

Торцовая фреза
![]() На
рис. 83 показана торцовая фреза в процессе
резания. В отличие от цилиндрической
торцовая фреза снимает каждым зубом
стружку, которая имеет почти постоянную
толщину при прямоугольной форме сечения.
Благодаря этому усилие при торцовом
фрезеровании остается более постоянным,
чем при цилиндрическом, где оно меняется
вместе с изменением толщины стружки.
На
рис. 83 показана торцовая фреза в процессе
резания. В отличие от цилиндрической
торцовая фреза снимает каждым зубом
стружку, которая имеет почти постоянную
толщину при прямоугольной форме сечения.
Благодаря этому усилие при торцовом
фрезеровании остается более постоянным,
чем при цилиндрическом, где оно меняется
вместе с изменением толщины стружки.![]() При
фрезеровании торцовой фрезой, как это
видно из сравнения рис. 83 и 81, в резании
одновременно находится большее количество
зубьев, чем при фрезеровании цилиндрической
фрезой. Это создает более постоянное
усилие на шпинделе станка. Поэтому
работа при торцовом фрезеровании
происходит спокойнее, чем при
цилиндрическом, т. е. с меньшими вибрациями
и почти без ударов, что является
преимуществом торцового фрезерования
перед цилиндрическим.
При
фрезеровании торцовой фрезой, как это
видно из сравнения рис. 83 и 81, в резании
одновременно находится большее количество
зубьев, чем при фрезеровании цилиндрической
фрезой. Это создает более постоянное
усилие на шпинделе станка. Поэтому
работа при торцовом фрезеровании
происходит спокойнее, чем при
цилиндрическом, т. е. с меньшими вибрациями
и почти без ударов, что является
преимуществом торцового фрезерования
перед цилиндрическим.![]() Если
учесть, что для фрезерования плоскостей
обычно применяют фрезы со вставными
ножами, снабженными пластинками твердого
сплава, который очень чувствителен к
вибрациям и ударам, то преимущества
торцового фрезерования станут более
очевидными.
Если
учесть, что для фрезерования плоскостей
обычно применяют фрезы со вставными
ножами, снабженными пластинками твердого
сплава, который очень чувствителен к
вибрациям и ударам, то преимущества
торцового фрезерования станут более
очевидными.![]() При
фрезеровании торцовой фрезой резание
производят зубья, расположенные на
цилиндрической поверхности фрезы,
торцовые же зубья только заглаживают
обработанную поверхность. Поэтому
поверхности, обработанные торцовой
фрезой, получаются более чистыми, чем
поверхности, обработанные цилиндрической
фрезой.
При
фрезеровании торцовой фрезой резание
производят зубья, расположенные на
цилиндрической поверхности фрезы,
торцовые же зубья только заглаживают
обработанную поверхность. Поэтому
поверхности, обработанные торцовой
фрезой, получаются более чистыми, чем
поверхности, обработанные цилиндрической
фрезой.![]() Преимущества
торцового фрезерования определяют
предпочтение этого вида обработки
плоскостей во всех случаях, когда ширина
фрезеруемой поверхности превышает
100—125мм.
Преимущества
торцового фрезерования определяют
предпочтение этого вида обработки
плоскостей во всех случаях, когда ширина
фрезеруемой поверхности превышает
100—125мм.![]() Ввиду
преимущества торцовой фрезы необходимо
в каждом отдельном случае фрезерования
плоскостей прежде всего убедиться,
нельзя ли произвести эту обработку
методом торцового фрезерования.
Ввиду
преимущества торцовой фрезы необходимо
в каждом отдельном случае фрезерования
плоскостей прежде всего убедиться,
нельзя ли произвести эту обработку
методом торцового фрезерования.
Возможный брак при фрезеровании плоскостей
![]() К
возможным случаям брака, кроме несоблюдения
размера по чертежу, относится несоответствие
качества обработки чистоте поверхности,
например
К
возможным случаям брака, кроме несоблюдения
размера по чертежу, относится несоответствие
качества обработки чистоте поверхности,
например![]() 3,
предписанной чертежом.
