

2598
.pdfРешение задач, использующих информацию, накапливаемую за достаточно продолжительный интервал времени, как правило, характерно для верхнего уровня АСУТП.
Подсистема верхнего уровня АСУТП является централизованной как по способам хранения и обработки информации, так и по аппаратной реализации и ориентирована на решение задач расчетного характера. В составе функциональных задач верхнего уровня АСУТП выполняются технологические и технико-экономические расчёты, диагностика состояния технологического оборудования и учет времени его работы, прогнозирование показателей качества выпускаемой продукции, оптимальное управление технологической установкой в целом и каждой из её секций, архивирования значений технологических переменных с целью их анализа.
Определяющими факторами, характеризующими качество подсистемы верхнего уровня, являются, прежде всего, универсальность используемых алгоритмов, обеспечивающих возможность их применения на различных объектах, а также гибкость системы, удобство её настройки
исопровождения.
Всоставе технических средств распределённых АСУТП выделяются следующие аппаратно-функциональные элементы:
- субкомплексы связи с объектом, обеспечивающие сбор информации, формирование и выдачу управляющих воздействий;
- рабочие места операторов-технологов, реализующих систему отображения информации и человекомашинный интерфейс связи с процессом;
- вычислитель для решения функциональных задач верхнего уровня. Большинство зарубежных и отечественных фирм считают основным подходом к организации субкомплексов связи с объектом на основе программируемых контроллеров, обеспечивая их использование как в
составе сложных систем, так и автономно.
Высокая надёжность программируемых микропроцессорных контроллеров (МПК) обеспечивается путём аппаратного резервирования (дублирования или троирования) устройства в целом или отдельных информационных каналов. Живучесть выполняемых функций достигается высокой степенью их распределения по аппаратным средствам за счет применения функциональных плат.
Рабочее место оператора-технолога предназначено для обеспечения контроля и управления ходом технологического процесса и его агрегатами без привлечения дополнительных средств. Организовано рабочее место оператора-технолога на базе контроллеров, оснащенных цветными графическими терминалами, алфавитно-цифровыми и функциональными клавиатурами. Многие фирмы используют сенсорные экраны,
560
позволяющие перемещать курсор по полю экрана прикосновением пальца. В составе автоматизированного места оператора-технолога функционируют подсистемы отображения информации автоматического контроля и сигнализации, связи оператора с технологическим процессом и
системой.
Подсистема отображения реализует информационную модель управляемого объекта в виде последовательности кадров, вызываемых на экране цветных графических терминалов. Каждый кадр представляет собой мнемосхему участка технологического процесса с текущими значениями соответствующих переменных, набор графиков изменения этих переменных во времени или гистограмм распределения нарушения для границ различного уровня.
Идеология построения систем отображения информации в настоящее время предусматривает два принципа их реализации:
представление информации по мере возникновения каких-либо нарушений или по требованию оператора;
безусловное представление основной информации о ходе технологического процесса и её последующей детализации при возникновении нарушений либо по желанию оператора.
Примером осуществления первого принципа является система американских фирм Taulor MOD-300, Honeuwel TDS-3000.
Конфигурирование этих систем основано на понятиях «зона контроля», «группа элементов» и «динамический элемент», обеспечена возможность изменения задания регулятором при их вызове, осуществляемого подведением курсора к значению соответствующей переменной [2, 3].
Второй принцип организации систем отображения информации является более последовательным в идеологическом плане. Он базируется на чётком разделении смыслового содержания отображаемой информации
испособов её отображения. Состав информации на выводимых кадрах выбирается из условия максимальной информативности их сопоставительного анализа в каждой конкретной ситуации, а форма её отображения обеспечивает наилучшую психологическую восприимчивость для оператора в зависимости от характера сопоставления. Любые действия оператора начинаются с вызова требуемого ему информационного кадра. Запросы на выводы кадров могут быть организованы различными способами:
прямым вызовом по имени (имеется подсказка-меню) или нажатием соответствующей этому кадру клавиши на алфавитно-цифровой или функциональной клавиатурах;
подведением курсора в определённое место мнемосхемы (обзорного кадра) или движением «окна» по мнемосхеме (детализация участков мнемосхемы);
561
последовательным перелистыванием в прямом и обратном направлениях.
