

2399
.pdf
|
p |
2[ ] p (s c) . |
||||
|
|
D (s c) |
|
|||
|
|
|
|
|
||
4. делать выводы. |
|
|
|
|
|
|
С |
|
|
|
|
|
|
Последовательность проверочного расчета толщины стенки днища: |
||||||
1. Для неотбортованного эллиптического и полусферического днища |
||||||
(крышки) толщина стенки определяется по формуле [1, 2] |
||||||
|
sp1 |
pR |
, |
|||
где R – рад ус кр в зны, мм; |
2[ ] 0,5p |
|||||
|
|
|
|
|||
|
– коэффициент прочности, если крышка |
|||||
|
|
|
|
|
||
цельная, пр н маем φ= 1.
В случае отбортованного днища (крышки) [1, 2]
|
бА |
|||||
приэтом |
sp1 |
|
pD |
, |
||
|
2[ ] p |
|
||||
– для эллиптического днища; |
||||||
|
h1 0,8 |
D(s1 c) |
|
|
||
h 0,3 |
D(s c) |
– для полусферического днища. |
||||
1 |
1 |
|
|
|
|
|
Дляторосферического днищарасчетная толщинастенки вкраевойзоне |
||||||
равна |
|
|
|
|
pD 1 , |
|
|
|
|
sp1 |
|||
|
|
|
|
|
2[ ] |
|
|
|
|
Д |
|||
где β1 определяется по графику (рис. 5). |
|
|
||||
|
|
|
|
|
|
И |
|
|
Рис. 5. График для определения β1 |
||||
В случае, если торосферическое днище сварное, необходимо определить расчетную толщинустенки в центральной зоне по формуле[1,2]
11

|
|
|
|
|
sp1 |
|
|
|
|
|
|
pR |
|
|
|
. |
|
|
|||
|
|
|
|
|
2[ ] 0,5p |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
2.Во всех случаях должно соблюдаться условие обеспеченияпрочности |
||||||||||||||||||||
С |
|
|
|
s1 s p1 c . |
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
3. Допускаемое внутреннее избыточное давление оценивается |
||||||||||||||||||||
зависимостью [1, 2] |
|
|
|
|
|
|
2[ ] (s1 |
c) |
|
|
|
||||||||||
|
|
|
|
[p] |
. |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
избыточное |
|
|
|
|
R 0,5(s1 |
c) |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
Для торосфер ческого днища определяем допускаемое внутреннее |
||||||||||||||||||||
|
давлен е з условия прочности краевой зоныпо формуле[1, 2] |
||||||||||||||||||||
|
|
|
|
|
[p] 2[ ] (s1 c) |
, |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
бА |
||||||||||||||||||||
где |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D 2 |
|
|
|
|
|
|
|
для т па А: |
2 |
max{1,25; 0,25( |
|
|
D |
|
|
|
1)} |
; |
|
|
|
|
|
|||||
|
|
|
|
|
3 |
s1 c |
|
|
|
|
|
|
|||||||||
|
для типа B: 2 |
max{1,0; 0,12(3 |
|
D |
|
|
|
3,75)} ; |
|
||||||||||||
|
|
|
|
|
|
|
|
s1 c |
|
|
|
|
|
|
|||||||
|
для типа C: 2 max{0,9; 0,12(3 |
|
|
|
|
3,2)} . |
|
|
|
||||||||||||
|
|
|
D |
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
Д |
|||||||||||||
|
|
|
|
|
|
|
s1 c |
|
|
|
|
|
|
|
|
|
|
||||
|
Если торосферическое днище сварное, допустимое избыточное давление в |
||||||||||||||||||||
центральной зоне равно [1, 2] |
|
|
|
|
|
|
|
2[ ] (s1 |
c) |
|
|||||||||||
|
|
|
|
|
[p] |
|
|
|
|
|
c) |
. |
|||||||||
|
|
|
|
|
|
|
|
|
|
R 0,5(s1 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
И |
||
|
Допускаемое избыточное давление равно [1, 2] |
||||||||||||||||||||
|
|
|
|
|
[p] min{p ; p }. |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
|
|
|||||
Допускаемые напряжения для углеродистых и низколегированных сталей [1, 2, 3] приведены в табл. 1.
