

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КОНСПЕКТ ЛЕКЦИЙ
по дисциплине
“Технология автоматизированного производства”
(для студентов специальности
7.090202 «Технология машиностроения»
всех форм обучения)
Донецк – 2010 г.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КОНСПЕКТ ЛЕКЦИЙ
по дисциплине
“Технология автоматизированного производства”
(для студентов специальности
8.090202 «Технология машиностроения»
всех форм обучения)
Рассмотрено на заседании кафедры
«Технология машиностроения»
Протокол № 3 от 16.10.2010 г
Утверждено издательским
Советом ДонНТУ
протокол № 5 от 12 декабря 2010г.
Донецк - 2010 г.
УДК 621.75.008.001.2
Конспект лекций предназначен для самостоятельного изучения студентами теоретической части курса “Технология автоматизированного производства” (для студентов специальности 7.090202 «Технология машиностроения» всех форм обучения)
/Сост. Н.В. Голубов – Донецк; ДонНТУ, 2010.
Проведены цели и задачи дисциплины, тематическое содержание дисциплины и конспект лекций дисциплины «Технология автоматизированного производства».
Составитель: н.В.Голубов, ст. Препод.
Ответственный за выпуск А.Н. Михайлов
Донецкий национальный
технический университет
ЛЕКЦИЯ 1. Цели и задачи курса. Способы автоматизации рабочего цикла на станках в единичном, серийном и массовом производстве
Цель изложения дисциплины “ Технология автоматизированного производства “ - научить студентов осознанному использованию методов разработки технологических процессов изготовления машин в условиях автоматизированного производства.
Основная задача изучения дисциплины - овладение студентами методами разработки технологических процессов изготовления деталей любого типа и их сборки в условиях автоматизированного производства. Вторая задача - освоения общих положений автоматизации процесса механической обработки заготовок деталей и сборки машин.
В последние годы ведущие западные (в значительно меньшей степени — отечественные) фирмы перешли от оснащения современным оборудованием и программным обеспечением отдельных, наиболее трудоемких видов работ к системам, охватывающим весь процесс создания изделия. В результате за последние 20 лет показатель капиталовооруженности труда проектировщиков в США увеличился в 30 раз, а производительность труда — в 2,5 раза. За тот же период производительность труда проектировщиков в России и бывшем СССР увеличилась лишь на 5%. Проектировщиков в России сейчас на 30% больше, чем в США, зато объем выполняемых ими работ вдвое меньше .
Таичи Оно [45]. Основные принципы производственной системы Toyota Оно сформулировал так:
• производить только то, что нужно, и только тогда, когда нужно. Правило распространяется на запчасти, на организацию, на характеристики продукции. Все прочее — расточительство;
• при появлении ошибки следует сразу же найти ее причину, устранить ее и не допустить появления в будущем. Цель — отсутствие ошибок;
• все сотрудники и поставщики должны постоянно повышать качество продукции и совершенствовать производственный процесс.
Идеология стройного производства стоит на трех "китах", трех умениях:
• искать новые возможности там, где никто не ищет;
• ставить под сомнение очевидное;
• отказываться от привычного и устоявшегося ради более эффективных решений.
Последовательно проводя свою линию, Toyota Motors преодолела представлявшийся неизбежным компромисс между качеством, временем и издержками: оказалось, что качественно — это необязательно дорого и долго.
Концепция Таичи Оно рассматривает три основных препятствия, мешающих повышению эффективности производства:
• потери;
• отклонения от стандарта;
• отсутствие гибкости (например, если устанавливается мини
мальный размер заказа, автоматически теряются клиенты, ко
торым так много не нужно).
Под потерями подразумевается любая деятельность, которая, не создавая стоимости, увеличивает издержки, сдерживает поток продукции или информации и мешает удовлетворять потребности клиентов. Выделяют семь видов потерь:
• перепроизводство;
• ненужные передвижения и перевозки;
• ремонт любого рода;
• избыточная обработка;
• простои, вызванные ожиданием (пока доставят нужные комплектующие или пока машина начнет цикл обработки);
• избыток материально-производственных запасов;
• неполное использование интеллектуальных ресурсов.
Какие возможности можно задействовать для сокращения производственного цикла и снижения себестоимости продукции?
Перечислим лишь некоторые:
• качественная конструкторско-технологическая подготовка производства;
• минимизация машинного времени обработки деталей за счет оптимизации управляющих программ;
• максимальное выполнение операций на одном станке благодаря его высокому технологическому оснащению;
• значительное сокращение времени операций по установке и базированию деталей на станках;
• применение высокоскоростной обработки деталей;
• размещение станков, по возможности, в соответствии с технологическими процессами.
Структура предприятия показана на рис.1.1.
