Режущий иснтрумент
1. Протяжки. Конструктивные и геометрические параметры протяжки для обработки круглых отверстий. Коэффициент заполнения стружечной канавки.
Протяжка – многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном скорости главного движения резания. С помощью протяжек можно обрабатывать внутренние и наружные поверхности различной формы. При протягивании движение подачи отсутствует, а главное движение резания может быть поступательным или вращательным. 1. По назначению протяжки подразделяются на две группы. Для обработки внутренних поверхностей (отверстий): - круглые - для обработки круглых отверстий; - шлицевые – для обработки шлицевых отверстий; - шпоночные – для обработки шпоночных пазов; - гранные – для многогранных поверхностей; - протяжки для обработки винтовых канавок. Для обработки наружных поверхностей различного профиля: - протяжки для обработки зубчатых колес; - протяжки для протягивания цилиндрических поверхностей валов; - протяжки для наружных шлицев различного профиля на валах; - протяжки для получения канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др. 2. По конструктивному исполнению протяжки могут быть: - цельными - сборными (составными). 3. По направлению лезвий относительно скорости главного движения различают: - протяжки с кольцевыми и винтовыми зубьями. Это протяжки для внутреннего протягивания. - протяжки с прямыми и наклонными зубьями. Это протяжки для наружного протягивания, плоские и шпоночные. 4. По материалу режущей части различают: - протяжки из инструментальной стали, - быстрорежущей стали, - твердых сплавов. 5. По применяемой схеме резания различают про-тяжки с: - профильной (или обыкновенной); - прогрессивной (или групповой); - генераторной (или ступенчатой) схемами резани
1-
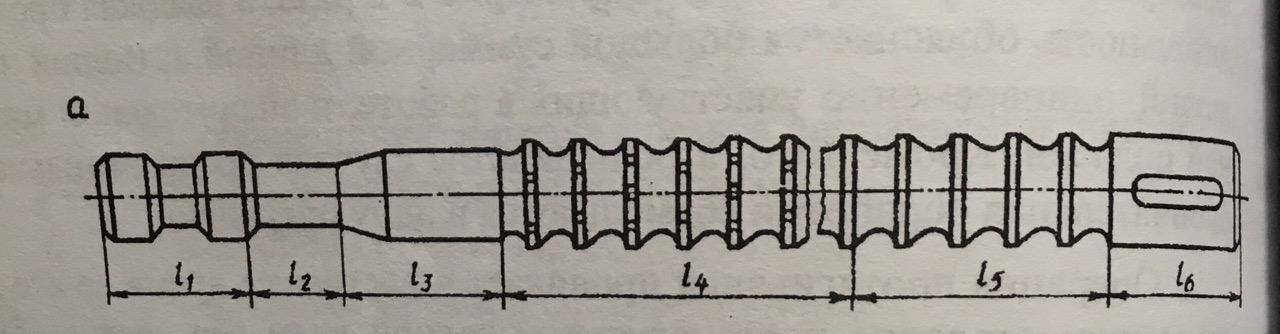
хвостовик; 2 – шейка; 3 – переходной
конус; 4 – передняя направляющая часть;
5 – режущая часть; 6 – калибрующая часть;
7 – задняя направляющая; 8 – опорная
цапфа
Хвостовик
служит для
закрепления протяжки в патроне протяжного
станка.
Передняя
направляющая
предназначена для установки обрабатываемой
детали на протяжке перед протягиванием.
Она обеспечивает плавный, без перекосов,
переход детали на режущую часть
протяжки.
Режущая
часть протяжки
снабжается большим количеством зубьев
( черновыми, проходными и чистовыми) и
производит всю работу по срезанию
припуска.
Калибрующая
часть протяжки
также имеет зубья одного диаметра, но
в меньшем количестве и соответствуют
форме и размерам готового отверстия.
Калибрующая часть не режет, а
колибрует,придавая более точные
размеры.
Задняя
направляющая
препятствует перекосу детали на протяжке
и повреждению обработанной поверхности
детали в момент выхода из отверстия
последних калибрующих зубьев.
Опорная
цапфа выполняется
только на тяжелых и длинных протяжках
и служит для их поддержания с помощью
люнета.
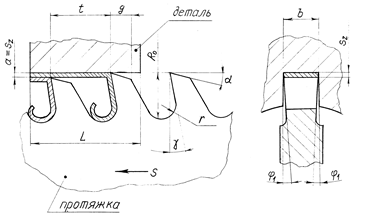
![]() —
осевой шаг (измеряется параллельно оси
протяжки);
—
осевой шаг (измеряется параллельно оси
протяжки);
![]() —
радиус закругления дна стружечной
канавки;
—
радиус закругления дна стружечной
канавки;
![]() —
ширина зуба (ширина среза);
—
ширина зуба (ширина среза);
![]() и
и ![]() —
передний и задний углы;
—
передний и задний углы;
![]() —
вспомогательный угол (угол поднутрения)
выполняется на зубьях шпоночных и
шлицевых протяжек.
Величины
углов
—
вспомогательный угол (угол поднутрения)
выполняется на зубьях шпоночных и
шлицевых протяжек.