Регуляторы отображаются в привычном для оператора виде стилизованных шкал, а величина задания изменяется с помощью клавиш увеличения или уменьшения.
Совпадение текущих значений регулируемой переменной и задания отображается на шкале с учётом точности измерений.
Управление дискретными элементами (насосами, компрессорами, заслонками, отсечными клапанами), требующее незамедлительных действий оператора в определённых ситуациях, организовано на базе функциональных клавиатур, что значительно снижает время его реакции при возникновении нарушения.
Средствами конфигурирования систем могут быть специализированные языки описания системы, заполнения таблиц, ответы на вопросы меню.
Выполняется конфигурирование либо с рабочей консоли оператора, либо с помощью специализированной или персональной ЭВМ, подключенной к системе.
Надежность и живучесть функций рабочего места операторатехнолога обеспечивается введением резервной станции с организацией для неё доступа к информации по всем имеющимся зонам контроля.
В системах управления технологическими процессами используются сети, являющееся разновидностями стандартного протокола Марпротокола автоматизации производства, разработанного компанией
General Motors (США).
С основными тенденциями мирового системостроения специалистыразработчики и руководители отраслей промышленности знакомятся на систематических международных семинарах-презентациях новейших средств автоматизации и программного обеспечения ведущих отечественных и зарубежных фирм под руководством Института проблем управления РАН (ИПУ РАН), а также на всемирных выставках «Автоматизация» (г. Москва) [3]. По данным этой публикации 10 лет назад, отмечалось: мало используются экспертные системы, адаптивные и робастные алгоритмы, системы оптимального управления. Новые опубликованные материалы за последние 5 лет говорят о решении многих упомянутых задачах, в том числе в строительной промышленности.
562

Раздел 1
ОБЩИЕ СВЕДЕНИЯ ОБ АВТОМАТИЗАЦИИ НА ПРЕДПРИЯТИЯХ
СТРОИТЕЛЬНОЙ ИНДУСТРИИ
1. НЕКОТОРЫЕ ОБЩИЕ ПРИНЦИПЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
ВСТРОИТЕЛЬНОЙ ИНДУСТРИИ
1.1.Строительство как одна из ведущих отраслей народного
хозяйства страны
Строительство является отраслью народного хозяйства, относящейся к сфере материального производства. Продукция строительства является законченной и подготовленной к вводу в эксплуатацию предприятий и сооружений: жилых домов, школ, больниц и других объектов.
Строительство как отрасль народного хозяйства имеет свои специфические особенности, к которым относятся характер конечной продукции и значительная продолжительность технологического цикла производства, а также разнообразие объектов по назначению, размерам, планировке. И связано это с тем, что стройиндустрия как огромная отрасль народного хозяйства состоит из многих подотраслей:
переработки нерудных строительных материалов с целью получения компонентов ( заполнителей) для сырья других последующих подотраслей;
бетонного и железобетонного производств;
цементного производства;
кирпичного и керамического производств;
асфальтобетонного производства;
асбестоцементного производства;
стекольного производства и
многих других подотраслей для изготовления большого количества отделочных материалов, необходимых при строительстве гражданских и промышленных зданий и сооружений.
Значительное влияние на процесс строительства, его сложность и стоимость оказывают такие факторы, как территориальные особенности,
563
связанные с характером местности и климатическими условиями.
