

е р и я в н у т р и в у з о в с к и х См е т о д и ч е с к и х у к а з а н и й С и б А Д И
иМин стерство науки высшего образования Российской Федерации
Федеральное государственное юджетное о разовательное учреждение высшего образования « ибирск й государственный автомо ильно-дорожный университет (СибАДИ)»
Кафедраб«Тепловые двигатели и автотракторное электрооборудование»
ТЕХНИЧЕСКИЕ ЖИДКОСТИ ИАПОЛИМЕРЫ
Методические указания по выполнениюДпрактических работ
2-е изд., деривативное, дополненное
Составители: В.В. МаксимовИ, А.Л. ванов
Омск ▪ 2018
УДК 656.1 |
Согласно 436-ФЗ от 29.12.2010 «О защите детей от информации, при- |
ББК 39.3 |
|
Т38 |
чиняющей вред их здоровью и развитию» данная продукция марки- |
|
ровке не подлежит. |
СибАДИРецензент канд. техн. наук, доц. каф. «Э и РА» В.А. Лисин
Работа утверждена редакц онноздательским советом СибАДИ в качестве методических указаний.
Т38 Технические жидкости пол меры [Электронный ресурс] : методические указания по выполнению практических работ / сост. : В. В. Максимов, А. Л. Иванов. – 2-е зд., деривативное, дополненное. − (Серия внутривузовских методических указаний СибАДИ). – Электрон. дан. – Омск : С бАДИ, 2018. – URL: http://bek.sibadi.org/cgi-bin/irbis64r plus/cgiirbis_64_ft.exe. - Режим доступа: для авторизованных пользователей.
Изложены методические указания по выполнению практических работ «Технические жидкости и полимеры». Приведены методы использования клеев-герметиков при техническом обслуживании и текущем ремонте автомобильного подвижного состава.
Имеют интерактивное оглавление в виде закладок.
Предназначены для обучающихся всех форм по направлению бакалавриата «Энергетическое машиностроение».
Системные требования: Intel, 3,4 GHz 150 Мб; Windows XP/Vista/7;
DVD-ROM; 1Гб свободного места на жестком диске; программа для чтения pdf-файлов: Adobe Acrobat Reader; Foxit Reader
Техническая подготовка Е.В. Садина Издание втрое, деривативное, дополненное. Дата подписания к использованию 19.04.2018
Издательско-полиграфический комплекс , 644080, г.Омск, пр.Мира,5 РИО ИПК СибАДИ. 644080. г. Омск, ул. 2-я Поселковая, 1
© ФГБОУ ВО СибАДИ, 2018

Практическая работа № 1
Введение
В России эксплуатируется большое количество автотракторной, до- рожно-строительной и другой специальной техники, поэтому актуальным является снижение затрат и повышение надежности при проведении ТО и ТР автомобильного подвижного состава.
Анаэробные материалы применяются в автомобиле- и тракторостроен на протяжен уже более 50 лет. Первоначально они использовались только для стопорения и фиксации резьбовых соединений, затем
были разработаны высокопрочные анаэробные клеи, которые стали при- |
|
меняться в качестве конструкционных материалов при сборке силовых аг- |
|
С |
|
егатов, уже в конце 80-х гг. ХХ в. стали выпускаться высокопрочные |
|
термостойк е анаэро ные клеи. Номенклатура анаэробных клеев посто- |
|
янно расш ряется, |
сейчас они используются при изготовлении всех |
крупных агрегатов |
автомо илей и тракторов, в том числе двигателя, |
трансмисс, подвески рулевого управления.
века, без доступанаэробныйкислорода. означает, что такой материал отверждается только при полном отсутствии кислорода. В действительно-
Слово «анаэро ный» заимствовано из биологии, где оно применя-
лось к м кроорган змам, существующим, в том числе и в организме чело-
сти же для отвержденияАанаэро ных клеев необходимо одновременное наличие двух равнозначных условий: первое – контакт с металлом, второе
– отсутствие кислорода. Именно металлическаяДподложка является инициатором процесса отверждения, где уже на самой начальной его стадии резко увеличивается вязкость (т. е. начинается процесс гелеобразования), что способствует быстрому исчерпанию кислорода, ингибирующего по-
лимеризацию. |
И |
Бакалавр должен обладать компетенциями в области современных полимерных композиций для технического обслуживания, знать способы длительного сохранения работоспособности образцов техники, а также приобрести компетенции применения анаэробных материалов, чтобы обосновать применение того или иного материала для использования в определенных условиях эксплуатации, их классификацию, правила хранения, экологические свойства.