12

|
Допускаемые напряжения для углеродистых и низколегированных сталей |
Таблица 1 |
|||||||||||
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||
Расчетная температура стенки |
|
|
Допустимое напряжение ( ),МПа, длясталеймарок |
|
|||||||||
|
и |
|
|
|
|
20,20 К |
|
|
|
17ГС, |
|||
сосуда (аппарата), |
3 |
|
09 Г2С,16 ГС |
|
|
|
|
|
|||||
Ст |
|
|
толщина,мм |
|
|
|
10 |
10Г2, |
|
17Г1С, |
|||
до 20 |
свыше 20 |
|
до 32 |
|
свыше 32 |
до 160 |
|
09Г2 |
|
10Г2С1 |
|||
1 |
|
2 |
3 |
|
4 |
|
5 |
|
6 |
7 |
8 |
|
9 |
100 |
|
149 |
134 |
|
177 |
|
160 |
|
142 |
125 |
160 |
|
160 |
150 |
|
145 |
131 |
|
171 |
|
154 |
|
139 |
122 |
154 |
|
154 |
200 |
|
142 |
126 |
|
165 |
|
148 |
|
136 |
118 |
148 |
|
148 |
250 |
|
131 |
120 |
|
162 |
|
145 |
|
132 |
112 |
145 |
|
145 |
300 |
|
115 |
108 |
|
151 |
|
134 |
|
119 |
100 |
134 |
|
134 |
350 |
|
105 |
98 |
|
140 |
|
123 |
|
106 |
88 |
123 |
|
123 |
375 |
|
93 |
93 |
|
133 |
|
116 |
|
98 |
82 |
108 |
|
116 |
400 |
|
85 |
б85 122 |
|
105 |
|
92 |
77 |
92 |
|
105 |
||
410 |
|
81 |
81 |
|
104 |
|
104 |
|
86 |
75 |
86 |
|
104 |
420 |
|
75 |
75 |
|
92 |
|
92 |
|
80 |
72 |
80 |
|
92 |
430 |
|
71 |
71 |
|
86 |
|
86 |
|
75 |
68 |
75 |
|
86 |
440 |
|
- |
- |
|
78 |
Д |
60 |
67 |
|
78 |
|||
|
|
|
78 |
|
67 |
|
|||||||
450 |
|
- |
А- 71 71 61 |
53 |
61 |
|
71 |
||||||
460 |
|
- |
- |
|
64 |
|
64 |
|
55 |
47 |
55 |
|
64 |
470 |
|
- |
- |
|
56 |
|
56 |
|
49 |
42 |
49 |
|
56 |
480 |
|
- |
|
|
53 |
|
53 |
|
46 |
37 |
46 |
|
53 |
Примечания. |
|
|
|
|
|
|
|
И |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для расчетной температуры стенки 425 С.Для расчетной температуры стенки 475 С.
Для промежуточных расчетных температур стенки допускаемое напряжение определяют линейной интерполяцией с округлением результатов до 0,5 МПа в сторону меньшего значения.
Значениякоэффициентовпрочностисварныхшвов[1,2]приведенывтабл.2.
13
|
Значен я коэффициентов прочности сварных швов |
Таблица 2 |
|||
|
|
||||
|
|
|
|
||
Вид сварного шва |
|
Значение коэффициентов прочности сварных швов |
|||
ли |
|
|
|
||
Длина контролируемых швов от |
Длина контролируемых швовот |
||||
С |
|||||
общей длины составляет 100% |
общей длины составляетот 10до |
||||
|
|
50% |
|||
Стыковой или тавровый с двусторонн м |
|
|
|
||
сплошным проваром, выполняемый |
|
1,0 |
|
0,9 |
|
автоматической и полуавтомат ческой сваркой |
|
|
|
||
Стыковой с подваркой корня шва |
тавровый с |
|
|
|
|
двусторонним сплошным проваром, |
|
1,0 |
|
0,9 |
|
выполняемый вручную |
|
|
|
|
|
Стыковой, доступный сварке только с одной |
|
|
|
||
стороны и имеющий в процессе сварки |
|
|
|
||
металлическую подкладку со стороныбкорня шва, 0,9 |
|
0,8 |
|||
прилегающую по всей длине шва к основному |
|
|
|
||
металлу |
|
|
|
|
|
В тавр, с конструктивным зазором свариваемых |
Д |
0,65 |
|||
деталей |
|
0,8 |
|
||
А |
|
|
|||
Стыковой, выполняемый автоматической и |
|
|
|||
полуавтоматической сваркой с одной стороны с |
|
|
|
||
флюсовой или керамической подкладкой. |
0,9 |
|
0,8 |
||
Стыковой, выполняемый вручную с одной |
И |
||||
стороны |
|
||||
|
|
|
|
||
14
|
|
|
|
Исходные данные для расчета гладкой обечайки |
|
|
Таблица 3 |
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внут- |