1.2.Некоторая общность технологических процессов
исистем автоматизации многих подотраслей строительной индустрии
Работа каждого предприятия основана на производственных процессах, представляющих собой совокупность различных взаимосвязанных технологических процессов, представляющих операции обработки, транспортировки, хранения и контроля, при которых происходят физическое и химическое воздействия на сырьё и материалы с целью получения полуфабриката или готовой продукции. Характер этих воздействий определяется заданными технологическими требованиями: геометрическими размерами, плотностью и массой изделия, фракционным и химическим составами, прочностью, температурой и временем обработки и т. д.
Производства бывают непрерывными, дискретными и непрерывнодискретными, что определяет соответствующий выбор необходимых систем автоматического регулирования.
Каждое предприятие – это совокупность ряда потоков: сырья, материалов, энергии, трудовых ресурсов, финансов, транспортных средств, технологической и экономической информации.
Производственный процесс предприятия подвергается случайным внешним и внутренним воздействиям с колебаниями потоков энергии, количества и качества сырья, трудовых ресурсов, изменением параметров оборудования и метеоусловий и т.д.
Таким образом, структура предприятия как динамическая система может быть представлена, как показано на рис. 1.1.
На входы его подаются различные ресурсы (трудовые и финансовые, сырьё, материалы и энергия) и информационные воздействия в виде технологических и экономических требований, регламентирующих ход и конечный результат производственного процесса. Одновременно на производственный процесс воздействуют возмущения, которые хотя и носят случайный характер, но приводят к отклонению параметров технологических процессов за установленные пределы и тем ухудшают качество продукции.
На выходе из предприятия готовая продукция должна отвечать заданным технологическим и экономическим требованиям, что достигается с помощью автоматической системы управления, устраняя
564
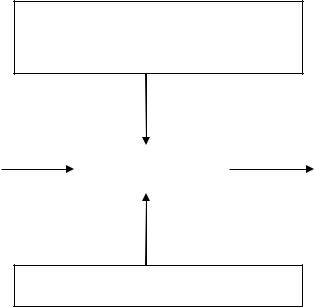
вредное воздействие возмущений.
Основные виды продукции предприятий строительной индустрии следующие: бетонные и железобетонные изделия и конструкции, металлические изделия и конструкции, деревянные изделия, асбестоцементные изделия, стекло; продукция предприятий строительных материалов: щебень, кирпич, керамзит, товарный бетон, строительный раствор, известь, минеральные изделия, линолеум и др.
Информационные воздействия: технологические и экономические требования
Ресурсы: |
|
|
|
|
сырьё, |
|
Предприятие |
|
Готовая |
материалы, |
|
|
||
|
|
|
продукция |
|
энергия, труд, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
финансы |
|
|
|
|
|
|
|
|
|
Внешние и внутренние возмущения
Рис. 1.1. Структурная схема предприятия как динамической системы
Можно установить общность различных предприятий строительной индустрии в использовании подобных или одинаковых по своей физической сущности технологических процессов, при автоматизации которых могут быть использованы общие принципы. Это положение иллюстрирует табл. 1.1.
Технологические процессы предприятий строительной индустрии связаны с использованием типового оборудования, основные задачи автоматизации которого указаны в табл. 1.2 [4].
Из перечня только основных задач автомотизации технологических процессов видно, насколько широк должен быть круг методов контроля, управления, регулирования и разнообразен комплекс технических средств и приборов автоматики, используемых на предприятиях строительной индустрии [4].