3
Технические жидкости и полимеры
1. КОНТРОВКА И ГЕРМЕТИЗАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
П р а к т и ч е с к а я р а б о т а № 1
КОНТРОВКА И ГЕРМЕТИЗАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Цель практ ческой работы: сформировать и закрепить знания по
разделу курса; пр обрести навыки и умения использовать современные |
|
рующ е составы в различных крепежных элементах, а также оп- |
|
С |
|
ределять х расход. |
|
герметиз |
|
Р с. 1. В ды резь овых |
клеев-герметиков |
Резьбовые анаэро ные клеи-герметики (рис. 1) предназначены для |
|
анаэробных |
|
А |
|
контровки (фиксации) и герметизации различных крепежных элементов (болты, винты, гайки и шпильки) и трубных соединений (труба-муфта, фитинги) со всеми видами стандартной (метрическая, трубная, коническая и т.п.) или нестандартной резьбы. КлеиД-герметики отлично работают в условиях статических нагрузок и вибрации, когда соединение постоянно испытывает переменные динамические нагрузки. Самоотвинчивание болтов, гаек и шпилек после отверждения исключается, а в сопряжении обеспечивается превосходная фиксация и герметизация элементовИ.
Клеи-герметики не вызывают коррозии металлов, сплавов и защитных покрытий как на самих резьбовых парах, так и на поверхностях детали, с которыми они могут контактировать в процессе сборки.
В массовом поточном производственное применение клеевгерметиков позволяет получить значительный экономический эффект уже только за счет того, что сборка резьбовых деталей производится без использования широкой номенклатуры традиционных стопорящих элементов различных типоразмеров:
1)гровер (пружинная шайба);
2)зажимная пружинная шайба;
3)контактная рифленая шайба;
4)контргайка;
4

|
|
|
Практическая работа № 1 |
5) |
многолапчатая шайба; |
|
|
6) |
пружинная зубчатая шайба; |
|
|
7) |
стопорная шайба; |
|
|
8) |
шплинт и т.д.; |
|
|
9) |
различные «подмотки» (рис. 2) для трубных соединений. |
||
С |
|
||
|
Конструкции, собранные с использованием клеев-герметиков, могут |
||
|
|
|
эксплуатироваться в широком |
|
и |
интервале температур в различ- |
|
|
ных агрессивных средах: в га- |
||
|
зах, растворах органических и |
||
|
|
|
|
|
неорганических веществ, рас- |
|
творах кислот и щелочей и |
|
нефтепродуктах (масло, бензин, |
резьбы |
|
|
дизтопливо, охлаждающая жид- |
|
кость − тосол, тормозная жид- |
Рис. 2. Подмотки для тру чатых соединений |
кость типа ДОТ и т.п.). |
|
|
Преимущества клеевой фиксации
Фиксация резь овых соединений является важной задачей, решае-
мой при сборке различных конструкций. Надежность резьбового соедине- |
|
ния влияет на долговечность изделия, от этого часто зависит человеческая |
|
|
Д |
жизнь. Поэтому вопросам качественной фиксации резьбовых соединений |
|
уделяется особое вниманиеА, и за долгие годы эксплуатации подобных со- |
|
единений выработались многочисленные решения этой важной проблемы |
|
(рис. 3). |
В состоянии покоя метрические резь- |
|
И |
|
бы, которые применяются во всех стан- |
дартных резьбовых соединениях, не могут самоотвинчиваться. Угол подъема такой резьбы значительно меньше угла трения. Однако в реальных конструкциях на резьбовое соединение действуют различные внешние силы, которые вызывают ослабление первоначального момента затяжки и приводят к самоотвинчиванию резьбы.
Ослабление резьбы связано с колебаниями сдвига соединяемых деталей, при которых болт изгибается, и витки болта скользят по виткам гайки. Так
5

Технические жидкости и полимеры
как для скольжения элемента витка в сторону затяжки требуется большая сила, чем для скольжения противоположного элемента витка в сторону ослабления, то создается вращающий момент развинчивания, в том числе,
когда колебания соединяемых деталей происходят в пределах касатель- |
|
ных контактных деформаций. Ослабление также связано с уменьшением |
|
С |
|
или местным снятием полезных сил трения в резьбе в результате последо- |
|
вательных поперечных сжатий и расширений витков от переменной осе- |
|
вой нагрузки |
зменен я температуры, от упругих колебаний вдоль оси |
винта, вызывающ х местное ослабление резьбы.