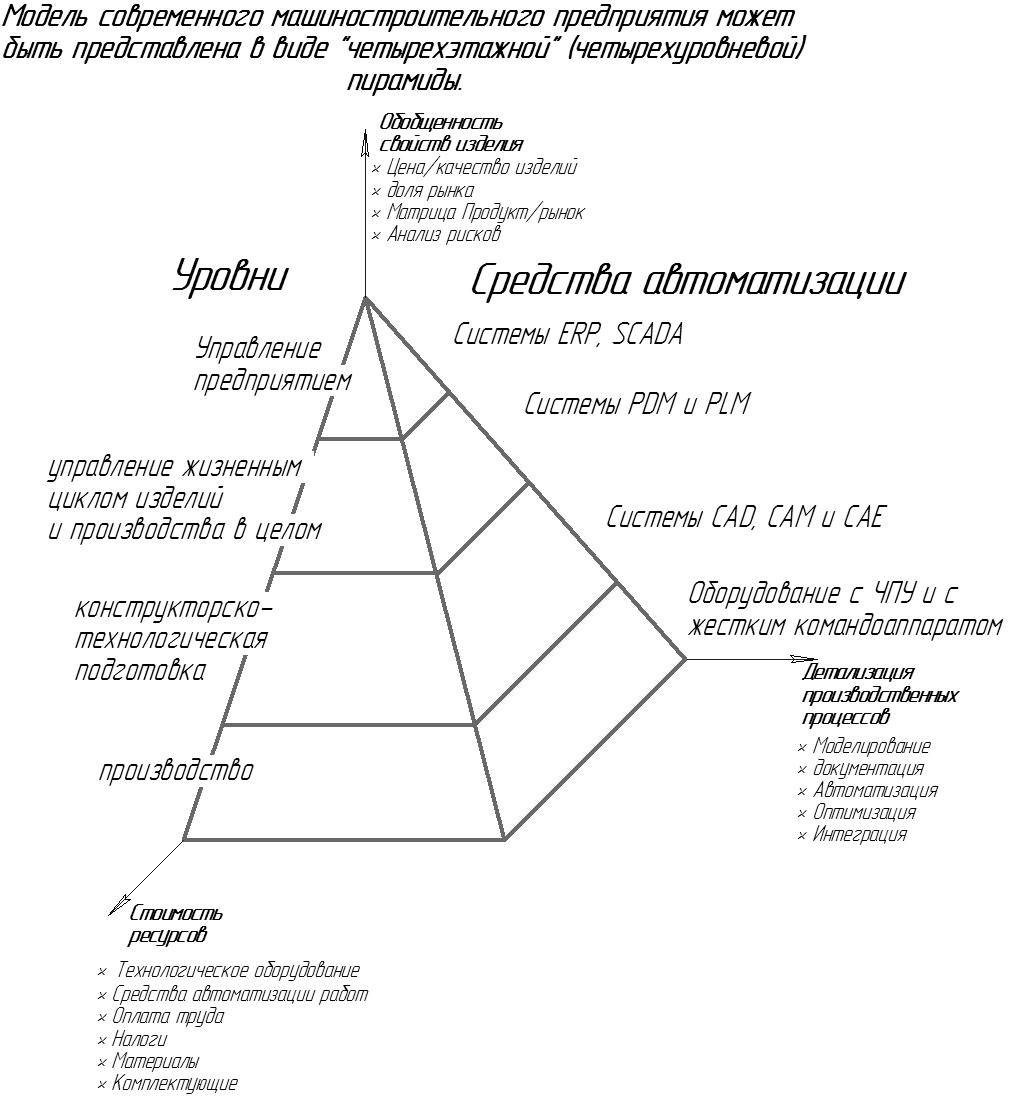
Рисунок 1.1 - Структура предприятия
Рассмотрение вопросов автоматизации технологической подготовки производства начнем с электронной модели машиностроительного производства, объединяющей электронные модели изделий, способов и процессов проектирования и производства этих изделий. Под электронной моделью изделия здесь понимается совокупность информационных объектов, включающих конструкторскую, технологическую и иную информацию об изделии от всех участников проектирования и производства.
Аналогично определяются понятия электронных моделей проектирования и производства, в которых, кроме всего прочего, должна содержаться информация о методах, правилах (согласования, утверждения, внесения изменений) и участниках процессов проектирования и производства, а также экономическая информация об этих процессах (трудоемкость, стоимость и т.д.).
В качестве основы для формирования моделей продукции и процессов предлагается использовать принципы CALS-технологий. В соответствии с этими принципами весь объем информации об изделии можно распределить по этапам его жизненного цикла следующим образом:
• конструкторские данные — сведения о составе изделия, его геометрических моделях, о связях и соотношениях в структуре изделия и т.д.;
• технологические данные — сведения о способах изготовления и контроля качества изделия и его компонентов в процессе производства, ассоциированные с информационными объектами, описывающими изделие и его компоненты;
• производственные данные;
• данные о качестве;
• логистические данные;
• эксплуатационные данные;
• экономические данные.
Методологическую основу электронного описания изделия составляют EPD-технологии (Electronic Product Definition), в соответствии с которыми вся информация, относящаяся к одному изделию, структурируется по типу и назначению. Последовательность бизнес-процессов обеспечения жизненного цикла изделия увязывается со структурой самого изделия.
Естественно, нужна полная совместимость применяемых программных продуктов и используемых ими форматов представления данных. Применение информационных моделей и стандартизированных методов доступа к данным является основой эффективной информационной кооперации всех участников жизненного цикла высокотехнологичных изделий. Заметим, что электронная кооперация усиливает, дополняет, но никак не заменяет человеческую, более того — предъявляет более высокие требования к взаимодействию и согласованности действий специалистов.
Не следует считать, что любая автоматизация выводит предприятия на уровень электронных моделей. Достаточно часто предприятия просто переводят имеющиеся бумажные документы в электронный вид, но это не влияет на качество документов и помогает решать лишь отдельные частные задачи (типа быстрого поиска или копирования нужного документа). Применение систем автоматизированного проектирования, хранение и использование технической документации (чертежей, спецификаций и т.п.) в электронном виде тоже способствует решению отдельных задач, но не слишком влияет на конечный результат.
При разработке сложных изделий, в которой участвует большое число специалистов для создания нескольких вариантов проектируемого изделия, возникает необходимость в объединении разнородной информации в единую структуру и в эффективном управлении этой информацией. Особенно актуальными становятся вопросы организации процедур прохождения, согласования, утверждения, внесения изменений, а также проблемы взаимодействия разработчиков, связанные с синхронизацией производимых ими изменений изделия.
