

Содержание
7. Расчет припусков для отверстия диаметром Ø67…………………..………..2 8. Режим обработки, силы и моменты сил резания ……………………………3 9. Проверка точности обработки..............................……………………………..6
10. Качество поверхности…..……………………………………………………7 11. Техническое нормирование…………………………………………………..8
12. Проектирование схем технологических наладок оборудования…………..9 Заключение……………………………………………………………………….10
Список литературы………………………………………………………………10
Приложение………………………………………………………………………11
7. Расчет припусков для отверстия диаметром ø67
Маршрут обработки |
Элементы допуска, мкм. |
Расчетные размеры |
Допуск на проме- жу-точный размер, мкм |
Предельные (округленные) |
|||||||
Rz |
h |
Δ |
ε |
2Z min , мкм |
D max , мм |
размеры заготовки, мм |
значения припус-ков, мкм |
||||
D mаx |
D min |
2Z min
|
2Z max
|
||||||||
Заготовка
|
160 |
250 |
150 |
- |
|
65,695 |
1600 |
65,695 |
64,095 |
- |
- |
Зенкеро- вание черновое
|
50 |
50 |
7,5 |
- |
1120 |
66,815 |
120 |
66,815 |
66,695 |
1120 |
2600 |
Разверты-вание чистовое |
20 |
20 |
0 |
- |
215 |
67,03 |
30 |
67,03 |
67 |
215 |
305 |
Общий припуск -2Zобщ |
1335 |
2905 |
|||||||||
![]()
![]()
![]()
![]()
![]()
![]()
Проведем проверку:
![]()
Определим общий номинальный припуск:
![]()
Номинальный диаметр отверстия в заготовке:
![]()
Следовательно, на
чертеже заготовки будет указан размер
диаметра Ø![]()
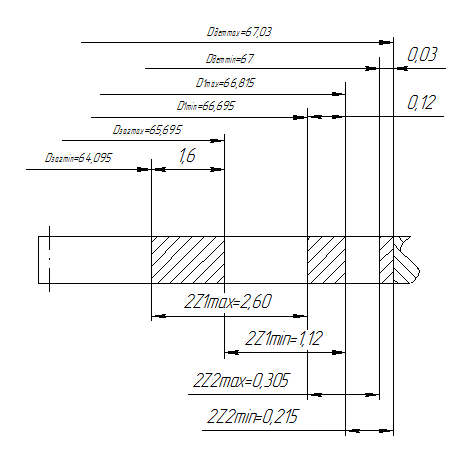
Рис. 8. Схема расположения припусков и допусков на обработку отверстия диаметра Ø67
8. Режим обработки, силы и моменты сил резания
Установить режим обработки, рассчитать силы резания и необходимую мощность станка для выполнения операции 05, переход 3.
Операция 05 ― токарная. Выполняется на токарном станке с ЧПУ мод. 16К20 в два установа. Предварительно обрабатывают наружную поверхность венца, подрезают все торцы, выполняют черновое и чистовое зенкерование отверстия в ступице, снимаются фаски.
Переход 3, зенкеровать начерно отверстие. Оставим для чистовой обработки отверстия 0,3 мм. Тогда глубина резания:
![]() мм
мм
Подачу примем по [11, с.268, табл.14] S = 0,42 мм/об.
Наибольший диаметры обработки: ступицы d1 = 67 мм.
Скорость резания:
![]()
Cv=350, xv=0,15, yv=0,35, m=0,20 [11, с.367, табл.17].
![]()
(по [11, с.359, табл.2] (Kr=0,9 и nv=1)).
Knv ― коэффициент, учитывающий состояние поверхности заготовки,
[11, с.361, табл.5] Knv=0,9.
Kuv ― коэффициент, учитывающий влияние инструментального материала, [11, с.361, табл.6] Kuv=1.
Kqv=1,2 Krv=1 ― коэффициенты, учитывающие параметры резца.
С учетом всех значений величина:
![]()
Тм ― стойкость инструмента в многоинструментальной наладке.
![]()
Т=60 мин ― стойкость до затупления в одноинструментальной наладке, KTm=1 коэффициент многоинструментальности [11, с.362, табл.7].
Тогда скорость резания при обработке отверстия:
![]() м/мин
м/мин
Частота вращения шпинделя:
![]() мин-1
мин-1
Примем по паспорту станка ближайшую меньшую частоту вращения
n = 930 мин-1, при этом действительная скорость резания торца:
для ступицы 1:
![]() м/мин.
м/мин.
Тангенциальная составляющая сил резания PZ (Н) при точении:
![]()
где CPz― коэффициент сил резания и показатели степени по [11, с.273, табл. 22] CPz = 300, XP = 1, Yp= 0,75 и n = −0,15; Kp ― поправочный коэффициент [11, c.271 ]. С учетом значений первичных коэффициентов [11, с.265, табл. 9 и 10; с.273, табл. 23]
![]() .
.
При обработке торца 1:
![]() Н
Н
По той же формуле, но с другими значениями коэффициента Cp и показателей степеней рассчитаем радиальные составляющие сил резания.
При обработке торца 1:
![]() Н
Н
Эффективная мощность при точении:
![]() ,
,
для торца 1:
![]() кВт,
кВт,