трения |
||
Все многообраз е применяемых конструктивных решений, позво- |
||
ляющих |
збегать самоотвинчивания резьбы, можно свести к следующим |
|
укрупненным методам ф ксации: |
||
1. |
По моменту |
я по торцу гайки (болта). |
2. |
б |
|
По моменту |
в резь е. |
|
3. |
По углу поворота гайки ( олта). |
|
4. |
Относ тельно олта (гайки) (рис. 4). |
|
5. |
Относ тельно корпуса конструкции. |
|
При реал зац |
первого метода фикса- |
|
ции, создаются конструкции резь овых соединений, позволяющие увеличить силы трения по торцу соединения. Это достигается
особой конструкцией крепежного элемента |
|
|
Д |
(например, винт с ребристым фланцем) или |
|
введением дополнительногоАэлемента в резь- |
|
бового соединения (рис. 5). |
Рис. 4. спользование шайб |
|
|
Рис. 5. Специальные |
И |
Рис. 6. Гайки |
|
контргайки |
со стопорными |
|
полиамидными кольцами |
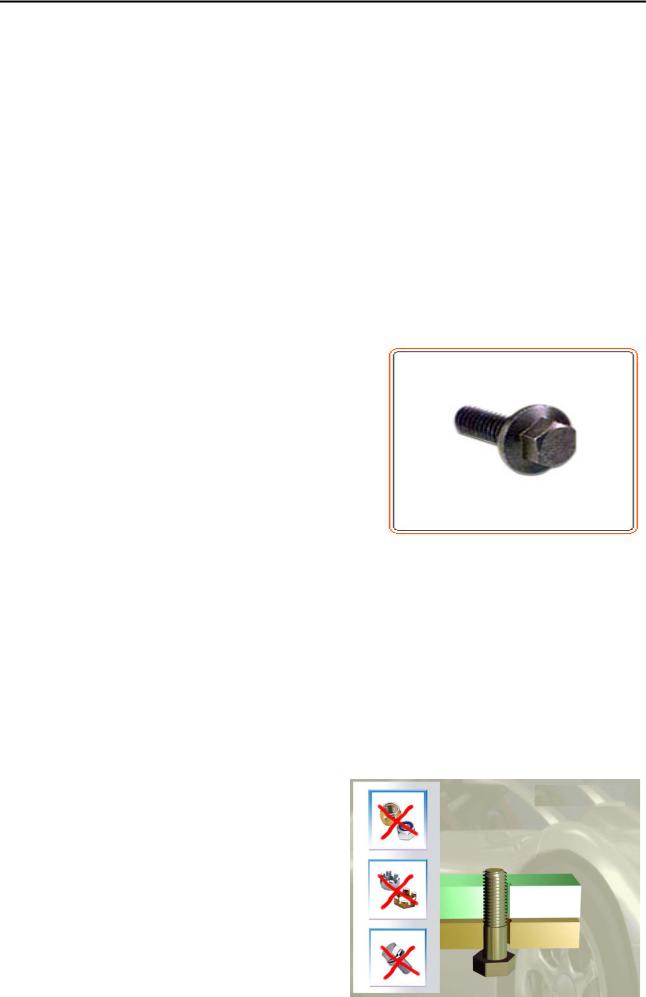
Изготовление специальных резьбовых крепежных деталей не нашло широкого применения в отечественной промышленности, так как подобные детали не внесены в ГОСТ, их применение требует значительных капиталовложений для осуществления процесса сборки.