Огромное число различных версий объектов требует отслеживания истории изменений. При коллективной разработке возникают сложности с регламентированием прав доступа по изменению и использованию данных проектирования. Если проработка различных вариантов детали не вызывает труда, то построение конечного варианта, в котором должны быть учтены лучшие решения из каждого варианта, приводит к необходимости повторного ввода данных, а значит, увеличивается вероятность возникновения ошибок и время проектирования.
Перечень и описание этих компонентов приводятся в международных стандартах ISO. В соответствии с ISO 10303 электронная модель изделия как компонент электронной модели производства включает следующие блоки информации:
• геометрические данные (твердотельные поверхности с топологией, фасеточные поверхности и т.п.);
• информация о конфигурации изделия и административные данные (идентификаторы предприятия, данные о вариантах состава и структуры изделия, об изменениях конструкции, о документировании этих изменений и т.д.);
• инженерные данные, подготовленные с помощью различных программных продуктов в различных форматах (в том числе данные о функциональности — прочности, динамике, термодинамике и т.п.).
В состав перечисленных блоков могут входить следующие информационные объекты:
• трехмерная геометрическая (математическая) модель объекта — электронный носитель информации о геометрической форме объекта проектирования (детали). Модель также хранит в себе историю построения, что позволяет изменять форму поверхности или объемного тела методом изменений численных значений параметров или замены элементов, входящих в его историю;
• двумерный аналог трехмерной геометрической модели объекта — это проекция трехмерной модели на пространственную плоскость или сечение (разрез), которые являются основой для построения конструкторского чертежа;
• электронный макет изделия — совокупность взаимоувязанных трехмерных моделей деталей, узлов и систем изделия. Макет аккумулирует в себе основной объем конструкторских данных об изделии: геометрические данные, информацию о взаимодействии деталей, узлов (кинематика, динамика), а также необходимую технологическую информацию;
• компьютерный чертеж — копия традиционного "бумажного" чертежа, входящего в комплект конструкторской документации;
• управляющая программа для станка с ЧПУ — набор управляющих инструкций в кодах станка с ЧПУ. Сопровождается расчетно-технологической картой;
• программа контроля — набор управляющих инструкций в кодах координатно-измерительной машины, предназначенныхдля контроля геометрии изделия:
• данные измерений — набор координат точек, кривых, поверхностей, полученных в результате измерений изготовленной детали на контрольно-измерительной машине. Оформляются в виде стандартного протокола.
Принципиально важный момент — электронная модель производства есть интегрированные информационные модели продукции и процессов, которые не имеют прямых аналогов в традиционном бумажном документообороте и простейших формах электронного документооборота (основанного на использовании электронных образов тех же бумажных документов).
Для описания производственных процессов в машиностроении используют распространенные методы динамического имитационного моделирования. Наиболее известен комплекс Em-plant фирмы Technomatix, который на основании имеющихся "статистических" моделей маршрутных и операционных технологических процессов рассчитывает характеристики потоков деталей и заготовок с учетом различных статистических факторов (простои и поломка оборудования, отклонения от заданной производственной программы и т.п.).
Такие системы помогают балансировать производственные потоки с оптимизацией межоперационных заделов, определять реальную (динамическую) производительность участков, цехов, заводов, достоверно осуществлять долгосрочное и оперативное планирование, проводить диспетчеризацию производства.
Новые технологии — это основа для высокопроизводительной работы с минимальным количеством персонала. Но без соответствующих организационных усилий, таких, как:
• организация бесперебойной трехсменной работы оборудования;
• многостаночное обслуживание и адаптация системы мотивации станочников к новым условиям труда;
• обеспечение качественным режущим инструментом;
• жесткий контроль соблюдения разработанных в проекте внедрения нормативов;
• регулярный анализ структуры себестоимости деталей,
самые современные технологии и оборудование останутся "чужеродными" на предприятии и искомого экономического эффекта не дадут.
В качестве средств автоматизации процессов изготовления деталей используют оборудование с ЧПУ, АЛ, РТК, ГПС. Применение тех или иных средств определяется программой выпуска, номенклатурой и конструктивными особенностями деталей.
Основным оборудованием для механической обработки различных по своему служебному назначению деталей в условиях крупносерийного и массового производства являются АЛ или состоящие из них системы. В условиях крупносерийного и массового производства АЛ выполняют от одной до десяти различных деталей. Переналадка (ручная или автоматическая) реализуется на специальных переналаживаемых АЛ для групповой обработки, предназначенных для изготовления двух и более заранее известных, аналогичных по конструкции и технологии обработки и близких по размерам деталей.
Технологический процесс обработки заготовок на АЛ должен удовлетворять не только обычным технико-экономическим и техническим требованиям, но и условиям, вытекающим из специфики автоматизированного производства. При обработке на синхронных АЛ нужно обеспечить приблизительно равную или кратную длительност выполнения отдельных операций. Это достигается соответствующими корректировками режимов резания. Если машинное время на одной или нескольких наиболее длительных (лимитирующих) операциях значительно превышает машинное время на остальных операциях, то часто приходится разделять лимитируюшую операцию на несколько операций, выполняемых на дополнительных позициях.
