasSl |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
а |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Формы распределения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Центральные тенденции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Колеблемость значений |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Представительность типичного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
и особенного |
0 |
0.25 |
0.5 |
|
|
0.75 |
1 |
|
||||||||||
б
Рис. 7.4. Образы слова «Представительность типичного и особенного»:
а – отношение предпочтения на множестве показателей; б – значения коэффициентов конкордации для слова и трех определяющих его понятий
Результаты системной экспертизы эмпирического описания системы подтверждают факт плохой воспроизводимости производственного процесса. Сдаточные показатели механических свойств в оценках слова «Представительность типичного и особенного» относятся к классу лучших. Этот факт согласуется с оценками нормальности законов распределения таких величин. Сдаточные показатели химического состава металла имеют широкий спектр оценок слова «Представительность типичного и особенного». В класс худших показателей попадают четыре показатели химсостава. В этот же класс входит показатель L3, имеющий явное отклонение от нормального закона распределения.
Проявление сложности структур отношений. Анализ воспроизводи-
мости связан с выявлением, раскрытием и изучением механизмов, непосредственно формирующих значения сдаточных показателей в ходе производства стального листа. Множественность всех механизмов, определяющих значе-
102
ния каждого отдельно взятого показателя, отображается в структуре его парных связей.
Система, представляющая производственный процесс, показывает через структуры атрибутированных отношений свойственную ей многокачественность. Показатели в их наблюдаемой изменчивости не независимы, их значения обусловлены внутрисистемными взаимодействиями, проявляющимися вовне через парные связи. Внутренние системообразующие процессы, обнаруживающие себя через парные связи, получают внешнее оформление во множестве атрибутов этих связей (рис. 7.5).
40 |
Rpo |
|
|
30 |
|
20 |
|
10 |
|
0 |
|
60 |
Cu |
|
|
40 |
|
20 |
|
0 |
|
Rpo |
|
|
|
|
350 |
|
|
|
|
300 |
|
|
|
|
250 |
|
|
|
|
0.1 |
0.2 |
0.3 |
0.4 |
Cu |
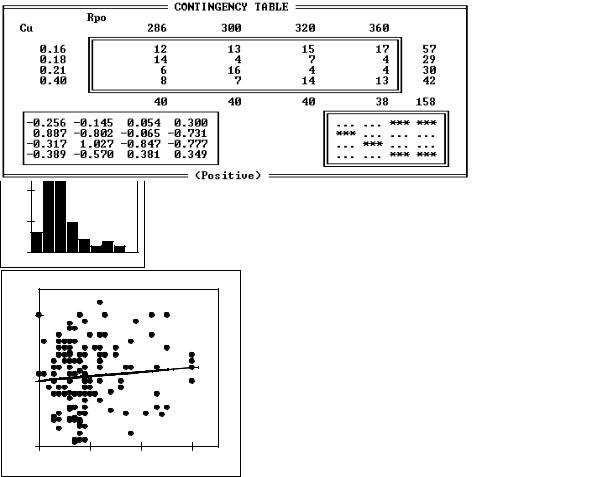
Связь Rpo–Cu положительная сложная: доминанта на положительной знаковой диагонали подтверждается значениями частных информаций; имеется альтернативная доминанте зона локализации; диаграмма рассеяния подчеркивает сложный вид связи; характер линейной регрессии не противоречит положительному знаку связи.
Наблюдается сложное влияние меди. При содержании 0.1…0.16 Cu упрочняет ферритную фазу, а при 0.23…0.25 – ферритное зерно, при содержании 0.35…0.40 повышается содержание Cu на границах зерен.
Cu как графитизирующий элемент способствует разрушению карбидов Mn и Fe, что объясняет повышение прочностных свойств металла.
Рис. 7.5. Графические и табличные образы парной взаимосвязи показателей Rpo и Cu
Набор всех значимых парных связей сдаточных показателей Rpo, Rm, Udl с другими показателями производственного процесса объективно отображает внутрисистемные корреляции (рис. 7.6).