565
Таблица 1.1
Технологические процессы на предприятиях стройиндустрии
|
|
|
|
Предприятия для производства |
|
|
|||
Технологические процессы |
железобетонны изделийх |
товарного бетонаи раствора |
-древесно стружечных плит |
пластмассовых изделий |
Изделийиз минеральной ваты |
кровлимягкой |
металлических конструкций |
||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Складирование |
исходных |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
материалов |
|
|
|
|
|
|
|
|
|
Дробление, |
измельчение, |
– |
– |
+ |
– |
+ |
+ |
– |
|
сортировка |
|
|
|
|
|
|
|
|
|
Дозирование |
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
(взвешивание) |
|
|
|
|
|
|
|
|
|
Смешивание |
|
|
+ |
+ |
+ |
– |
+ |
+ |
+ |
Арматурно-сварочные |
+ |
– |
– |
– |
– |
– |
+ |
||
работы |
|
|
|
|
|
|
|
|
|
Транспортировка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
материалов, сырья и смесей |
|
|
|
|
|
|
|
||
к местам использования |
|
|
|
|
|
|
|
||
Формовка, |
вальцевание, |
+ |
– |
+ |
+ |
+ |
+ |
– |
|
прессование, уплотнение |
|
|
|
|
|
|
|
||
Тепловая обработка |
+ |
– |
+ |
+ |
+ |
+ |
+ |
||
Складирование |
готовой |
+ |
– |
+ |
+ |
+ |
+ |
+ |
|
продукции |
|
|
|
|
|
|
|
|
|
Учет сырья |
и |
готовой |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
продукции |
|
|
|
|
|
|
|
|
|
Примечание. Знаком « + » отмечены используемые технологические процессы на указанных предприятиях.
Таблица 1.2
Основные задачи автоматизации технологических процессов и оборудования
Технологические |
Типовое |
Основные задачи автоматизации |
процессы |
оборудование |
|
1 |
2 |
3 |
|
Бункер |
Контроль уровня материалов, |
|
|
автоматизация процессов загрузки и |
Складирование и учёт |
|
выгрузки |
исходных материалов |
Силосы |
Контроль уровня цемента, |
|
|
автоматизация процессов загрузки, |
|
|
выгрузки и перекачки |
|
Сбрасывающие |
Автоматическое управление |
|
тележки |
маятниковым движением в зоне |
|
|
загрузки |
566
|
|
Продолжение табл. 1.2 |
1 |
2 |
3 |
|
Реверсивные |
Автоматическое управление |
|
конвейеры |
перемещением и потоком материала |
|
Оборудование |
Контроль перемещения |
|
приёмки и |
железнодорожных вагонов, |
|
разгрузки |
автоматическое управление |
|
материалов |
маневровой лебёдкой и механизмами |
|
|
бурорыхлительной машины |
Дробление, |
Питатели |
Автоматический контроль |
измельчение и |
|
металлических включений, |
сортировка |
|
регулирование производительности |
|
Дробилки |
Автоматический контроль режима |
|
|
работы, давления масла, оптимизация |
|
|
процесса |
|
|
|
|
Грохоты |
Контроль гранулометрического |
|
|
состава готовой продукции, |
|
|
оптимизация процесса |
|
Дозаторы |
Автоматическое управление |
|
дискретного |
питателями, входными и выходными |
|
действия |
затворами |
Дозирование и |
|
|
взвешивание |
|
|
|
Дозаторы |
Автоматическое управление |
|
дискретного |
питателями, входными и выходными |
|
действия |
затворами |
Дозирование и |
Дозаторы |
Автоматическое регулирование |
непрерывного |
производительности |
|
взвешивание |
действия |
|
|
Конвейерные |
Автоматический контроль массы |
|
весы |
материала, движущегося в потоке |
|
Вагонные и |
Автоматический контроль массы |
|
автомобильные |
материала в железнодорожных вагонах |
|
весы |
и автотранспорте |
|
Смесители |
Автоматизация процессов загрузки, |
|
дискретного |
перемешивания и выгрузки |
Смешивание |
действия |
|
|
Смесители |
Автоматическая стабилизация |
|
непрерывного |
качества смеси |
|
действия |
|
|
Сварочные |
Автоматическая стабилизация и |
|