Первые подготовительные операции, на которых обрабатываются базовые поверхности, следует выполнять не на АЛ, а на отдельных станках, Это вызвано тем, что подобные операции трудно автоматизировать, так как заготовку устанавливают на необработанные поверхности, а последующая установка заготовок в АЛ на чистовые базы требует другой ориентации заготовки и других приспособлений. При необходимости вести обработку от черновых баз на всех операциях АЛ используют спутники. На спутнике заготовка закрепляется один раз. Обработка черновых поверхностей вызывает повышенное изнашивание инструмента и требует более частых подналадок, что нежелательно на AJI.
В связи с сокращением срока выпуска изделий в ряде отраслей промышленности АЛ, рассчитанные на выпуск одной детали постоянной конструкции, имеют срок окупаемости около десяти лет и более и уже не могут быть полностью использованы. Поэтому было разработано оборудование нового вида — ГАЛ, которые могут переналаживаться на обработку деталей модификаций, неизвестных при проектировании. Оборудованием, применяемым в ГАЛ, а также в качестве самостоятельных средств автоматизации средне- и крупносерийного производства, являются станки со сменными шпиндельными коробками (СШК).
В среднесерийном производстве предъявляются специфические требования к металлообрабатывающему оборудованию. Обычные АЛ в среднесерийном производстве нерентабельны вследствие малого коэффициента загрузки, а использование одношпиндельных многоцелевых станков с ЧПУ невыгодно, так как для изготовления больших партий деталей требуется значительное количество этого дорогостоящего оборудования.
Число наименований деталей, изготовляемых на ГАЛ со СШК, зависит от программы их выпуска и трудоемкости обработки и может достигать в среднем 10—12 шт. При небольшой трудоемкости обработки на одной ГАЛ можно изготовлять детали до 30, а при большой трудоемкости — до двух наименований. В среднесерийном производстве с программой выпуска 5000—30 000 шт./год обработку экономически целесообразно выполнять на агрегатном оборудовании со СШК, что увеличивает производительность труда в 5—10 раз по сравнению с обработкой на станках с ЧПУ. В ряде случаев для большей гибкости оборудования СШК изготовляют с раздвижными шпинделями.
Необходимым элементом перехода от локальной автоматизации к ГПС являются РТК. Организационно РТК могут функционировать отдельно, как самостоятельный вид оборудования, или могут быть объединены в роботизированные технологические линии (РТЛ) и роботизированные технологические участки (РТУ).
Структура РТК и степень участия человека в производственном процессе зависят от уровня автоматизации, избираемого для данных конкретных условий, и характера связей с внешними и смежными производственными подразделениями.
Состав РТК определяется характером выполняемого технологического процесса и формируется на основе следующих данных: числа изготовляемых деталей; заданной годовой программы выпуска; состава технологического оборудования; организации потока материалов (транспортирование, промежуточное хранение деталей и заготовок); числа подразделений обслуживания оборудования.
РТК можно условно подразделить на три основные подсистемы:
1) обработки,
2) обслуживания,
3) контроля и управления .
Подсистема обработки формируется на основе технологического оборудования, модернизированного для взаимодействия с ПР. Подсистема обслуживания формируется на основе устройств для размещения заготовок деталей на входе в РТК межоперационных транспортирующих устройств и накопителей, устройств приема деталей, а также ПР. Подсистема контроля и управления состоит из комплекса программ, средств контроля, измерений, регулирования вычислений, логического управления, регистрации и аварийной защиты. Эта подсистема оснащена датчиками контроля наличия, ориентации и точности расположения изготовляемых изделий, параметров выполняемого технологического процесса, правильности срабатывания рабочих органов оборудования, приспособлений режущего инструмента, вспомогательных устройств и аварийной защиты. Сложные РТК помимо указанных подсистем могут иметь дополнительные — систему инструментального обеспечения (СИО) технического обслуживания (ТО) и организационно-технического управления (ОТУ).
При определении номенклатуры деталей, изготовление которых целесообразно на РТК, следует учитывать ряд факторов: конструкцию детали (геометрическую форму и взаимное расположение ее поверхностей); технические требования, предъявляемые к детали; вид, состояние поставки, габариты и массу заготовок.
Заготовки, подлежащие обработке на РТК, должны отвечать следующим требованиям:
иметь однородные по форме и расположению поверхности для базирования и захвата, позволяющие устанавливать их без дополнительной выверки на станок с помощью универсальной технологической оснастки;
иметь явно выраженные поверхности, которые можно использовать для транспортирования и складирования заготовок около станков в ориентированном виде, используя для этого стандартизированную вспомогательную оснастку (поддоны, ложементы и т.д.).
Конструкции деталей должны быть такими, чтобы была возможна унификация технологических процессов и типов технологического оборудования в целях использования группового метода их изготовления.
Для изготовления на РТК рекомендуются следующие детали: гладкие и ступенчатые валы (прямоосные и эксцентриковые) диаметром до 160 мм и длиной до 2000 мм; диски, фланцы, кольца, втулки, гильзы диаметром до 400 мм и длиной до 250 мм; плоские и объемные детали простейшей формы длиной и шириной до 1000 мм.
При разработке технологического процесса обработки в условиях РТК нужно обеспечить:
максимально возможную концентрацию операций на станках с ЧПУ, позволяющую сократить число перестановок заготовки в процессе обработки, повысить точность последней и сократить время производственного цикла;
использование технологической оснастки, позволяющей при быстрой и легкой переналадке получить точное базирование и надежное крепление заготовок широкого диапазона размеров;
тщательную подготовку технологических баз, которая может выполняться на РТК или вне его перед поступлением заготовки на комплекс.
На РТК следует выполнять технологические операции, время выполнения которых не превышает нормативного периода стойкости режущего инструмента.