Структура связей показателя Rpo включает показатели химсостава S, Cu, Al, SiO2, FeO, которые в совокупности характеризуют процессы десульфурации, выплавки стали, ликвации элементов химического состава и затвердева-
103
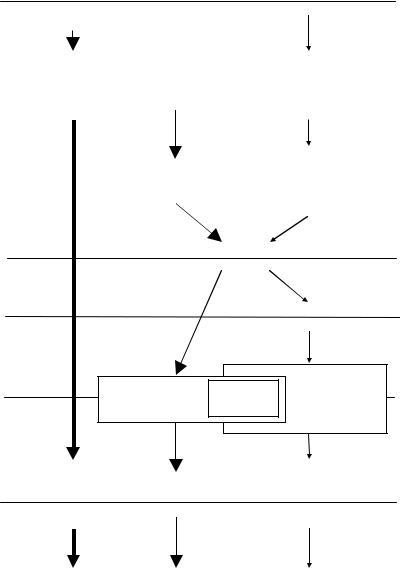
ния слитка. Изменчивость Rpo определяют также все другие стадии процесса, влияющие на окисление металла и затвердевание слитка.
|
|
|
|
Загрузка и расплав- |
P Pl, Cr Pl, |
|
S Pl |
ление шихты |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cr, Ni |
|
C |
|
P, Mn |
|
SiO2 |
|
tВос, FeO, |
|
|
|
||||
|
Mo |
|
|
|
S |
|
|
Выплавка стали |
||||||||
|
|
|
|
|
|
|
Cu, Al |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выпуск и разливка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
MasSl, |
|
Tp, tOt |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
стали |
||||
|
|
|
|
|
|
|
|
|
tOp |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Затвердевание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
tIzl |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
стали |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Передача слитков |
|
|
|
|
|
|
|
|
|
|
|
|
|
tPoc |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
на ковку |
||
d TMetal Ковка
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Прокат брамы |
|
|
|
|
|
|
L3 |
|
|
|
|
|
l/L3, L1 |
|
d/l, Weight |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
на лист |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оценка качества |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Udl |
|
|
|
|
|
Rm |
|
|
|
|
Rpo |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
металлопродукта |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Рис. 7.6. Схема формирования показателей механических свойств стального листа: показатели разнесены по этапам жизненного цикла. Типы стрелок выделяют группы показателей, имеющих статистическую парную связь с конкретным показателем механических свойств. В блоках отмечены показатели, общие для двух показателей механических свойств
Структура связей показателя Rm демонстрирует зависимость значений этого показателя от типоразмеров металлопродукта и показателей стадий выплавки и разливки, формирующих структуру металла, упрочнение ферритного зерна и образование неметаллических фаз по границам зерен.
104
В отличие от показателей, характеризующих Rpo и Rm, показатели, характерные для Udl, связаны исключительно со стадиями расплавления шихты и выплавки стали. Этот факт свидетельствует о неполноте системы данных относительно механизмов, формирующих значения сдаточного показателя Udl. Плохая наблюдаемость системных механизмов приводит к неполному решению проблемы воспроизводимости.
Граф связей, построенный на бинарных отношениях показателей, имеет несбалансированную структуру. Множественность и сложный характер парных связей подтверждают невоспроизводимость производственного процесса.
Системное знание. Производственная система раскрыта во всех ее качественных определенностях, выраженных внешними формами (трансцендентными схемами). Совокупность этих форм характеризует полное смысловое пространство системы как пространство качествований.
Семейство локальностей, полученных в результате системных реконструкций, несет информацию о каждом внутрисистемном механизме, формирующем состояние производственного процесса как единого целого, и принадлежности отдельных механизмов конкретным локальностям, в каждой из которых производственный процесс проявляет себя как целое в условиях части.
Каждый показатель оценивается по его способности проявлять сущность системы через многообразие всех его системных ролей. Каждый показатель в совокупности его системных ролей выступает в качестве одной из координат пространства качествований системы. Сдаточные показатели химического состава металла и механических свойств готового продукта раскрыты в системном знании в разной степени. Это означает, что такие показатели несут разные системные смыслы, по-разному участвуют в различных системных механизмах.
Слово «Системная обусловленность» соотносится с показателями как смысловыми координатами и раскрывает их способность передавать вовне системные смыслы (рис. 7.7).
Система в ее качественных определенностях представлена уникальными многоместными отношениями. Эти отношения являются прямыми образами смыслов системы. Слово «Выраженность смысла» служит для передачи степени адекватности чистого смысла системы его внешним оформлениям (рис. 7.8).