3,
предписанной чертежом.![]() Одной
из причин этого может быть затупление
или биение фрезы, что вызывает волнистую
поверхность обработки. Другой причиной
может оказаться слишком большая подача
на один зуб фрезы; достаточно увеличить
число оборотов или уменьшить минутную
подачу, чтобы устранить этот недостаток.
Одной
из причин этого может быть затупление
или биение фрезы, что вызывает волнистую
поверхность обработки. Другой причиной
может оказаться слишком большая подача
на один зуб фрезы; достаточно увеличить
число оборотов или уменьшить минутную
подачу, чтобы устранить этот недостаток.![]() Чаще
этот брак происходит от явления, которое
называют подрезанием. Иногда приходится
останавливать подачу, когда проход еще
не закончен. Как бы аккуратно ни была
заточена фреза, она всегда несколько
бьет во время работы. Кроме того, оправка
во время работы несколько пружинит
вследствие усилия резания. Поэтому,
если остановить подачу в то время, когда
фреза еще продолжает вращаться, она
врежется в металл несколько глубже в
том месте, которое окажется под фрезой
в момент выключения подачи (рис. 97)
Чаще
этот брак происходит от явления, которое
называют подрезанием. Иногда приходится
останавливать подачу, когда проход еще
не закончен. Как бы аккуратно ни была
заточена фреза, она всегда несколько
бьет во время работы. Кроме того, оправка
во время работы несколько пружинит
вследствие усилия резания. Поэтому,
если остановить подачу в то время, когда
фреза еще продолжает вращаться, она
врежется в металл несколько глубже в
том месте, которое окажется под фрезой
в момент выключения подачи (рис. 97)
.

![]() Такое
подрезание поверхности во время чистового
прохода является серьезным пороком
обработки, так как оно заметно даже при
глубине 0,05—0,07мм. Исправить этот
порок можно лишь добавочным проходом,
подняв стол на высоту, соответствующую
глубине подрезания.
Такое
подрезание поверхности во время чистового
прохода является серьезным пороком
обработки, так как оно заметно даже при
глубине 0,05—0,07мм. Исправить этот
порок можно лишь добавочным проходом,
подняв стол на высоту, соответствующую
глубине подрезания.
Фрезерование уступов, прямоугольных пазов и канавок. Отрезные работы фрезерование уступов и пазов
![]() В
машиностроении часто встречаются
плоские детали, имеющиеуступыс
одной, двух, трех и даже четырех сторон.
В качестве примера на рис. 122, а показана
призма для установки цилиндрических
деталей при фрезеровании, имеющая два
уступа.
В
машиностроении часто встречаются
плоские детали, имеющиеуступыс
одной, двух, трех и даже четырех сторон.
В качестве примера на рис. 122, а показана
призма для установки цилиндрических
деталей при фрезеровании, имеющая два
уступа.
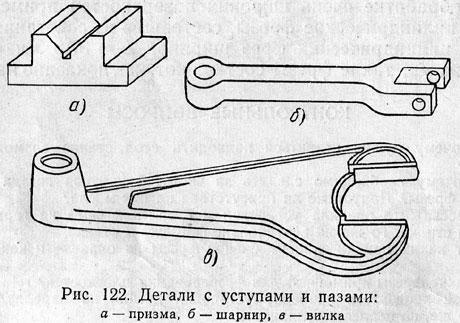
![]() Уступ,
замкнутый с обоих боков, называютпазом.
Пазы могут бытьпрямоугольныеифасонные. На рис. 122, б показана деталь
с прямоугольным пазом, а на рис. 122, в —
вилка с фасонным пазом.
Уступ,
замкнутый с обоих боков, называютпазом.
Пазы могут бытьпрямоугольныеифасонные. На рис. 122, б показана деталь
с прямоугольным пазом, а на рис. 122, в —
вилка с фасонным пазом.