Рекомендуется специализация РТК по двум группам выполняемых операций: 1) РТК для черновых и получистовых операций; 2) РТК для финишных операций, на которых достигается требуемая точность параметров детали. Технологическое оборудование РТК следует выбирать так, чтобы положение оси заготовки при ее транспортировании и обработке было постоянным (вертикальным или горизонтальным).
ГПС механической обработки классифицируют по ряду признаков: организационному, комплексности изготовления изделий, виду обработки, разновидности изготовляемых изделий, уровню автоматизации.
По организационным признакам ГПС подразделяют (рис. 5.40) на ГАЛ, ГАУ, ГАЦ.
Предметные ГАУ — системы машин, на которых полностью изготовляется определенная группа изделий (например, валы, втулки, планки, корпуса) или две и более групп изделий (например, типа тел вращения и пластины).
Узловые ГАУ — системы машин, продуктом производства которых являются комплекты деталей и узлы определенных типоразмеров. Комплекты деталей дополняются со склада недостающими покупными деталями. Затем они ритмично поступают на ГАУ. Операционные ГАУ служат для выполнения однородных технологических операций, которые являются частью комплексного технологического процесса изготовления определенной группы изделий. Эти ГАУ оснащают высокопроизводительным специализированным оборудованием. Операционные ГАУ входят в состав предметных, а последние — в узловые. В состав ГАУ и ГАЛ могут входить РТК.
ГПС различают по уровню автоматизации, т.е. способности выполнять в автоматическом режиме определенные функции (табл. 5.1). Этот уровень определяется уровнем автоматизации основного технологического оборудования — ГПМ, из которых компонуется ГПС, транспортно-накопительной системы, организации производства. Чем выше уровень автоматизации ГПС, тем выше ее стоимость. Уровень автоматизации ГПС как комплексное понятие определяется показателем, равным отношением времени автоматической работы оборудования к общему фонду времени его использования. Уровень автоматизации оборудования (ГПМ, многооперационных станков и других машин) может быть выражен коэффициентом использования оборудования Киуп при работе по управляющей программе (УП), т.е. в автоматическом цикле при обработке партии одинаковых деталей.
Гибкость ГПС определяется степенью переналадки оборудования и организацией производства. В условиях ГПС при переходе на обработку с одной партии деталей на другую выполняется, как правило, автоматизированная (автоматическая) переналадка. Количественно гибкость ГПС оценивают косвенным образом по Тпз .
Проектирование технологических процессов механической обработки деталей выполняют при создании ГПС с целью получения исходных данных для ее разработки и при технологической подготовке для уже функционирующей ГПС. В первом случае проектируют технологические процессы типовых деталей — представителей групп. При этом допускается варьирование состава основного технологического оборудования. Разрабатывают сквозную маршрутную технологию с учетом операций, выполняемых вне ГПС, комплексный маршрутно-операционный технологический процесс изготовления изделия в ГПС, включающий основные и вспомогательные операции, в том числе наладку и переналадку оборудования.
Во втором случае выполняют многовариантное проектирование технологии, так как для изготовления каждого изделия может быть несколько вариантов технологических процессов, различных по составу и содержанию операций и установов. При составлении сменно-суточного задания на основе анализа вариантов технологии для всей совокупности деталей можно оптимизировать производственный процесс по минимальным затратам времени и средств на переналадки.
Принципы модульно-групповой технологии, многовариантность технологического процесса, оптимизация вариантов для совокупности деталей, входящих в сменно-суточное задание, существенно изменяют состав и решение задач проектирования технологии.
Метод модульной технологии основан на представлении технологических процессов изготовления деталей в виде совокупности унифицированных технологических решений, каждое из которых обеспечивает получение определенного конструктивного элемента детали.
Этот метод позволяет синтезировать технологический процесс из совокупности заранее сформированных конструкторско-технологических решений. Основой реализации указанного метода является предварительное группирование деталей при создании ГПС, наличие библиотек типовых циклов обработки для станков с ЧПУ, унификация и стандартизация конструкторских элементов, представление УП для оборудования с ЧПУ в виде совокупности подпрограмм для отдельных инструментальных переходов.
ГПС строят по принципу специализации: технологической, предметной, подетальной.
В основу функционирования ГПС, построенных по технологическому принципу (рис. 1.2), положен принцип "верни на место".
Поэтому центральным элементом ГПС является автоматизированный межоперационный склад, через который изготовляемые детали транспортируются от одного технологического модуля к другому. Последние укомплектованы группами взаимозаменяющего оборудования (многоцелевых станков). Преимущества такой схемы следующие: более полная загрузка оборудования благодаря концентрации всего объема обработки в технологическом модуле ГПС; возможность изменения номенклатуры деталей без перепланировки ГПС. Недостатки следующие: длинные и сложные технологические маршруты обработки заготовок; многократное их транспортирование между оборудованием и складом; необходимость заделов заготовок, инструмента и приспособлений для обеспечения бесперебойной работы ГПС на протяжении определенного времени (смена, сутки, недели и т.д.), для чего должны быть увеличены вместимость склада и обьем незавершенного производства.