105
|
|
Показатели производственного процесса |
|
|
|
|
|
|
|
||||||||
Лучшие |
|
|
|
Средние |
|
|
|
|
|
|
Худшие э |
||||||
Izl > Ni_Pl > |
TMetal > L2 > |
l_L3 > FeO > |
Tv > Al2O > |
|
|
tVud ~ Cr > |
|||||||||||
> L3 > tBoc > |
> Ni > SiO2 > |
> d > Al > S > |
> Tp ~ MasSl > |
|
|
> CaO > Si > |
|||||||||||
> TPech ~ d_l > |
> Mn > tOp > P |
> tPoc > MgO > |
> Mo > tKov > |
|
|
> Mn_Pl > tOt ~ |
|||||||||||
> L1 > Weight > |
|
> P_Pl > |
|
|
> Cr_Pl |
|
|
~ Vacuum > |
|||||||||
> Cu > S_Pl > |
|
> Cu_Pl > tOk ~ |
|
|
|
|
|
> tNagr > |
|||||||||
> Rpo > C_Pl |
|
~ C > tKop |
|
|
|
|
|
|
|
> Mo_Pl > |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
> Rm > Ti > Udl |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Определенность смысла |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Смысловая активность |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Многофакторная активность |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Системная обусловленность |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
0 |
0.25 |
0.5 |
0.75 |
1 |
|
|||||||||
|
|
Рис. 7.7. Образы слова «Системная обусловленность» |
|
|
|
|
|||||||||||
|
|
||||||||||||||||
|
Системные модели (имя модели – имя особой вершины ее ядра) |
||||||||||||||||
Лучшие |
|
|
|
Средние |
|
|
|
|
|
|
Худшие |
||||||
Al > L3 > |
tIzl ~ tKop > |
Ni ~ Weight > |
l_L3 > L2 ~ |
|
|
Cu ~ S_Pl ~ |
|||||||||||
> CaO ~ d_l > |
> Si ~ TMetal ~ |
> TPech ~ |
|
|
~ Rpo ~ Tp ~ |
|
|
~ L1 > d > tOp ~ |
|||||||||
> Al2O ~ Mn > |
~ tPoc |
~ P_Pl ~ Rm > |
~ tVud ~ Ni_Pl |
|
|
~ SiO2 |
|||||||||||
> tOk ~ tBoc |
|
> MgO ~ C_Pl ~ |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
~ FeO |
|
|
|
|
|
|
|
|
|
|
|
|
||
Инвариантность
Образность
Подвижность Выраженность смысла
0 |
0.25 |
0.5 |
0.75 |
1 |
Рис. 7.8. Образ слова «Выраженность смысла»
Каждая системная модель имеет оценки качеств оформленности и однородности (рис. 7.9).
1.2 1.0
0.8 0.6 0.4 0.2
0.0 7 9 1 32 27 31 33 16 25 18 29 24 11 28 22 21 6
1.2 |
|
|
|
1.0 |
|
|
|
0.8 |
|
|
|
0.6 |
|
|
|
0.4 |
|
|
|
0.2 |
|
|
|
0.0 7 |
32 26 1 |
13 16 31 29 28 11 14 23 22 6 |
25 1921 |
а |
б |
Рис. 7.9. Оценки качеств системных моделей:
а – оформленности; б – однородности; ось ординат – значения оценок; ось абсцисс – цифровые обозначения системных моделей
106
Аудит воспроизводимости процесса производства включает полный анализ механизмов, проявляющихся во всех локальностях.
Множественность выявленных механизмов служит доказательством фактического наличия в системе производственного аппарата качественно различных способов выполнения производственных заказов в рамках применяемой технологии. Существенными факторами многокачественности производственного процесса, лежащими в основе его невоспроизводимости, являются массогабариты полупродуктов, временны́е и температурные параметры технологических переделов.
Исследование воспроизводимости по сдаточным показателям связано с изучением всех тех локальностей, в ядра которых входят сдаточные показатели (табл. 7.2).