Введение дополнительного элемента, увеличивающего трение между
6
Практическая работа № 1
корпусом конструкции и торцом резьбового элемента (болта или гайки), напротив широко применяется и на такие элементы выпущены ГОСТы и нормали. Отличительной особенностью применения такого метода является рекомендация взаимного стопорения резьбовой пары болт-гайка (рис. 6). Увеличение момента трения по торцу только гайки (только болта) значительно снижает вероятность надежной фиксации соединения, так как не исключает возможность проворота незафиксированного торца. Это может пр вести к самоотвинчиванию резьбового соединения под действием внешн х с л. Такую ф ксацию не применяют внутри изделия заполняя
пространство между в тками резьбы, адгезив способствует равномерному |
|
распределен ю нагрузки по длине резьбы. Адгезивные соединения обла- |
|
С |
|
дают способностью гас ть ви рацию, соединение становиться герметич- |
|
ным, |
возможность лю ой утечки. Необходимо отметить, что со- |
единение в этом случае надежно защищено от коррозии, которая приводит |
|
к выходу |
з строя резь овых соединений, работающих в агрессивных сре- |
дахисключая. Перспект вность пр менения адгезивных фиксаторов хорошо под- |
|
|
б |
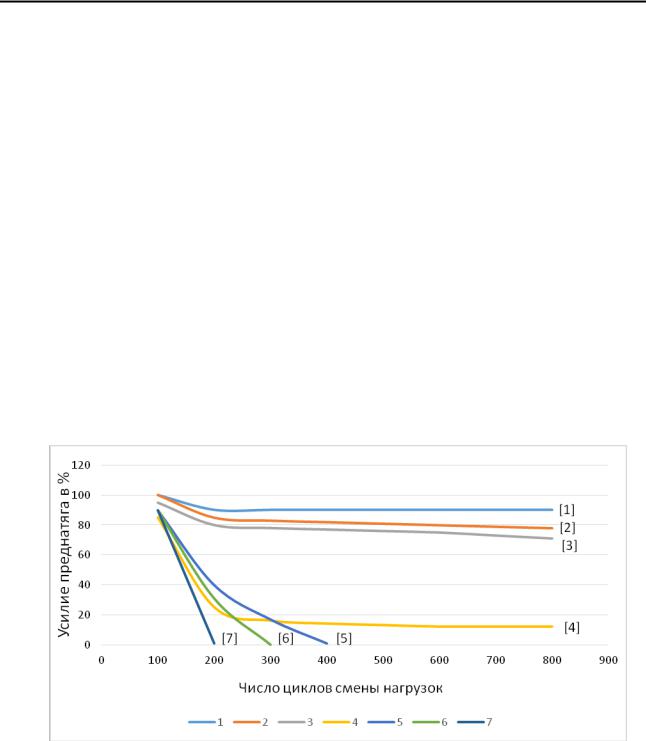
тверждается экспер ментальными данными. На рис. 7 представлены кри-
вые самоотв нч ван я разных резь овых соединений. А Д
Рис. 7. Зависимость усилия преднатяга от числаИциклов смены нагрузок: 1 − стандартный винт с адгезивной фиксацией;
2 − винт сцепления с ребристым фланцем;
3 − винт с пильчатым фланцем;
4 − гайка с полиамидным кольцом;
5 − болт с осесимметричной пружинной шайбой;
6 − болт с пружинной шайбой;
7 − стандартный незафиксированный болт
Для построения кривых сохранения усилия сжатия для представленных методов фиксации использован испытательный стенд для сравни-
7
Технические жидкости и полимеры
тельных испытаний различных резьбовых соединений (испытания на ударную нагрузку и вибрацию по Юнкеру). Пневматические молотки создают относительное перемещение нагруженных деталей со смещением в радиальном направлении относительно испытываемого болта. В то же время, существующая предварительная осевая нагрузка непрерывно измеряется в циклах. Таким образом, зафиксированный болт подвергался вертикальному давлению на установке с возможностью смещения точки приложения ус л я с помощью кулачка.
Нетрудно замет ть, что результаты испытаний, подобные клеевой
фиксации, показал р фленый фланцевый болт с уплотненной поверхно- |
||
стью (рис. 8). Однако он имеет ряд существенных недостатков: высокая |
||
С |
|
|
; относ тельно ольшой размер площади, необходимой для |
||
опорной поверхности фланца; неизбежное повреждение поверхностей |
||
фиксируемых деталей вокруг опорной поверхности болта. |
||
Пилообразные зу ч ки фланца |
|
|
врезаютсястоимостьв опорную поверхность скреп- |
|
|
ляемой детали. Опорные поверхности по- |
|
|
вреждаются в момент осла ления, ограни- |
|
|
чивая этим их дальнейшее использование. |
|
|
Детали с закаленнымиболтаповерхностями не |
|
|
могут быть надежно соединены, а для |
|
|
Рис. 8. Фланцевый болт |
|
|
хрупких деталей этот способ полностью |
|
|
|
|
|
неприемлем. Таким образом, адгезивная |
|
|
|
|
|
(клеевая) фиксация резьбовыхАсоединений – это перспективный процесс |
||
сборки, направленный на повышение качества соединения и его надеж- |
||
Д |
||
ность. Именно с применением адгезивных (клеевых) материалов в настоящее время связан прогресс в области сборочных работ.
