

3. Технічна характеристика переносних пилок
Показник |
ФЕГ |
ФЕП |
Продуктивність, туш на год. |
200 |
125 |
Кількість подвійних ходів на хвилину |
58 |
85 |
Встановлена потужність, кВт |
1,1 |
1,7 |
Габаритні розміри, мм |
680×270×540 |
1200×260×480 |
Маса, кг |
35 |
48 |
Електропилка Р3-ФРП-2 складається із корпуса 1 (рис. 4), в якому розміщений кривошипно-шатунний механізм 17, що приводиться в дію за допомогою електродвигуна 4. Кривошипно-шатунний механізм надає зворотно-поступальний рух полотну 8. На робочому місці електропилка підвішується за підвіску 5 до каретки підвісної дороги. Через ролики каретки перекинутий трос, на один кінець якого підвішується електропилка, а на другий кріпиться противага, яка урівноважує пилку і дозволяє легко переміщувати її як в горизонтальному, так і вертикальному напрямку.
Основним недоліком електропилки Р3-ФРП-2 є відносно велика маса (64 кг), а також високі вимоги до кваліфікації обслуговуючого персоналу.

Рис. 4. Електропилка Р3-ФРП-2 для поздовжнього розпилювання туш.
1 – корпус; 2 – ручка; 3 – кабель; 4 – електродвигун; 5 – підвіска; 6 – шарикопідшипник; 7 – лучок; 8 – полотно; 9 – гайка; 10 – шток; 11 – стопорне кільце; 12 – пробка; 13,18 – пальці шатуна; 14 – шатун; 15 – маслопоказчик; 16 – піддон; 17 – кривошипно-шатунний механізм; 19 – противага.
Більш перспективними є дискові пилки з електричним або пневматичним приводом. Дискові пилки закордонного виробництва мають робочий орган (диск) діаметром 152,4; 165; 203,4; 228,6; 254; 330; 356; 406,4 мм. Такі пилки мають невелику масу та високу надійність в роботі. Так, дискова пилка моделі 77 американської фірми Kentmaster має пневматичний привод, важить 6,35 кг.
Обвалювання і жилування м’яса виконують на спеціальних столах, на конвейєрних лініях і на установці для вертикального обвалювання м’яса.
Стіл для обвалювання і жилування м’яса Я2-ФЮВ займає площу 10,8 м2 та має слідуючі габаритні розміри 3320×3250×100 мм. Маса стола 410 кг. Він розрахований на 4 робочих місця: 2 - для обвалювання і 2 – для жилування і застосовується на невеличких м’ясопереробних підприємствах, де переміщення м’ясної сировини проводиться вручну.
Більш продуктивними є конвейєрні лінії для розбирання туш, на яких транспортні операції механізовані. До складу лінії входять однострічкові або багатострічкові конвейєри.
Конвейєр обвалювання і жилування м’яса Р3-ФЖ2В є прикладом багатострічкової лінії. Конструкція уніфікованої лінії передбачає шість типів конвейєрів різної продуктивності, яка забезпечується за рахунок різного компонування секцій (табл. 4).
4. Технічна характеристика конвейєрів для обвалювання і жилування м’яса.
Показник
|
Р3-ФЖ2В |
Р3-ФЖ2В-01 |
Р3-ФЖ2В-02 |
Р3-ФЖ2В-03 |
Р3-ФЖ2В-04 |
Р3-ФЖ2В-05 |