|
|
|
|
Таблица 7.2 |
||
|
|
Вхождение сдаточных показателей в локальности |
|
|||
|
|
|
|
|
|
|
Сдаточный |
|
Системная модель |
|
|||
|
с ведущей ролью |
Общее |
с вспомогательной |
Общее |
||
показатель |
Имя |
|||||
показателя |
число |
ролью показателя |
число |
|||
|
|
|||||
|
|
tBoc, CaO, Al2O, MgO, |
|
P_Pl, S_Pl, tOk, FeO, L3, tPoc, |
|
|
Cu |
Cu |
Si, Mn, Ni, Al, d, Weight, |
12 |
7 |
||
d_l |
||||||
|
|
Rpo, tKop |
|
|
||
|
|
|
|
|
||
Ni |
Ni |
P_Pl, Tp, CaO, Al, |
6 |
tOk, tBoc, FeO, Al2O, MgO |
5 |
|
TMetal, tPoc |
||||||
Rpo |
Rpo |
S_Pl, tBoc, Cu, Al, |
6 |
d, Weight, tIzl, l_L3 |
4 |
|
TMetal, d_l |
||||||
|
|
|
|
C_Pl, tOk, FeO, MgO, Si, |
|
|
Mn |
Mn |
CaO, SiO2, Al2O, d, L3 |
5 |
TMetal, Weight, Rm, tPoc, |
11 |
|
|
|
|
|
tKop, d_l |
|
|
|
|
|
|
P_Pl, S_Pl, Ni_Pl, tOk, tBoc, |
|
|
Al |
Al |
tIzl |
1 |
Tp, CaO, FeO, Al2O, MgO, Si, |
17 |
|
|
|
|
|
Ni, Cu, TPech, TMetal, Rpo, d_l |
|
|
Rm |
Rm |
L3 |
1 |
– |
0 |
|
Si |
Si |
– |
0 |
tOk, CaO, Al2O, Mn, Al, tPoc |
6 |
|
|
|
P_Pl, S_Pl, Al, tOk, |
|
FeO, MgO, Si, Mn, Ni, L2, L3, |
|
|
P |
– |
CaO, Al2O, Rm, tPoc, |
9 |
8 |
||
tIzl |
||||||
|
|
tKop |
|
|
||
|
|
|
|
|
||
S |
– |
tOk, Al2O, Cu, Al, tIzl, |
9 |
C_Pl, P_Pl, S_Pl, Ni_Pl, Tp, |
8 |
|
Weight, L3, Rm, Rpo |
CaO, Ni, d_l |
|||||
|
|
|
|
|||
C |
– |
P_Pl, tBoc, CaO, Mn, Al, |
6 |
Si, Ni, TPech |
3 |
|
Rm |
||||||
|
|
|
|
|
||
Cr |
– |
tBoc, Al2O, Al, TMetal, |
5 |
P_Pl, Ni |
2 |
|
tVud |
||||||
|
|
|
|
|
||
Mo |
– |
tBoc, Tp, Mn, Al |
4 |
P_Pl, tOk, FeO, Ni |
4 |
|
Ti |
– |
CaO |
1 |
TMetal |
1 |
|
Udl |
– |
– |
0 |
P_Pl |
1 |
|
107
Все сдаточные показатели формируются всеми этапами производственного процесса.
Наибольшей смысловой активностью обладают показатели Cu, Ni, Rpo. Показатели Al и Mn породили системные модели и тем самым проявили каждый свой ведущий системный механизм. Эти механизмы проявляют себя в большом числе других системных моделей, в которых Al и Mn играют ведущую или вспомогательную роль.
Показатели S, P и C не породили своих системных моделей, но вошли в большое число других системных моделей в качестве элементов их ядер. В таком качестве показатели S, P и C играют ведущую роль в формировании механизмов факторов и двухфакторных взаимодействий.
Наименьшую смысловую активность проявляют показатели Mo, Cr, Ti, Udl. Среди показателей, характеризующих механические свойства металлапродукта, наиболее активен сдаточный показатель Rpo, наименее активен показатель Udl. Показатель Udl определен хуже всего. Механизмы его изменчивости недостаточно представлены в данных. Для этого показателя характерна неразрешенность связанных с ним треугольников противоречий.
Механические сдаточные показатели Rpo, Rm и Udl входят в разные подмножества системных моделей, что свидетельствует о разнообразной природе механизмов, объясняющих изменчивость этих показателей.
Согласно теории прочности показатели Rm и Rpo связаны пропорциональной зависимостью. На практике значения этих показателей изменяются в больших пределах и зависят от колебаний в химическом составе (для заданной марки стали) и отклонений в термомеханической и в термической обработках.
Связь между показателями Rm и Rpo достаточно сильная. Большей сложностью обладает показатель Rpo. При этом его сложность раскрывается через измерения и передается во множественных корреляциях. Показатель Rpo создает свою системную модель и входит в ядра шести других моделей (S_Pl, tBoc, Cu, Al, TMetal, d_l). Системные механизмы, выраженные в данных моделях, проявляются в разных сочетаниях и с различной интенсивностью при формировании фактических значений сдаточного показателя.