Примеры контровки и герметизацииИсоединений
с метрической и трубной резьбой
Сборка болтового соединения со сквозным отверстием на примере применения клеев-герметиков АНАКРОЛ
1.Очистить резьбу болта и гайки от загрязнений.
2.Вставить болт в отверстие собираемого узла.
3.Выбрать клей-герметик тре-
буемой прочности.
8
Практическая работа № 1
С |
|
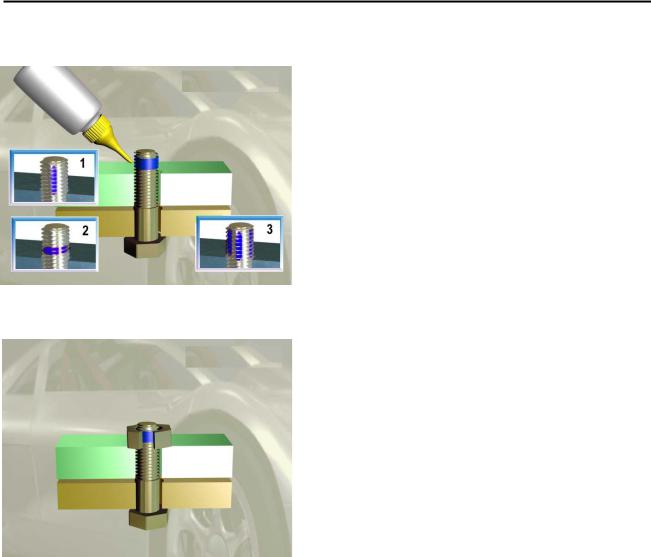
4. Нанести клей-герметик на резь- |
||||||
|
бовую часть болта одним из способов: |
|||||||
|
а) на высоту гайки; |
|
||||||
|
б) в виде непрерывной линии |
|||||||
|
|
|
||||||
|
|
|
вдоль резьбовой поверхности на всю ее |
|||||
и |
длину или часть (№1); |
|
||||||
в) на 2-3 витка резьбы (№2); |
|
|||||||
г) в виде 3 -х непрерывных линий |
||||||||
|
|
|
||||||
|
|
|
под углом около 120 вдоль резьбовой |
|||||
|
|
|
поверхности на всю ее длину или часть |
|||||
|
|
|
длины (№3). |
|
|
|||
|
б |
|
|
|
|
|||
|
|
|
5. Накрутить гайку и подтянуть ее. |
|
||||
|
|
А |
|
|||||
|
|
|
Д |
|
||||
Расчет расхода клея-герметика при герметизации резьбовых соеди- |
||||||||
нений: |
|
|
|
|
И |
|||
|
|
V = 3,14L D h N |
|
k |
; |
(1) |
||
|
|
1000 |
||||||
|
|
|
|
|
|
|||
|
|
|
M =V ρ, |
|
|
|
(2) |
|
где V − расход клея-герметика, мл; M − расход клея-герметика, г;
L − длина склейки, мм. Для болтовых соединений принимается равной высоте гайки (ГОСТ 6915-70);
D − диаметр резьбы, мм;
h − толщина клеевого слоя в резьбовом зазоре: 0,1 мм (для М3-М8), 0,2 мм (для М10-М27), 0,3 мм (для М30-М48);
N − количество склеиваемых поверхностей, N = 2;
k − практический поправочный коэффициент, k = 1,3;
ρ − плотность анаэробного клея-герметика, (1,03 – 1,15 г/см3).
