

1.1.3 Пример выполнения задания
Задана
посадка
 .
.
Используется система вала, т.к. основное отклонение вала h (es=0). Посадка с натягом, т.к. обозначение основного отклонения отверстия – Р.
Для
отверстия
 :
верхнее отклонение
:
верхнее отклонение
 мкм; нижнее отклонение
мкм; нижнее отклонение
 мкм [5]. Допуск
мкм [5]. Допуск
 мкм,
мкм,
Для
вала
 :
верхнее отклонение
:
верхнее отклонение
 мкм; нижнее отклонение
мкм; нижнее отклонение
 мкм [5]. Допуск
мкм [5]. Допуск
 мкм.
мкм.
Предельные размеры отверстия и вала:




Параметры посадки с натягом:



Проверка:
допуск посадки 

Результаты расчетов необходимо свести в таблицы и по данным расчетов построить схемы полей допусков рассчитанных посадок.
Таблица 2 – Типы и параметры посадок, мм
Обозна- чение посадки |
Предельные размеры |
Параметры посадок |
Тип посадки |
Допуск посадки |
||||||||
отверстия |
вала |
зазор |
натяг |
|||||||||
|
|
|
|
|
|
|
|
|||||
|
34,983 |
34,958 |
35,0 |
34,984 |
- |
- |
0,042 |
0,001 |
с натягом |
0,041 |
||








