

6. Резьбообразующий инструмент. Плашка. Конструктивные и геометрические параметры. Принцип работы.
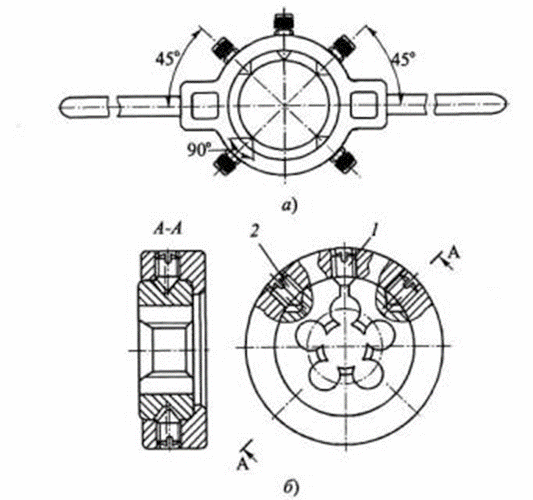
Резьбонарезной инструмент – это режущий инструмент, который применяется для формообразования резьбы на различных деталях и материалах Пла́шка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке). Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
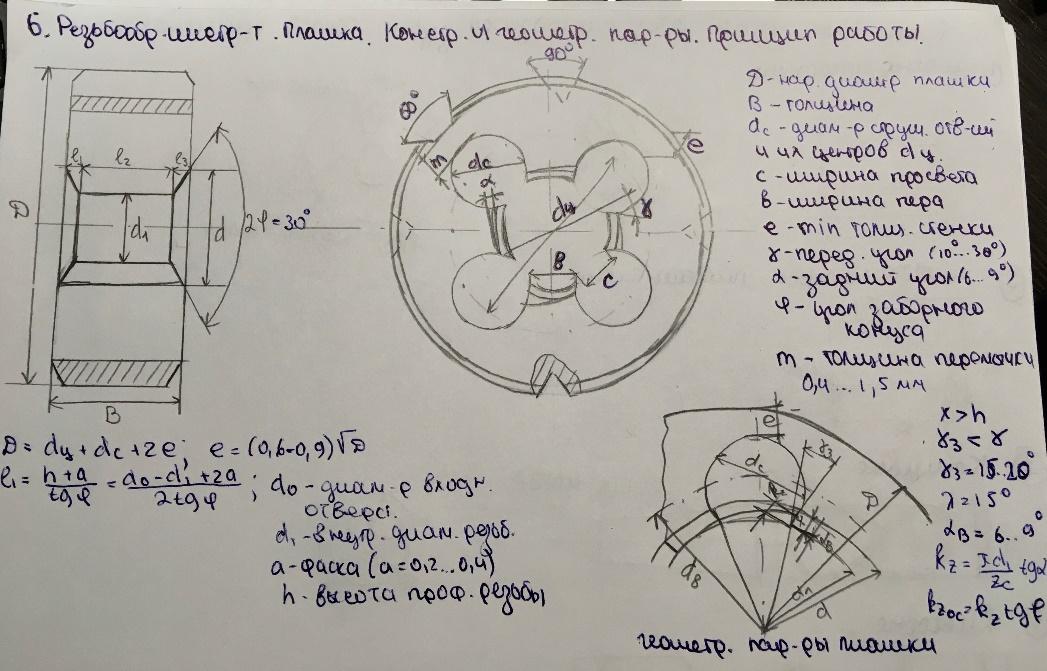
Плашка закрепляется в плашкодержателе с помощью винтов и центрируется на заготовке. При повороте рукоятки плашкодержателя плашка начинает наворачиваться на заготовку, и первые режущие витки врезаются в материал. Далее при вращении инструмента только заборная часть режет металл, а остальные витки уже следуют «по накатанной» и лишь доводят резьбу. При вращении плашки после каждого оборота делают пол-оборота в обратном направлении, чтобы удалить стружку и добиться более аккуратного нарезания.
7. Безвольфрамовые и сверхтвердые инструментальные материалы. Область применения. Химический состав.
|
Марка сплава |
Состав сплава, % |
||||
|
Карбиды титана и ниобия |
Карбонитриды титана |
Карбиды титана |
Никель |
Молибден |
|
|
ТМ-1 |
90 |
– |
– |
5 |
5 |
|
ТМ-3 |
64 |
– |
– |
21 |
15 |
|
ТН-20 |
– |
– |
79 |
15 |
6 |
|
КНТ-16 |
– |
74 |
– |
19,5 |
6,5 |
В связи с дефицитом W появились так называемые безвольфрамовые твердые сплавы. Основой их является карбиды титана и ниобия или карбонитриды TiNC; а связкой - Ni или Мо. Эти сплавы имеют высокую теплостойкость, низкую теплопроводность, но имеют высокую твердость (HRA 89-90). Они применяются для чистовой и получистовой обработки. Стойкость инструментов из этих сплавов в1,5 раза выше, чем из Т15К6.
8. Требования к режущим инструментам автоматизированного производства. Привести примеры.