9
Технические жидкости и полимеры
Таблица 1
|
D |
|
L |
|
D |
|
L |
|
|
|
|
|
|
|
|
|
|
|
М6 |
|
5 |
|
М22 |
|
18 |
|
|
|
|
|
|
|
|
|
|
|
М8 |
|
6,5 |
|
М24 |
|
19 |
|
|
|
|
|
|
|
|
|
|
|
М10 |
|
8 |
|
М27 |
|
22 |
|
|
|
|
|
|
|
|
|
|
|
М12 |
|
10 |
|
М30 |
|
24 |
|
|
|
|
|
|
|
|
|
|
|
М14 |
|
11 |
|
М36 |
|
29 |
|
|
|
|
|
|
|
|
|
|
|
М16 |
|
13 |
|
М42 |
|
34 |
|
|
|
|
|
|
|
|
|
|
|
М18 |
|
15 |
|
М48 |
|
38 |
|
С |
|
|
|
|
|
|
|
|
|
М20 |
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
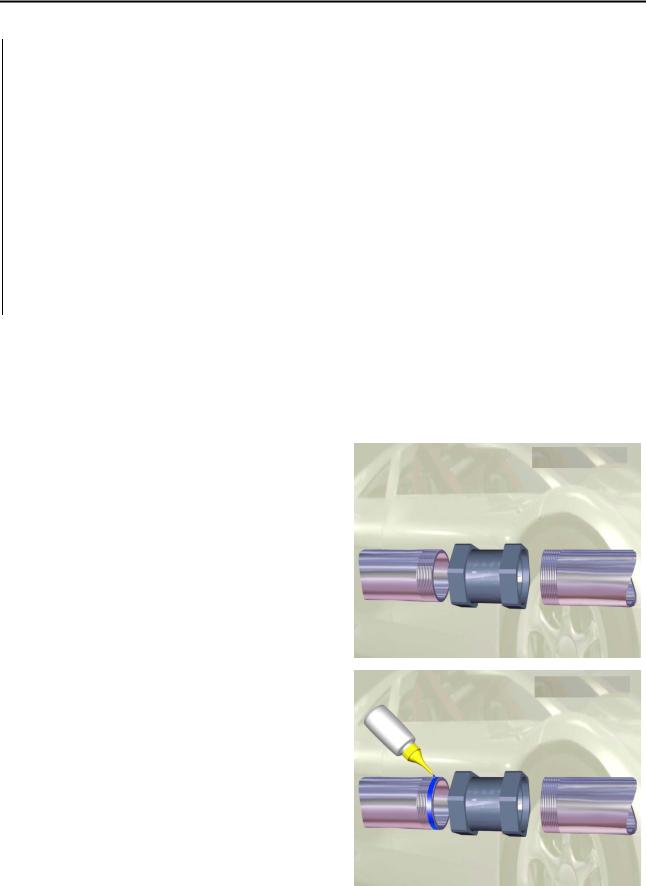
1. Очистить резьбутру ы и муфты |
от |
|
|
|
|||
|
и |
С орка стандартных фитингов – труб, |
||||||
|
|
гидравлики или воздуховодов |
||||||
|
|
на пр мере применения клеев-герметиков АНАКРОЛ |
||||||
|
|
|
|
|
и прокладки АНАКРОЛ-500 |
|||
|
|
|
А |
|||||
|
загрязнений, остатков других уплотни- |
|
|
|
||||
|
телей. |
|
|
Д |
||||
|
|
|
|
|
||||
|
2. Нанести клей-герметик кольцом на |
И |
||||||
|
переднюю резьбовую |
часть |
первой |
|||||
|
трубы. |
|
|
|
||||
|
Замечание: |
|
|
|
||||
−для лучшей герметизации материал должен полностью заполнить впадины в резьбе;
−рекомендуется наносить клейгерметик на 2-3 первых витка резьбы;
−в зависимости от размера резьбы на-
носится такое количество клея-герметика, которое будет достаточно для достижения требуемого усилия демонтажа и обеспечения герметизации,
10
Практическая работа № 1
|
|
|
|
|
но чем больше нанесено клея- |
|||||
|
|
|
|
|
герметика по длине резьбы и чем |
|||||
С |
|
|
|
больше диаметр резьбы, тем выше уси- |
||||||
|
|
|
лие, необходимое при разборке соеди- |
|||||||
|
|
|
нения. |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
и |
3. Накрутить муфту на трубу. Не пере- |
||||||||
|
|
|
|
|
тягивать! |
|
|
|
||
|
|
|
|
|
4. Нанести клей-герметик кольцом на |
|||||
|
трубы |
|
|
|
||||||
|
|
|
|
|
переднюю резьбовую часть второй |
|||||
|
|
|
|
|
5. Накрутить трубу на муфту. Не пере- |
|||||
|
|
|
|
|
тягивать! |
|
|
|
||
|
|
|
|
|
6. Оставить собранный узел в покое на |
|||||
|
|
А |
|
|
||||||
|
|
|
|
|
3−24 часа. |
|
|
|
||
|
|
|
|
|
7. Провести «опрессовку» соединения. |
|||||
|
Выбор материала |
|
|
|
|
|
|
|
Таблица 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
для контровки или герметизации |
|
|
|
|
|
|
|
||
|
на примере применения клеев-герметиков |
Н КРОЛ |
|
|
||||||
|
|
|
|
|
|
|
|
|
||
|
Обычное применение |
|
Раз- |
Подходящая |
Цвет |
Вязкость |
Спецификация |
|
||
|
|
борка |
|
резьба |
|
(см. приложение1) |
|
|||
|
1 |
|
2 |
|
3 |
|
И |
|
||
|
|
|
Д4 5 6 |
|
||||||
|
Мелкий регулировочный и |
|
|
|
|
|
|
|
|
|
|
легко демонтируемый кре- |
1 |
|
до М6 |
|
синий |
средняя |
АНАКРОЛ 2032 |
|
|
|
пеж. Алюминий, латунь, |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
сплавы меди |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проникающий клей- |
|
|
|
|
|
|
|
|
|
|