Расче- |
Расч. |
|
Тол- |
|
Мате- |
|
Длина |
Высота |
Радиус |
|
Толщина |
Ном |
рен- |
тная |
внутр. |
|
|
риал |
|
Радиус |
стенки |
||||
темпе- |
збы- |
|
щ на |
|
|
контро |
отбор- |
кривиз- |
днищаs1,мм |
||||
ер |
ний |
|
|
обечай- |
Видсварного |
сопря- |
|||||||
вар- |
|
ратура, |
точное |
|
стенки |
ки,тол- |
шва |
лируе- |
товки |
ны |
жения, |
|
|
Сдиа- 0 |
о ечай- |
мого |
днища, |
днища, |
|
||||||||
та |
метр |
|
давлен е |
|
щина, |
|
мм |
|
|||||
|
в сосуде |
|
s, мм |
|
шва,% |
мм |
мм |
|
|||||
|
D,мм |
|
|
|
б |
|
|
|
|
|
|||
|
|
|
p,МПа |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
|
5 |
|
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
ки |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
Тавровыйс |
|
|
|
|
9мм; |
||
|
|
|
|
|
|
|
Ст3 |
двусторонним |
|
|
|
|
днище |
1 |
1536 |
20 |
1 |
7 |
|
|
сплошным |
100% |
0 |
2359 |
– |
(крышка) |
|
|
|
|
|
|
|
А |
|
|
|
|
цельные |
||
|
|
|
|
|
|
|
|
проваром, |
|
|
|
|
|
|
|
|
|
|
|
|
|
автомат |
|
|
|
|
|
|
|
|
|
|
|
|
|
Тавровыйс |
|
|
|
|
9мм; |
|
|
|
|
|
|
|
|
двусторонним |
От10% |
|
|
|
днище |
2 |
2114 |
20 |
0,2 |
6,5 |
|
16ГС |
сплошным |
до50% |
35 |
2008 |
359,38 |
(крышка) |
|
|
|
|
|
|
|
|
|
проваром, |
|
|
|
|
цельные |
|
|
|
|
|
|
|
|
Д |
|
|
|
||
|
|
|
|
|
|
|
|
ручнаясварка |
|
|
|
|
|
|
|
|
|
|
|
|
|
Стыковой |
|
|
|
|
10мм; |
3 |
2304 |
100 |
1,5 |
8,2 |
|
10Г2 |
односторонний, |
|
150 |
6635 |
– |
днище |
|
|
|
|
|
|
|
|
|
ручнаясварка |
100% |
|
|
|
(крышка) |
|
|
|
|
|
|
|
|
|
|
|
|
|
цельные |
|
|
|
|
|
|
|
|
В тавр,с |
И |
|
8 мм; |
||
4 |
1414 |
200 |
2 |
5,8 |
|
17ГС |
конструктив- |
От10% |
50 |
707 |
– |
днище |
|
|
|
|
|
|
|
|
|
ным зазором |
до50% |
|
|
|
(крышка) |
|
|
|
|
|
|
|
|
|
|
|
|
|
цельные |
|
|
|
|
|
|
|
|
Тавровыйс |
|
|
|
|
7,5мм; |
|
|
|
|
|
|
|
|
двусторонним |
|
|
|
|
днище |
5 |
1145 |
150 |
1,8 |
5,2 |
|
Ст3 |
сплошным |
100% |
20 |
1311 |
– |
(крышка) |
|
|
|
|
|
|
|
|
|
проваром, |
|
|
|
|
цельные |
|
|
|
|
|
|
|
|
ручнаясварка |
|
|
|
|
|
15
|
Контрольные вопросы и задания |
1. |
Привести классификацию обечаек. |
2. |
Как классифицируются днища (крышки)? |
3. |
По каким критериям осуществляется расчет прочности сосуда, работающего |
С |
|
под внутренним избыточным давлением? |
|
4. |
От каких параметров зависит расчетная толщина крышки? |
5. |
От чего зав с т вел ч на коэффициента прочности сварного шва? |
|
Библиографический список |
||
Стандартинформ |
|
||
1. Прав ла промышленной безопасности опасных производственных объектов, |
|||
на которых |
спользуется о орудование, работающее под избыточным давлением. – |
||
Введ.2014–25–03.–М. : |
, 2014. |
||
2. ГО |
бА |
||
Т Р 54522–2011. Сосуды |
|
аппараты высокого давления. Нормы и методы |
|
расчета на прочность. –Введ.2011–24–11.–М. : Стандартинформ, 2011. |
|||
3. ГОСТ Р 52857.2–2007. Сосуды и аппараты. Нормы и методы расчета |
|||
на прочность.–Введ.2007–27–12.–М. : Стандартинформ, 2007. |
|||
|
|
|
Д |
|
|
|
И |
16
Лабораторная работа №2
РАСЧЕТ НА ПРОЧНОСТЬ ГРУЗОЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ (СТРОПОВ)
Цель работы : освоение методов расчета на прочность грузозахватных приспособлений (стропов).