Продуктивність, т за зміну |
5-7 |
7-10 |
10-13 |
12-16 |
15-19 |
17-22 |
Кількість обслуговуючого персоналу: |
|
|
|
|
|
|
обвалювальників |
5 |
7 |
9 |
11 |
13 |
15 |
жилувальників |
3 |
4 |
5 |
6 |
7 |
8 |
Споживання електроенергії, кВт/год |
10,6 |
10,6 |
10,6 |
13 |
13 |
13 |
Габаритні розміри, мм |
17390× ×3980×1715 |
19900× ×3980×1715 |
23370× ×3980×1715 |
25970× ×3980×1715 |
29390× ×3980×1715 |
31970× ×3980×1715 |
Маса, кг |
4980 |
5410 |
6150 |
6620 |
7390 |
7800 |
Вертикальне обвалювання здійснюється на установках періодичної дії Я8-ФОП, Я4-ФАФ, Я4-ФВЩ.
Установка Я8-ФОП служить для обвалювання напівтуш великої рогатої худоби і свиней у вертикальному стані з повним або частковим очищенням кісток як для напівфабрикатів, так і для ковбасного виробництва.
Установка складається (рис. 5) із рами 1, вертикальних спрямовуючих 10, каретки 3 з участком підвісної дороги, системи блоків 2, троса 4, спеціального захвата для виривання кісток 8, гідравлічного і електричного приводів.
З підвісної дороги 11 тролей з тушою наїжджає на каретку і фіксується. По мірі обробки туші каретку за допомогою гідропривода опускають вниз. Швидкість руху каретки складає 0,17 мм/с, хід – до 2000 мм.
Продуктивність установки складає до 20 яловичих і 50 свинячих напівтуш за годину. Максимальна вантажопідйомність 1200 кг, потужність електродвигуна 4кВт, габаритні розміри 1550×1000×4460 мм, маса 622 кг.
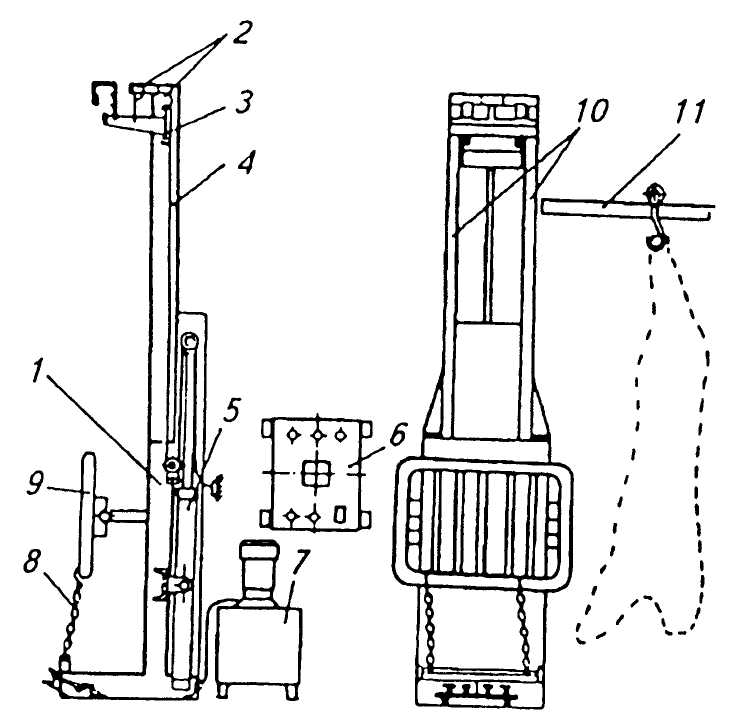
Рис. 5 Установка Я8-ФОП для вертикального обвалювання туш:
1 – рама; 2 – система блоків; 3 – каретка; 4 – трос; 5 – гідроциліндр; 6 – електрошафа; 7 – гідропривод; 8 – захват для виривання кісток; 9 – упор; 10 – спрямовуючі; 11 – підвісна дорога.
Обладнання для механізованого обвалювання м’яса дозволяє одержувати продукт із сировини після ручного обвалювання. Машини для обвалювання працюють за принципом пересування і можуть бути стрічкового або шнекового типів.
В перших сировина для обвалювання подається на стрічку, яка притискується до барабана з отворами від 2 до 10 мм. Відокремлене від кісток м’ясо через отвори протискується в середину барабана, а кістковий залишок продовжує рухатися на конвейєрі.
В обвалювальних машинах шнекового типу застосовується не зовнішня подача сировини (як в стрічкових машинах), а внутрішня. Сировина під тиском, що створює шнек, проштовхується до барабана з отворами. М’ясо протискується через отвори барабана, а кістки видаляються із машини через спеціальне вікно. Для одержання м’яса різних ґатунків, його відбирають у різних зонах барабана (рис. 6). Діаметр отворів у барабані суттєво впливає на якість м’яса: чим більше розмір отворів, тим більше в м’ясному продукті з’єднувальних тканин і кісток. Оптимальним вважається барабан з отворами діаметром 0,5 мм.