герметик для предвари- |
|
1 |
|
до М6 |
|
зеленый |
низкая |
АНАКРОЛ 204 |
|
|
тельно собранного крепежа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 Здесь и далее под Приложением понимаетсяКАТАЛОГ ДЕТАЛЕЙ АВТОМОБИЛЕЙ.
11
Технические жидкости и полимеры
|
|
|
|
|
|
|
|
|
|
Окончание табл. 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
2 |
|
3 |
4 |
5 |
6 |
|
|
Регулировочные винты, |
|
|
|
|
|
|
|
|
||
|
винты с потайной головкой |
|
|
|
|
|
|
|
|||
|
и установочные винты на |
|
|
|
|
|
|
|
|
||
С |
|
|
|
|
|
|
|
|
|||
|
муфтах, шкивах, резцедер- |
|
|
|
|
|
|
|
|||
|
жателях и регуляторах, в т. |
1 |
|
до М20 |
красный |
средняя |
АНАКРОЛ 2051 |
|
|||
|
ч. и на металлах с н |
зкой |
|
|
|
|
|
|
|
|
|
|
прочностью (алюм н й, |
|
|
|
|
|
|
|
|
||
|
при |
|
|
|
|
|
|
||||
|
латунь), которые могут |
|
|
|
|
|
|
|
|
||
|
лопнуть |
разборке |
|
|
|
|
|
|
|
|
|
|
Контровка |
гермет |
зац я |
|
|
|
|
|
|
|
|
|
металлическ х г дравл че- |
|
|
|
|
|
|
|
|||
|
|
обле |
|
|
|
|
|||||
|
ских и пневмат ческ х со- |
3 |
|
до М36 |
красный |
средняя |
АНАКРОЛ 2052 |
|
|||
|
единений. Имеет смазы- |
|
|
|
|
|
|
|
|
||
|
вающий эффект, |
г- |
|
|
|
|
|
|
|
|
|
|
чающий сборку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
|
|
|
||||
|
Грубая резьба. Позициони- |
|
|
|
|
|
|
|
|||
|
рование клапанов и флан- |
|
|
|
|
|
|
|
|
||
|
цев. Герметизация колпач- |
|
1 |
до М80 (3") зеленый |
высокая |
АНАКРОЛ 2033 |
|
||||
|
ковых и пробковых заглу- |
|
|
|
Д |
|
|||||
|
шек, водяных насосов, сту- |
|
|
|
|||||||
|
пиц колес, монтаж валов |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
|
Герметик общего назна- |
|
|
|
|
|
|
|
|
||
|
чения и в случаях, когда |
|
|
|
|
крас- |
геле- |
|
|
||
|
нужна легкая разборка на |
|
3 |
|
до 3" |
|
|
||||
|
|
|
ный |
образ- |
АНАКРОЛ 3011 |
|
|||||
|
трубах с большим диа- |
|
|
|
|
|
ный |
|
|
||
|
метром |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Герметик общего назна- |
|
|
|
|
|
|
|
|
||
|
чения со смазывающим |
|
|
|
|
|
геле- |
|
|
||
|
эффектом для конусной и |
|
3 |
|
от 1/4" |
крас- |
|
|
|||
|
обычной резьбы. На тру- |
|
|
ный |
образ- |
АНАКРОЛ 3011 |
|
||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
ный |
|
|
|
бе 3/8" выдерживает дав- |
|
|
|
|
И |
|
||||
|
ление до 207 бар |
|
|
|
|
|
|
|
|
|
|
|
Герметизация резьбовых |
|
|
|
|
|
|
|
|
||
|
соединений с зазором до |
|
|
|
|
корич- |
сред- |
|
|
||
|
0,1 мм. Выдерживает |
|
1 |
|
- |
невый |
АНАКРОЛ 500 |
|
|||
|
давление до 34 |
|
|
|
|
|
|
няя |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
МПа (351,5 кгс/см2) |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
12

Практическая работа № 1
Прочность соединения – низкая
Примечания:
а) ручной инструмент. Если соединение не разбирается, то прогреть место склейки до +250 °С и сразу разобрать;
Сся, однимз на более важных этапов работы.