Основными |
||
СПро́чность– |
1. Теоретическая часть |
|
свойство материала сопротивляться разрушению под |
||
действием внутренн х напряжений, возникающих под воздействием внешних сил. |
||
войство конструкц |
выполнять назначение, не разрушаясь в течение заданного |
|
времени. |
бА |
|
|
|
|
пр ч намиаварийгрузоподъемныхмеханизмовявляются:
неудовлетвор тельная организация производства работ (подъем груза с превышен емгрузоподъемностиит.п.);
неправильнаястроповкагруза,нарушениесхемстроповкигрузов; применение для подъема груза непригодных съемных грузозахватных
приспособлений; допуск нео ученных ра очих к обслуживанию грузоподъемных
механизмов(ГПМ); |
Д |
|
|
|
|
неправильнаяустановкаГПМ; |
||
подтаскиваниегрузапринаклонномположениигрузовыхканатов; обрывгрузовыхканатов;
невыполнение требований инструкций и правил по безопасности при
эксплуатацииидругие. |
И |
Для выполнения такелажных работ, связанных с монтажом различного технологическогооборудованияиконструкций,применяютсястальныеканаты.
Грузозахватные приспособления должны удовлетворять следующим требованиям:
соответствоватьформегрузов; обеспечиватьихбыстрыйзахватиотдачу;
обеспечиватьнадежностьзахватагруза; иметьминимальнуюмассу; быть удобнымивэксплуатации;
быть максимально специализированными по видам грузов.
17
Способ строповки и конструкция стропа зависит:
– от габаритов и прочности поднимаемого элемента;
– расположения точек строповки на поднимаемом элементе;
– параметров грузоподъемного оборудования;
– условий подъема и др.
В процессе эксплуатации съемных грузозахватных приспособлений и
тары владелец должен периодически проводить их осмотр в следующие |
||
сроки: траверс, клещей |
других захватов тары – каждый месяц; стропов (за |
|
исключен ем редко |
спользуемых) – каждые 10 дней; редко используемых |
|
съемных грузозахватных приспособлений - перед выдачей их в работу. |
||
Соценке техн ческого состояния стальных канатов применяются |
||
следующ е методы контроля: |
||
а) в зуальный; |
|
|
б) инструментальный; |
||
в) деформац онный; |
||
При |
||
г) дефектоскоп я. |
|
|
Визуальный метод контроля состоит в осмотре каната по его длине и в |
||
местах его заделки |
на |
предмет наличия дефектов, определяемых глазом |
измерительногобАинструмента.
человека либо с помощью оптических средств.
Инструментальный метод контроля представляет собой замеры параметров стального каната (диаметра, износа наружных проволок, геометрических отклонений от прямолинейности и т.д.) с помощью
технического состоянии каната поДлинейным и угловым деформациям в процессе его эксплуатации при циклическом нагружении.
Деформационный метод контроля состоит в интегральной оценке
–характер и число обрывов проволок на фиксированнойИдлине, в том числе наличия обрывов проволок у концевых заделок;
–поверхностный и внутренний износ, поверхностная и внутренняя коррозия. При износе или коррозии, достигающих 40% и более первоначального диаметра проволок, канат должен быть забракован;
–местное уменьшение диаметра каната, включая разрыв сердечника; в результате поверхностного износа или коррозии на 7% и более по сравнениюДефектоскопический контроль (дефектоскопия) состоит в определении
18
с номинальным диаметром канат подлежит браковке даже при отсутствии видимых обрывов проволок.