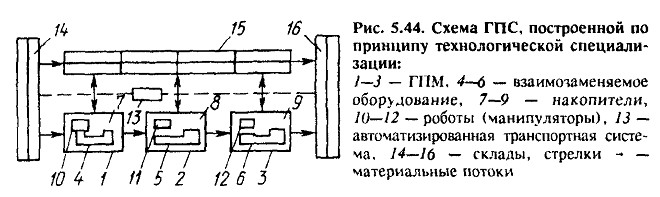
Рисунок 1.2 - Схема ГПС, построенной по принципу технологической специализации:1-3 – ГПМ, 4-6 - взаимозаменяемое оборудование, 7-9 - накопители, 10-12 - роботы (манипуляторы), 13 - автоматизированная транспортная система. 14-16 - склады, стрелки - материальные потоки
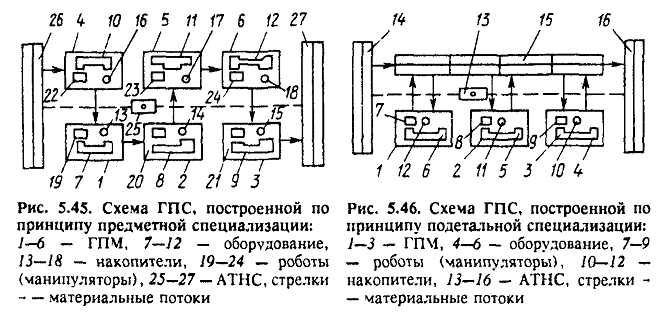
Предметная специализация ГПС (рис. 5.45) устраняет указанные недостатки, так как осуществляется обработка заготовок комплектов деталей для одного или нескольких однородных изделий. При этом технологические модули ГПС комплектуют из взаимодополняющего оборудования, располагающегося по маршруту изготовления комплектов деталей. В таких ГПС уменьшается объем транспортных и складских работ. Однако наличие взаимодополняющих единиц оборудования снижает способность ГПС к перестройке на выпуск изделий других наименований. Требуются значительные затраты на перепланировку оборудования.
Подетальная специализация ГПС обладает преимуществами двух рассмотренных схем (рис. 5.46). Такие ГПС работают по групповой технологии, их модули располагаются согласно маршруту изготовления деталей и обладают универсальностью, аналогичной модулям ГПС, которая построена по технологическому принципу.
|
|
Рисунок 1.3 - Схема ГПС, построенной по принципу предметной специализации: 1-6 - ГПМ, 7-12 - оборудование, 13-18 - накопители, 19-24 - роботы (манипуляторы), 25-27 - АТНС, стрелки - - материальные потоки |
Рисунок 1.4 - Схема ГПС, построенной по принципу подетальной специализации: 1-3 - ГПМ, 4-6 - оборудование, 7-9 - роботы (манипуляторы), 10-12 - накопители, 13-16 - АТНС, стрелки - - материальные потоки |
ЛЕКЦИЯ 2. Особенности построения ТП на станках с ЧПУ
Станки с ПУ интенсифицируют и повышают эффективность машиностроительного производства. Они позволяют автоматизировать серийное и мелкосерийное производства, т. е. те области, которые до недавнего времени с трудом поддавались автоматизации и где доля ручного труда значительно выше, чем в крупносерийном и массовом производствах. Возникнув на основе новейших достижений вычислительной техники, электроники и автоматики, системы числового программного управления постепенно распространились почти на все группы и типы станков, а также на разнообразное технологическое оборудование, включая робототехнику.
Станки с ПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых совершают рабочие и вспомогательные движения автоматически по заранее установленной программе. В отличие от полуавтоматов и автоматов с жесткими кинематическими связями здесь не требуются сложные и дорогостоящие в изготовлении кулачки, копиры и упоры, что значительно упрощает и удешевляет наладку и делает применение этих станков рентабельным при обработке небольших партий деталей и даже единичных заготовок. Вместе с тем гибкость систем числового программного управления (ЧПУ) и легкость их включения в общие системы управления от единой вычислительной машины делают целесообразным применение станков с ЧПУ и в условиях массового производства, в том числе и в составе автоматических линий. Это особенно важно, когда даже в установившемся массовом производстве обновление и смена выпускаемой продукции происходят довольно часто.
Основными преимуществами станков с ПУ являются следующие:
1) уменьшение объема разметочных работ;
2) быстрая и простая переналадка при переходе от одной детали к другой (смена приспособления, инструмента и программы);
3) повышение производительности труда за счет основного и вспомогательного времени, так как весь цикл обработки автоматизирован;
4) повышение точности обработки, что во многих случаях уменьшает трудоемкость последующих операций и сборки;
5) снижение брака по причине утомляемости рабочего;
6) низкая квалификация рабочих-операторов, так как все функции управления станком берет на себя технолог, разрабатывающий программу;
7) возможность многостаночного обслуживания (один человек обслуживает 2–3 станка);
8) снижение затрат на приспособления, контрольно-измерительные устройства и инструменты (отпадает необходимость в кондукторах, шаблонах, копирах, габаритах);
9) уменьшение число подъемно- транспортных механизмов и устройств;
10) улучшение условий труда рабочего;
11) сокращение производственных площадей.
К недостаткам станков с ПУ можно отнести;
1) высокую стоимость, в 1,5–10 раз превышающую стоимость обычных станков;
2) недостаточную надежность систем ПУ (станки с жесткими кинематическими связями более надежны);
3) необходимость в весьма высокой квалификации ремонтников;
4) необходимость в специальной подготовке технологов;
5) станки оправдывают себя только при их загрузке в 2–2,5 смены.
Станки с ЧПУ и обрабатывающие центры токарной группы обеспечивают обработку главным образом тел вращения, причем наряду с различными операциями токарной обработки выполняется сверление, развертывание, нарезание резьб, фрезерование поверхностей, расположенных как на оси детали, так и перпендикулярно к ней, наклонно либо с эксцентриситетом. Таким образом, рассматриваемые станки многофункциональны, с преобладанием токарных операций. Это означает, что их компоновки и структура подобны традиционным токарным станкам, деталь крепится во вращающемся шпинделе, а подачи имеют режущие инструменты.