б) возможно понадобится прогрев при +250 °С и горячий демонтаж;
в) если ручная разборка не получается или диаметр ≥ 1", то прогреть место склейки до +250 °С и сразу разобрать.
Прав льный выбор материала при проектировании |
нового изделия |
или при модерн зац уже серийно выпускаемых узлов и |
деталей, являет- |
Задание
1. Определ ть расход герметика при сборке крышки головки с головкой дв гателя Лады. (См. приложение 1)
единений плоскбх поверхностей.
2. Пр мечан е: определять расход при герметизации резьбовых со-
3.Определ ть расход герметика при сборке передней крышки с блоком цилиндров Лада. (См. приложение 1)
4.Примечание: определять расход при герметизации резьбовых соединений и плоских поверхностей.
5.Определить расход герметика при монтаже впускных коллекторов на головках блока. (См. приложение 1)
6.Примечание: определять расход при герметизации резьбовых соединений и плоских поверхностей.
7.. Определить расход клея герметика при фиксация болтов и шпилек корпуса заднего моста.
8.. Определить расход клея герметика при герметизация болтов корпуса задней оси.
9.Определить расход клея герметика при фиксация шпилек осевой
опоры.
10.Определить расход клея герметика при фиксации болтов крепления кожуха заднего моста к его корпусу.
11.Определить расход клея герметика при фиксация шпилек (болтов) крепления сцепления к коробке передач.
12.Определить расход клея герметика при контровки регулировочного болта на цилиндре сцепления.
13.Определить расход клея герметика при фиксации болтов крепления двигателя. И
13

Технические жидкости и полимеры
|
|
|
|
|
|
|
Пример |
|
|
|
|
|
|
|
|
Задание № 1 |
|
1. |
Найти конструкцию узла в приложении. |
|||||||
2. |
Определить количество болтов (шпилек), диаметр ввертной части, |
|||||||
длину ввертной части. |
|
|
|
|
|
|
||
3. |
Принять толщину наносимого слоя клея герметика согласно реко- |
|||||||
мендации. |
|
|
|
|
|
|
||
4. |
Пр нять дл ну склейки согласно ГОСТ 6915-70. |
|||||||
5. |
Выч сл ть расход клея герметика по формуле |
|||||||
При |
|
|
|
k |
|
|||
СV = 3,14L D h N |
|
. |
||||||
1000 |
||||||||
|
анаэробные |
|
|
|||||
|
|
|
|
|
||||
|
выполнен задания воспользоваться приложением 1. |
|||||||
|
|
|
|
|
|
|
Вопросы |
|
1. |
|
А |
||||||
Для чего предназначены |
|
клеи-герметики? |
||||||
2. |
Преимущества, возникающие при использовании клеев-герметиков. |
|||||||
3. |
Экономический эффект, возникающий при использовании. |
|||||||
4. |
Где могут использоваться конструкции, собранные с использовани- |
|||||||
ем клеев-герметиков? |
|
Д |
||||||
5. |
В каких условиях работают резьбовые соединения, и какие методы |
|||||||
фиксации резьбовых соединений применяются в машиностроении? |
||||||||
6. |
Как определяется расход клея-герметика? |
|||||||
|
|
|
|
|
|
И |
||
14