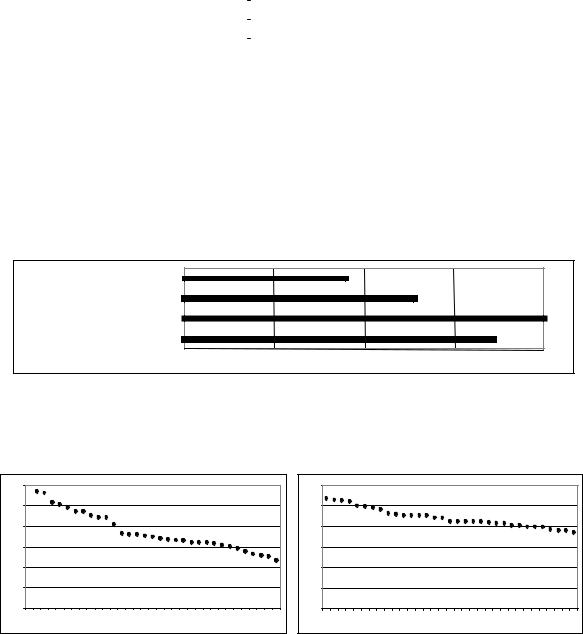
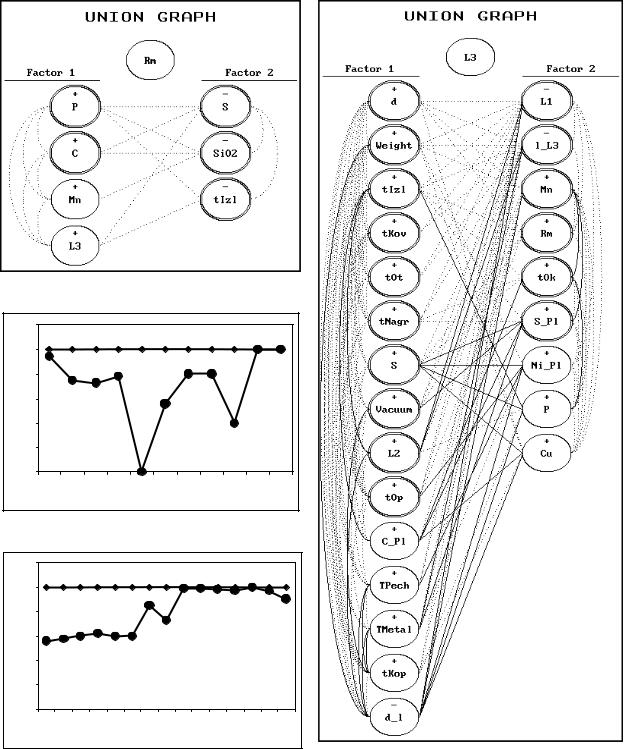
Показатель Rm проявляет себя менее сложно, чем Rpo. Внутрисистемные механизмы, определяющие конкретные значения предела прочности металла, раскрываются в локальностях с особыми вершинами Rm и L3 (рис. 7.10).
108
Оценка качества оформленности локально- |
|||||||||||
сти L3 – 0.704 |
|
|
|
|
|
|
|
|
|||
1.2 |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
0.8 |
|
|
|
|
|
|
|
|
|
|
|
0.6 |
|
|
|
|
|
|
|
|
|
|
|
0.4 |
|
|
|
|
|
|
|
|
|
|
|
0.2 |
|
|
|
|
|
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|||||||||||
|
|
|
|
|
Критерий |
|
|
|
|
||
Оценка качества однородности локальности |
|||||||||||
L3 – 0.796 |
|
|
|
|
|
|
|
|
|
|
|
1.2 |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
0.8 |
|
|
|
|
|
|
|
|
|
|
0.6 |
|
|
|
|
|
|
|
|
|
|
0.4 |
|
|
|
|
|
|
|
|
|
|
0.2 |
|
|
|
|
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 11 12 13 14 15 |
|
||||||||||
|
|
|
|
|
Критерий |
|
||||
Рис. 7.10. Системные модели с особыми вершинами Rm и L3
Когнитивные схемы внутрисистемных механизмов. Критериями оценки способности стального листа сопротивляться нагрузке на растяжение являются сдаточные показатели механических свойств металла:
Rm – предел прочности ( B) – условное напряжение, соответствующее наибольшей нагрузке, выдерживаемой образцом, при которой наступает
109