Требования: 1. Обеспечение работоспособного состояния – состояния при котором возможна обработка резанием:определяется материалом режущей части, мех. свойствами инструментального материала; геометрическими параметрами режущей части. 2. Обеспечение требуемой точности и качества обработки: конструкцией инструмента, его геометрическими параметрами, формой и шероховатостью режущих кромок.Зависит от схемы резания, последовательности и условий обработки. 3. Обеспечение максимальной возможной производительности: определяется режимом резания (это совокупность значений скорости, подачи или скорости подачи, и глубины резания); материалом режущей части, её геометрическими параметрами, конструкцией инструмента (суммарной длинной режущих кромок, одновременно участвующих в работе); зависит от способов формирования и отвода стружки, тепла и др. 4. Технологическое изготовление инструмента с учётом максимально возможного числа заточек и подналадок. 4. Минимально возможная стоимость инструмента и затрат на эксплуатацию. 5. Экономическая эффективность зависит от периода стойкости и удельных или приведённых затрат на единицу продукции. 6. К инструменту, предназначенному для работы в условиях гибких производительных систем, предъявляются дополнительные требования.
Если, например, резец будет быстро изнашиваться и его понадобится часто подналаживать, эффект автоматизации, связанный с применением программного управления, значительно снизится, а то и вовсе будет сведен к нулю. Или другой пример: если развертка не обладает достаточной жесткостью, обеспечить высокую точность позиционирования при использовании развертки невозможно.
9.
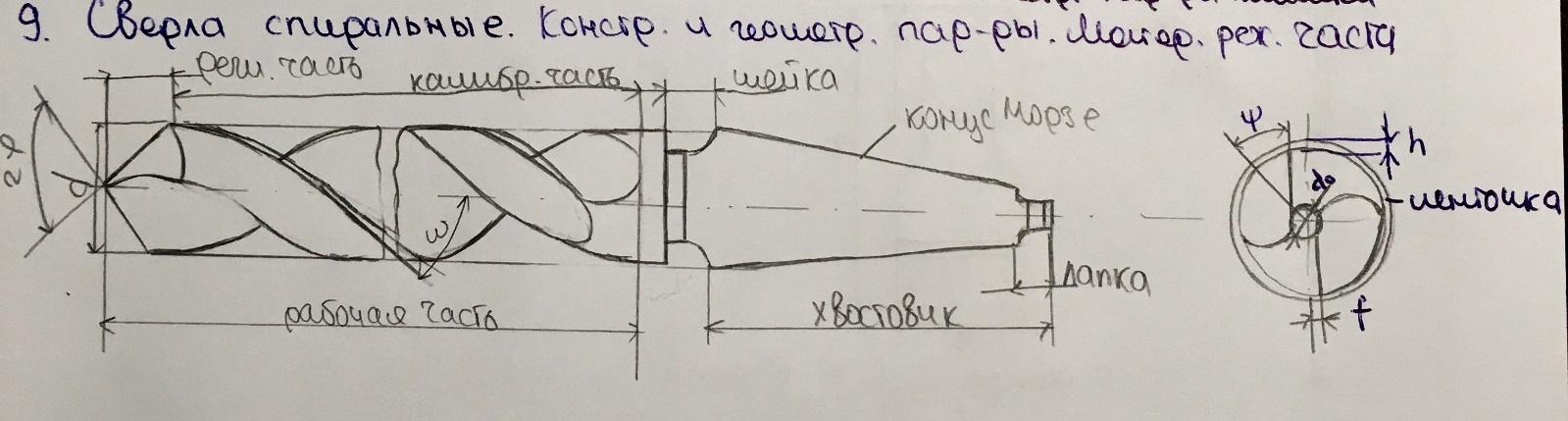
Сверла спиральные. Конструктивные и
геометрические параметры. Материал
режущей части.
Из
всех известных конструкций сверл
спиральные сверла нашли наибольшее
применение благодаря следующим
достоинствам:
• хорошему отводу
стружки из обрабатываемого отверстия
из-за наличия винтовых канавок;
•
положительным передним углам на большей
длине главных режущих кромок;
•
большому запасу на переточку, которая
производится по задним поверхностям и
может выполняться вручную или на
специальных заточных станках, в том
числе станках-автоматах;
• хорошему
направлению сверла в отверстии из-за
наличия калибрующих ленточек на наружной
поверхности калибрующей части
инструмента.
Спиральные
сверла имеют сложную геометрию режущей
части, что объясняется наличием большого
числа кромок и сложных по конфигурации
передних и задних поверхностей.
Угол
при вершине 2 который играет роль главного угла в
плане, равен 118- 120.
Угол наклона винтовой
канавки
который играет роль главного угла в
плане, равен 118- 120.
Угол наклона винтовой
канавки
 определяет величину передних углов в
каждой точке главных режущих кромок. У
стандартных сверл угол назначается в
зависимости от диаметра: при диаметре
меньше 10, ω = 25…28, больше 10 ω = 28..32.
Задний угол а на главных режущих кромках
создается путем заточки перьев сверл
по задней поверхности.
определяет величину передних углов в
каждой точке главных режущих кромок. У
стандартных сверл угол назначается в
зависимости от диаметра: при диаметре
меньше 10, ω = 25…28, больше 10 ω = 28..32.
Задний угол а на главных режущих кромках
создается путем заточки перьев сверл
по задней поверхности.