Увеличение диаметра может иметь место у канатов с органическим сердечником, когда под воздействием влаги и низких температур разбухший сердечник замерзает, увеличивая наружный диаметр каната. При обнаружении увеличения диаметра на 7% канат подлежит браковке;
– уменьшен е площади поперечного металлического сечения проволок
каната (потери внутреннего сечения); |
|
|
||
обгорелости |
|
|
||
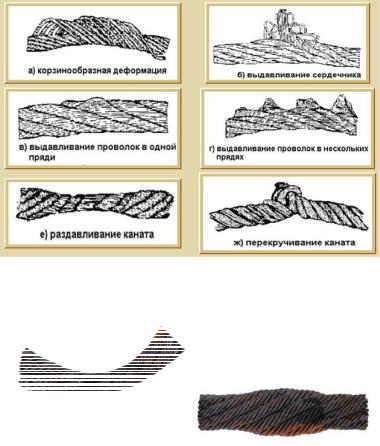
– деформац я в в де волнистости, корзинообразности, выдавливания |
||||
проволок |
прядей (выдавливание трех и более проволок на участке каната |
|||
Сдлиной 6d является основанием для раковки),раздавливания прядей, заломов, |
||||
перегибов,сплющ ван яподлине; |
|
|
||
– поврежден я в результате температурного воздействия. Повреждения в |
||||
результате |
обнаружен |
по наличию сажи, |
||
температурного воздействия |
определяются |
|||
|
, зменен |
цвета. Такие |
повреждения |
являются следствием |
воздейств ярасплавленногометалла,огня,сварочныхработиэлектрическоготока. |
||||
При |
|
в канатном стропе одной или нескольких |
||
|
|
А |
|
|
оборванных прядей строп к дальнейшей работе не допускается. |
||||
|
|
Д |
||
|
|
|
И |
|
Рис. 1. Виды деформаций канатов, исключающие их дальнейшее использование
Рис. 2. Перегиб каната |
Рис. 3. Местное увеличение |
|
диаметра каната |
19
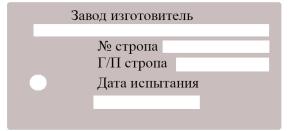
Не должны допускать к работе стропы без клейма (бирки) или с нечитаемым клеймом (рис. 4).
Р с. 4. Пр мер бирки на строп
тропподлеж т браковке,если будут обнаруженыследующиедефектыего |
|
С |
|
элементов: |
|
–трещ ны; |
|
–износповерхностиэлементовилиместныхвмятин,приводящихк |
|
уменьшен юплощадипоперечногосеченияна10%; |
|
водящие–деформац ,пр кизменениюпервоначальногоразмера |
|
элементастропа |
чем на5%; |
–обрывзвена; |
|
–изгибилиизноскрюкавзвене олее10%первоначальногоразмера; |
|
–удлинениеболеезвенацепи олее3%первоначальногоразмера; |
|
нагрузкой. Для этого по паспортуА, журналу или расчетом определяют предельную рабочую нагрузку. По рабочей нагрузке подбирается испытательная, равная 1,25 рабочей нагрузки. Во время испытания тарированный груз захватывают
–уменьшениедиаметрасечениязвенацепивследствиеизносаболее10%. Если стропы не за ракованы при внешнем осмотре, то их испытывают под
испытуемым стропом, приподнимают краном на высоту 200–300 мм от уровня |
|||||||
полаи выдерживаютнавесу10мин.Намногихзаводахсуществуют стационарные |
|||||||
|
|
|
|
И |
|||
испытательные стенды. Если после испытания не обнаруживается повреждений, |
|||||||
обрывов,трещин,остаточныхдеформацийД,тостропсчитаетсягодным. |
|
|
|||||
Результаты осмотра стропов заносятся в журнал осмотра стропов, форма |
|||||||
которогоприведенавтабл.1. |
|
|
Таблица 1 |
||||
|
|
Форма журнала осмотра стропов |
|||||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Условное |
Порядко- |
№ паспорта |
Кому, |
Дата последнего |
Заключение |
Ф.И.О., |
|
обозначение |
вый № |
на строп и |
куда и |
освидетельствования |
о |
должность |
|
стропа и |
стропа |
наименование |
когда |
стропа |
возможности |
и подпись |
|
наименование |
|
изготовителя |
направлен |
|
дальнейшей |
отв. лица |
|
стропа |
|
|
строп |
|
эксплуатации |
|
|
|
|
|
|
|
стропа |
|
|
20