Основные принципы построения технологических процессов механической обработки для станков с ЧПУ теже, что и для обычных танков Однако здесь имеет место ряд специфических особенностей прежде всего, появляется принципиально новый элемент технологическою процесса – программа автоматической работы станка, закодированная и записанная на программоноситель. При этом в понятия «переход» и «операция» вносятся некоторые уточнения
Переход -– законченная часть технологической операции, характеризуемая постоянством инструмента и поверхностей, образуемых обработкой
Для фрезерных, свер пильных, расточных и фрезерно-контурных работ различают элементарные, инструментальные, позиционные и вспомогательные переходы
Элементарный переход – непрерывный процесс обработки одной элементарной поверхности одним инструментом по заданной программе.
Инструментальный переход – законченный процесс обработки одной или нескольких элементарных поверхностей при непрерывном движении одного инструмента по заданной программе.
Вспомогательный переход – перемещение инструмента без снятия стружки.
Позиционный переход – совокупность инструментальных и вспомогательных переходов выполняемых при неизменной позиции, оснастке, инструменте и программе.
Операция–законченная часть технологического процесса, выполняемого на одном рабочем месте
Кроме того, при проектировании технологических процессов изменятся и объем и содержание технологической документации, необходимой для наладки станков и составления управляющих программ Работа по созданию управляющих программ делится на технотогиче скую подготовку, (внимающую 85–90 % всех работ), и программирование. Блок - схема выполпения работ по подготовке обработки детален на станках с программным управлением приведена на рис 2.1. Содержание наиболее специфических этапов этой блок-схемы изложено в последующих параграфах.
Цель технологической подготовки – получение исходных данных для программирования, которое является заключительной стадией работ по созданию и отладке управляющих программ. Заключительная стадия включает в себя кодирование конструкторской и технологической информации, проверку совместимости работ инструментов, запись управляющей программы на перфоленту, отладку программы на станке. Программирование может осуществляться ручным и машинным способами.
Подбор деталей и анализ их технологичности
Успех внедрения станков с ЧПУ во многом определяет правильный подбор деталей. Именно на этом этапе создаются основные предпосылки для получения наибольшего экономического эффекта от их внедрения. Общие принципы, которыми руководствуются при подборе деталей для обработки на станках с ЧПУ, сводятся к следующему;
1. Чем выше концентрация обработки на станке с ЧПУ по сравнению с универсальным оборудованием, тем выше эффективность числового управления. Степень концентрации обработки при переводе изделия на станок с ЧПУ выражают при помощи коэффициента концентрации
Кк=Аб/Ачпу,
где Аб, Ачпу – число операций соответственно в базовом технологи. ческом процессе и н процессе с использованием станков с ЧПУ.
2. Чем сложнее деталь, тем в большей степени могут быть использованы технологические возможности системы ЧПУ и тем эффективнее применение станков с ЧПУ. Сложность детали определяется материалом, числом обрабатываемых поверхностей, их формой и расположением, размерами, необходимой точностью и шероховатостью поверхностей, технологичностью конструкции и др.
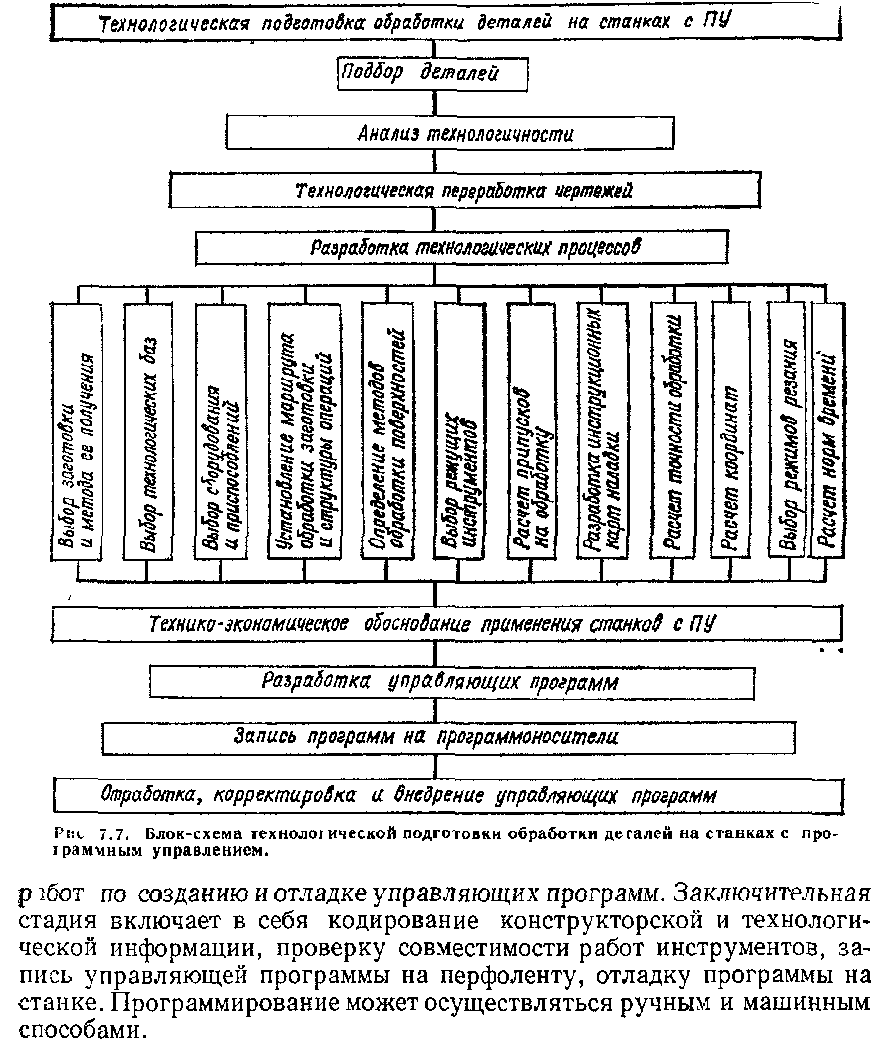
Рисунок 2.1 - Блок - схема выполпения работ по подготовке обработки детален на станках с программным управлением
3. Чем больше объем разметочных и пригоночных работ, тем выше эффективность числового управления. Разметка – сложная, дорогостоящая ручная работа, требующая высокой квалификации рабочих. Использование стаикои с ЧПУ в подавляющем большинстве случаев полностью устраняет разметку, повышает точность и качество обработки, что практически исключает необходимость в пригоночных работах на сборке.