Рис. 6. Схема роботи шнекового преса для обвалювання м’яса:
1 – конічний перфорований барабан; 2 – вал з гвинтовою конічною поверхнею; 3 – конус.
Шнековий прес є складовою частиною лінії обвалювання м’яса американської фірми Beehive. Сировина (м’ясо на кістках) подрібнюється в подрібнювачі і подається в прес. Під тиском 1,5-2 МПа воно подається шнеком в конічний барабан з отворами діаметром 0,4 мм і продавлюється через них.
Аналогічно працюють преси для механічного обвалювання і дообвалювання м’яса худоби і птиці К25.046, «Унікон-500», РВС-1000.
В разі, коли крім обвалювання м’яса переробляють кістки, використовують горизонтальний гідравлічний прес, робочий процес якого дозволяє одержувати кістки у вигляді брикетів. Такий прес складається із силового, робочого та двох допоміжних циліндрів (рис. 7), а також трьох бункерів (для сировини, м’яса і брикетованих кісток).

Рис. 7. Принципова схема гідравлічного горизонтального преса:
1 – поршень; 2 – силовий циліндр; 3 – допоміжні циліндри; 4 – завантажувальний бункер; 5 – робочий циліндр; 6 – упор; 7 – брикет; 8 – отвір для брикетів із кісток; 9 – бункер для м’яса.
Сировина із бункера 4 подається в робочий циліндр 5. М’ясна фракція поршнем 1 подавлюється через отвори циліндра 5 і надходить в бункер для м’яса 9, а одержаний із кісток брикет 7 через спеціальний отвір 8 подається в інший бункер. При переміщенні поршня вліво робочий циліндр знову завантажується сировиною із бункера 4.
Існують машини, в яких на сировину діє велика кількість еластичних плоских пластин, які зіскоблюють м’ясо з кісток (рис. 8).

Рис. 8. Машина для механічного очищення кісток:
1 – циліндричний корпус; 2 – статор; 3,10 – робочі елементи; 4 – середні ділянки робочих елементів ротора; 5 – середні ділянки робочих елементів статора; 6,9 – гострі кінці робочих елементів; 7 – завантажувальний люк; 8 – пружина статора; 11 – пружина ротора; 12 – вільні кінці робочих елементів; 13 – редуктор; 15 – люк для вивантаження кісток; 16 – подовжені кінці робочих елементів; 17 – люк вивантаження м’яса; 18 – ротор.
Машина складається із статора 2 і ротора 18, на яких закріплені рухомі 4 і нерухомі 5 еластичні пластини. Вільними кінцями пластини розташовані навпроти. Пластини статора мають на кінцях звуження і загнуті у вигляді крючка з прямим різальним краєм. У ротора пластини верхнього ряду коротші, ніж пластини нижніх рядів. Причому кінці пластин зрізані навскоси, що утворює простір, в який із люка 7 надходять кістки. Рухаючись зверху вниз по спіральному каналі, кістки очищаються від м’яса і надходять в вивантажувальний люк 15.
На рис. 9 наведена схема очищення кісток від м’яса.

Рис. 9. Схема очищення кісток від м’яса:
1 – ротор; 2 – статор; 3 – пластина ротора; 4 – пластина статора з крючком; 5 – кістка.