машины и |
контроль тока сварки. Программное |
|
аппараты |
управление последовательностью |
Арматурно-сварочные |
|
операций |
работы |
|
|
|
|
|
567
|
|
Окончание табл. 1.2 |
1 |
2 |
3 |
|
Намоточные |
|
|
машины |
Автоматическая стабилизация |
|
напряженной |
натяжения арматуры |
|
арматуры |
|
|
Автоматическа |
Программное управление линией и |
|
я поточная |
циклом сварки. Автоматическая |
|
линия для |
стабилизация тока сварки |
|
сварки |
|
|
арматурных |
|
|
сеток |
|
|
Конвейерный |
Контроль скорости, наличия |
Транспортировка |
транспорт |
материала, последовательное |
материалов, сырья и |
|
включение и отключение конвейеров |
смесей |
|
|
|
Пневматическ |
Контроль давления воздуха, |
|
ий транспорт |
последовательное включение и |
|
|
отключение пневматических устройств |
|
Самоходные |
Контроль перемещения, |
|
тележки |
автоматическое адресование в |
|
|
заданный пункт |
Формование, |
Вибрационная |
Автоматизация процессов укладки и |
вальцевание, |
установка |
виброуплотнения бетонной смеси |
прессование и |
Прессовальные |
Автоматическое управление |
уплотнение |
станки |
механизмом прессования и питателем |
|
Центрифуги |
Автоматическое управление |
|
|
приводом центрифуги и механизмами |
|
|
ложкового питателя |
Тепловая обработка |
Вибропрокатн |
Автоматический контроль и |
|
ые станки |
стабилизация температуры в |
|
|
непрерывной камере |
|
|
термовлажностной обработки |
|
Автоклавы |
Автоматический контроль и |
|
|
программное регулирование |
|
|
температуры и давления пара |
|
Пропарочные |
Автоматический контроль и |
|
камеры |
программное регулирование |
|
|
температуры в камере |
|
Кассетные |
Автоматический контроль и |
|
установки |
программное регулирование |
|
|
температуры пара |
Складирование и учет |
Мостовые |
Контроль перемещения, |
готовой продукции |
краны |
автоматическое управление |
|
|
передвижением моста, тележки и |
|
|
механизмов подъёма грузов |
568
1.3.Общие сведения об автоматизации производства
восновных производящих подотрослях стройиндустрии
1.3.1.Важнейшие технологические процессы и основы
их автоматизации
Как следует из табл. 1.1 и 1.2, для многих подотрослей стройиндустрии есть общие по функциональному назначению технологические процессы и часто они осуществляются на оборудовании, схожем по принципу действия и конструктивному исполнению.
Система управления, выбранная для достижения поставленной цели, в сочетании с комплексом технических средств для изменения, регулирования, сбора информации и человеком-оператором образует автоматизированную систему управления.
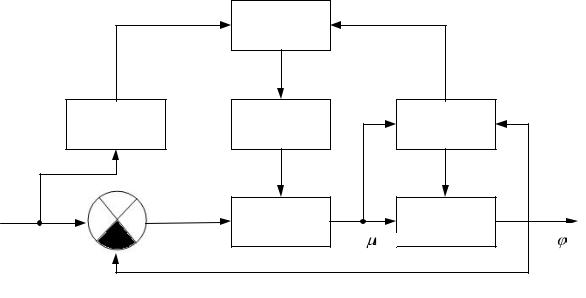
Успешное развитие кибернетики позволило применить в автоматических системах новый принцип управления, названный принципом адаптации (приспособления), более совершенный по сравнению с принципами управления по отклонению и по возмущению. Отличительные особенности этого принципа рассмотрим на примере самонастраивающейся автоматической системы управления (рис. 1.2), которая состоит из основной системы и дополнительных устройств. Основная система построена на принципе управления по отклонению и включает в себя объект управления (ОУ) и автоматическое управляющее устройство (АУУ). На вход системы вместе с полезным сигналом Ψ поступает сигнал помехи n(t). На объект управления действуют возмущения λ, а динамические характеристики его изменяются в широких пределах.
ЭВМ
УАС |
ИУ |
УАО |
|
U |
λ |
|
σ |
|
|
АУУ |
ОУ |
Ψ+n(t) |
Обратная связь |
|
|
|
Рис. 1.2. Структурная схема самонастраивающейся системы управления
569