4. Чем сложнее оснастка при изготовлении детали на обычных станках, тем более эффективно числовое управление. Количество оснастки при переводе детали на станки с ЧПУ сокращается пропорционально сокращению числа операций.
5. Чем сложнее контроль, тем эффективнее применение станков с ЧПУ. Это происходит по двум причинам. Во-первых, во многих случаях отпадает необходимость изготавливать контрольные приспособления; во-вторых, сокращается потребность в контролерах.
При переходе на станки с ЧПУ следует помнить, что эффективность их использования зависит от того, насколько полно используются технологические возможности станка. Применение дорогостоящих станков с большим количеством инструментов нецелесообразно, если их технологические возможности используются не полностью. Окончательное решение о переводе обработки деталей на станки с ЧПУ следует принимать лишь после обоснования возможности получения требуемой точности детали и экономически целесообразной минимальной партии деталей.
Технологичность деталей, обрабатываемых на станках с ЧПУ, необходимо оценивать с двух позиций; во-первых, с точки зрения собственно обработки, которая должна осуществляться с требуемой точностью, высокой производительностью и низкой себестоимостью; во-вторых. с точки зрения задач программирования. Требования к технологичности, как удобству обработки при минимальных затратах, основаны на тех же началах, что и требования к любым другим деталям, обрабатываемым на обычных станках.
Специфическими требованиями являются:
1. Обрабатываемые поверхности детали должны быть сосредоточены с четырех сторон. На двух остальных сторонах, используемых в качестве технологических баз, должно быть минимальное количество обрабатываемых поверхностей.
2. С учетом обработки с четырех сторон деталь должна обеспечивать возможность применения такой схемы закрепления, которая не создает помех для обработки и не вызывает появления упругих деформаций, выходящих за пределы допустимых отклонений.
3. Длина растачиваемых с одной стороны отверстий не должна превосходить – допустимую для консольной обработки на данном станке. Максимальная длина не должна превышать пяти-шести диаметров оправки, несущей расточной резец.
4. При далеко «разнесенных» соосных отверстиях, обработка которых ведется с поворотом на 180°, необходимо помнить, что такая схема удваивает погрешности.
5. При обработке на фрезерных станках плоских деталей все радиусы R сопряжения смежных участков контура должны быть по возможности одинаковыми. Величина R должна соответствовать нормальному ряду диаметров концевых фрез (5, 6, 7, 8. 9, 10, 11, 12, 14, 16, 18, 20, 22, 25, 30 мм)
6. При обработке на любых станках с ЧПУ конструкция детали должна обеспечивать ее обработку с наименьшим числом установов.
7. Корпусные детали не должны иметь обрабатываемых поверхностей, расположенных под углом к осям координат.
8. В конструкциях корпусных деталей желательны два базовых отверстия, которые должны быть максимально удалены друг от друга.
9. Заготовки корпусных деталей должны отвечать требованиям машинной формовки н не иметь резких колебаний припусков на обработку. Последнее обусловлено удобством программирования. Особенно эти требования касаются деталей, обрабатываемые поверхности которых образуются кривыми линиями, сочетаниями прямых линий с дугами окружностей и т. д., т, е. деталей, требующих контурной обработки. Как правило, существующие конструкторские чертежи не удовлетворяют требованиям программирования. Поэтому их приходится перерабатывать.
Особое внимание при разработке маршрутного технологического процесса уделяют назначению термической обработки, пневмо- и гидроиспытаниям Переносить механическую обработку из одной части технологического процесса в другую с целью интеграции надо весьма осторожно Например, не следует объединять операции, обычно выполняемые после отжига или естественного старения, с операциями которые выполняют до термообработки Излишняя концентрация операций механической обработки может привести к деформации и браку деталей
Учитывая, что на многооперациоппых и координатно-сверлильных станках с ЧПУ отверстия обрабатывают без кондукторов и все параметры обеспечиваются точностью станка и инструмента, не следует предъявлять чрезмерно высокие требования к их точности.
При обработке отверстий в сплошном материале необходимо предусматривать технологические переходы по зацентровке будущих отверстий, выполняемые сверлами меньшею диаметра (обычно короткими спиральными сверлами 10–20 мм с углом при вершине 90°) или центровыми комбинированными сверлами.
При установлении последовательности обработки отверстий на станках с ЧПУ следует помимо достижения заданной точности учитывать и производительность, зависящую от времени смены инструмента, времени позиционирования и поворота стола При обработке отверстий в корпусных деталях единичными инструментами структура технологической операции может быть построена по одному из следующих принципов