Величины
углов ![]() зависят
от обрабатываемого материала и типа
протяжки и изменяются в
пределах
зависят
от обрабатываемого материала и типа
протяжки и изменяются в
пределах ![]() .
Меньшее значение
.
Меньшее значение ![]() следует
выбирать для обработки чугуна; для
углеродистых и
малолегированных
сталей принимается
следует
выбирать для обработки чугуна; для
углеродистых и
малолегированных
сталей принимается ![]() .
У
протяжек задний
угол
.
У
протяжек задний
угол ![]() для
точных отверстий обычно выбирают в
пределах
для
точных отверстий обычно выбирают в
пределах ![]() с
целью сохранения размера зубьев. Для
других типов протяжек принимают:
Размеры
срезаемого каждым зубом слоя определяются
следующими параметрами:
с
целью сохранения размера зубьев. Для
других типов протяжек принимают:
Размеры
срезаемого каждым зубом слоя определяются
следующими параметрами: ![]() —
подача на зуб,
—
подача на зуб, ![]() —
ширина среза,
—
ширина среза, ![]() —
длина протягивания.
Разность размеров
соседних зубьев протяжки по высоте
называется подъемом протяжки на зуб
—
длина протягивания.
Разность размеров
соседних зубьев протяжки по высоте
называется подъемом протяжки на зуб ![]() ;
эта величина и определяет толщину
среза
;
эта величина и определяет толщину
среза ![]() :
: ![]() .
.
2.
Причины затылования режущих инструментов.
Кривые затылования.
Затылование —
метод затачивания задних поверхностей
режущих инструментов со сложным профилем
зуба с целью сохранения профиля
инструмента при переточках по передним
поверхностям зубьев и обеспечения
постоянства заднего угла. Чаще всего
затылуют зубья различных фрез: дисковых,
цилиндрических с прямолинейными и
спиральными стружечными канавками,
резьбовых, червячно-модульных, а также
зубья метчиков, спиральные сверла и т.
п.
Кривые затылования должны обеспечить
получение положительных задних углов
в любой точке режущего лезвия и
неизменность профиля после переточки.
Для сохранения размеров профиля режущей
кромки при переточках необходимо
постоянство передних и задних углов.
Если постоянство переднего угла
обеспечивается самой заточкой, то
сохранение заднего угла обеспечивает
форма задней поверхности.
В качестве
кривых для затылования используют
архимедову спираль, у которой приращение
радиуса-вектора прямо пропорционально
приращению полярного угла Изменение
угла давления, а следовательно и заднего
угла фрезы с задней поверхностью,
выполненной по архимедовой спирали,
при переточках невелико. Что обеспечивает
фактическое сохранение размеров
Профиль
кулачка можно получить на любом станке,
у которого согласованы поступательное
и вращательное движения.
![]() –
приращение радиус-вектора;
–
приращение радиус-вектора;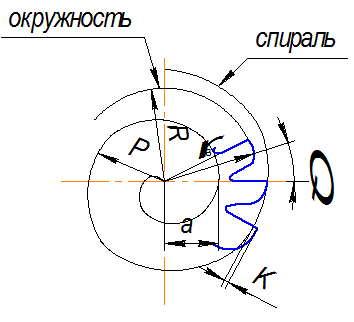
![]() –
постоянный коэффициент;
–
постоянный коэффициент;
![]() –
приращение угла
поворота.
–
приращение угла
поворота.
![]()
![]()
![]()
![]() Уравнение
Архимеда:
Уравнение
Архимеда:
![]() Виды
затылования
Радиальное
- затыловочному резцу сообщается
равномерное поступательное перемещение
в радиальном направлении при одновременном
равномерном вращении затылуемой
фрезы;
Угловое - суппорт затыловочного
станка перемещается вдоль оси станка
по копиру, а резец совершает
возвратно-поступательное движение под
углом τ к оси фрезы;
Осевое – затыловочный
резец перемещается параллельно оси
фрезы.
Геометрия
Передний
угол принимают
равным нулю, чтобы профиль фрезы
соответствовал профиля обрабатываемой
детали.
Задний
угол на вершине получают
путем затылования.
Велична
затылования К –
падение архимедовой спирали в пределах
углового шага, измеренное в радиальном
направлении.
Виды
затылования
Радиальное
- затыловочному резцу сообщается
равномерное поступательное перемещение
в радиальном направлении при одновременном
равномерном вращении затылуемой
фрезы;
Угловое - суппорт затыловочного
станка перемещается вдоль оси станка
по копиру, а резец совершает
возвратно-поступательное движение под
углом τ к оси фрезы;
Осевое – затыловочный
резец перемещается параллельно оси
фрезы.
Геометрия
Передний
угол принимают
равным нулю, чтобы профиль фрезы
соответствовал профиля обрабатываемой
детали.
Задний
угол на вершине получают
путем затылования.
Велична
затылования К –
падение архимедовой спирали в пределах
углового шага, измеренное в радиальном
направлении.
Задний
угол на вершине α принимают равным
10…120.
Значение К округляют до значения
стандартного ряда.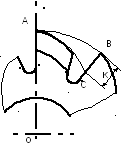
![]()