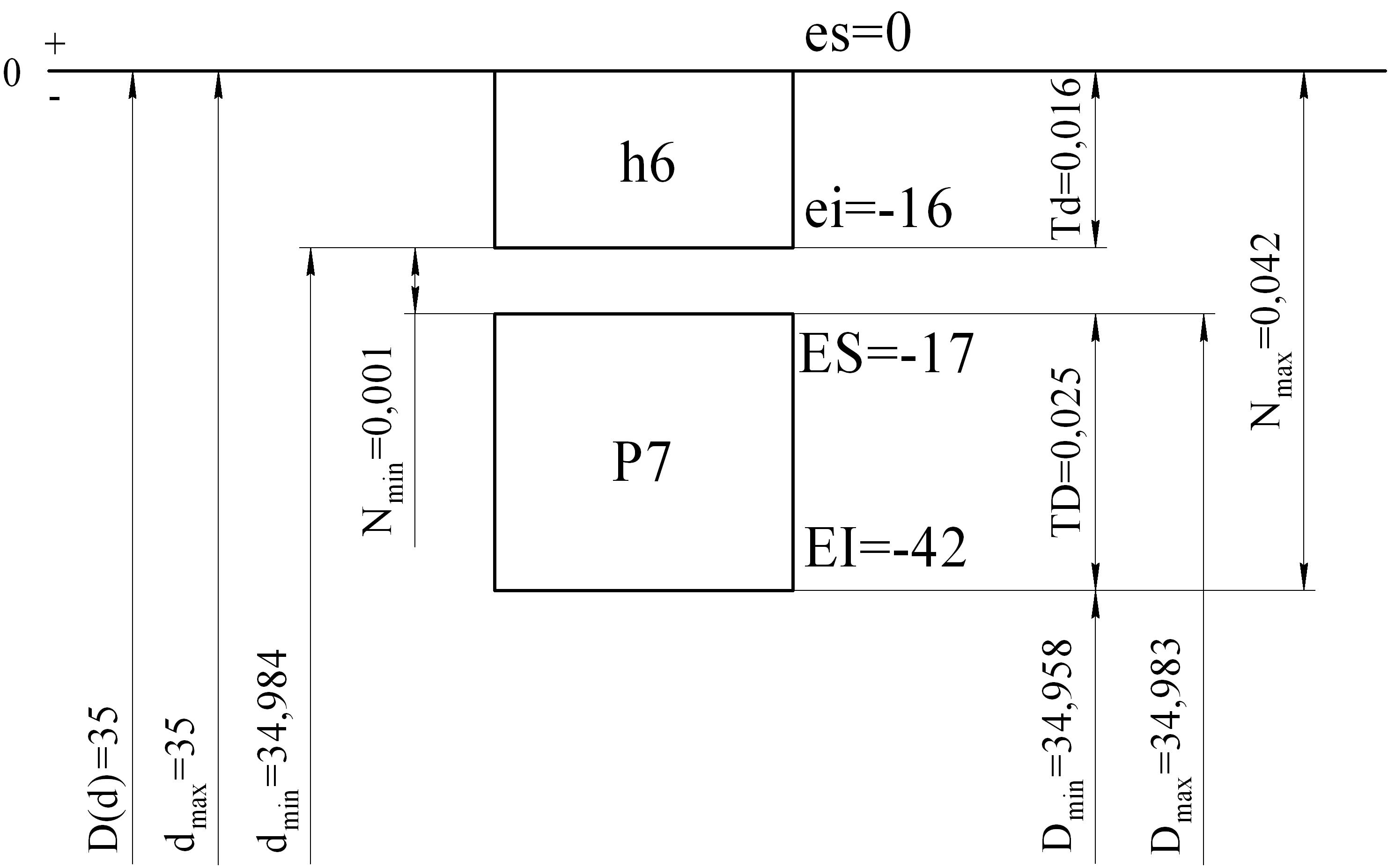
Рисунок 2 – Схема посадки с натягом
Выполнить простановку посадок на эскизах (рисунок 3).
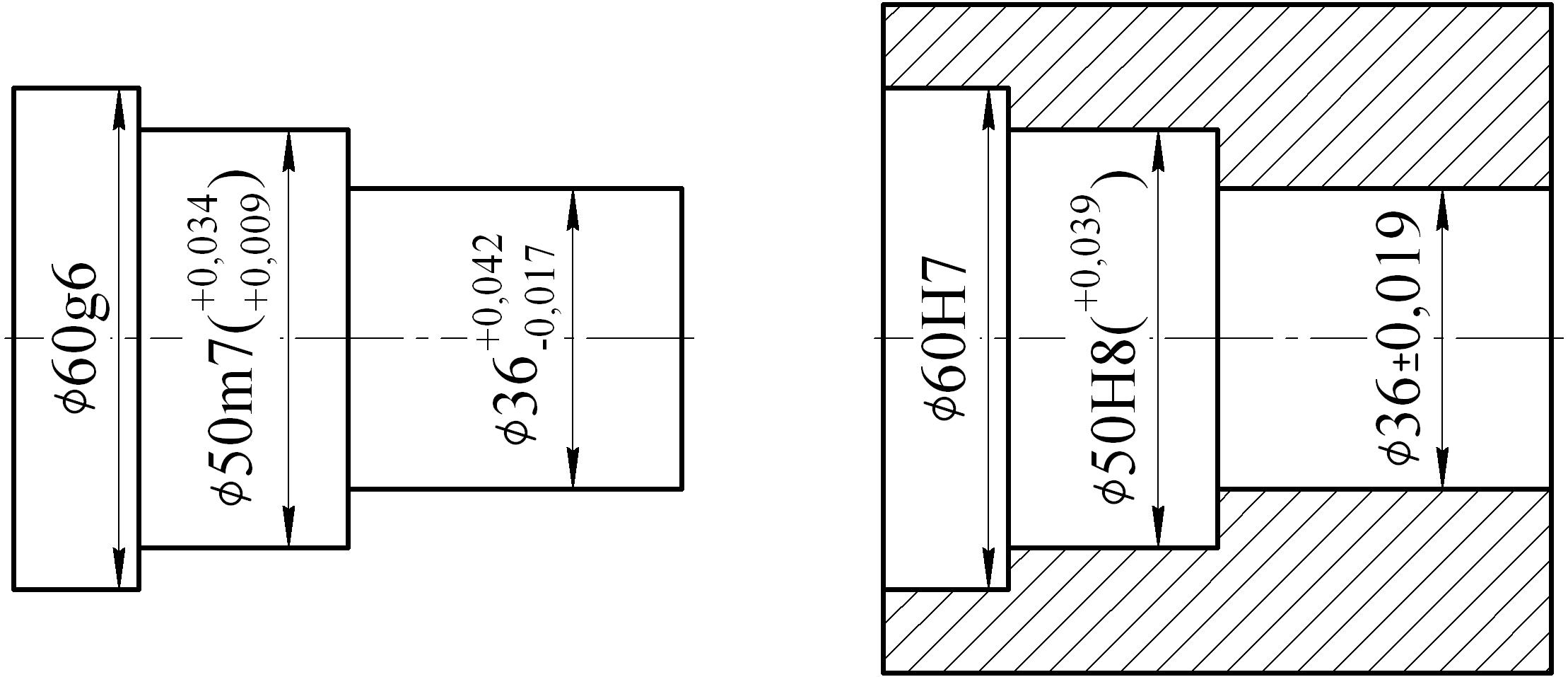
Рисунок 3 – Эскизы сопрягаемых деталей
Предпочтительным
обозначением полей допусков на чертежах
являются
 и
и
 .
.
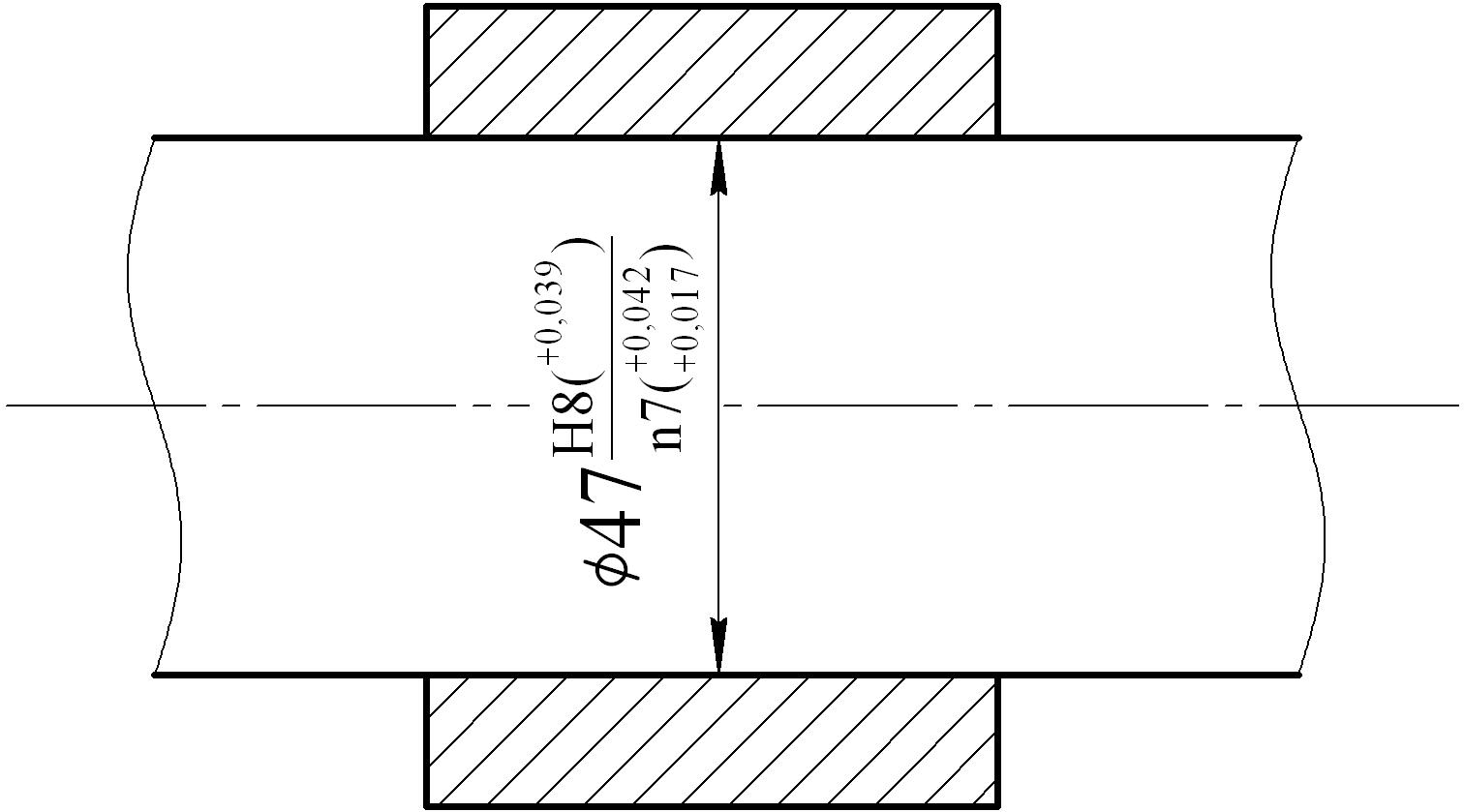
Рисунок 4 – Обозначение посадок на чертежах
1.2 Расчет калибров для контроля гладких цилиндрических соединений
1.2.1 Задание
Рассчитать комплект гладких предельных калибров для контроля вала и отверстия, составляющих одну из посадок задания 1.1:
- построить схемы полей допусков выбранных деталей, а также рабочих и контрольных калибров для контроля этих деталей;
- на схемах указать предельные отклонения и допуски деталей и калибров, предельные размеры калибров;
- выполнить чертежи рабочих калибров, указать маркировку, исполнительные размеры и шероховатость рабочих поверхностей калибров.
1.2.2 Методические указания
При массовом и крупносерийном производстве контроль точности изготовления с допусками IT6...IT17 выполняется калибрами: валов – скобами, отверстий – пробками. Комплекты рабочих калибров для контроля готовых изделий состоят из проходного ПР и непроходного НЕ, зачастую совмещённых.
Деталь считается годной, если под собственным весом или действием силы, равной весу, проходной калибр проходит, а непроходной – не проходит по проверяемым поверхностям. Проходной стороной ПР калибров контролируют проходной предел – максимальный предельный размер dmax у валов и минимальный предельный размер Dmin у отверстий, т.е. размеры, соответствующие максимуму материала деталей. Непроходной стороной НЕ калибров контролируют непроходной предел – минимальный предельный размер dmin валов и максимальный предельный размер Dmax отверстий, т.е. размеры, соответствующие минимуму материала деталей.
Для контроля величины износа нерегулируемых и установки регулируемых калибров-скоб применяют контрольные калибры – пробки. По СТ СЭВ 157-75 на изготовление гладких калибров установлены обозначения отклонений и допусков (по 2...4 квалитетам):
И – допуск новых калибров для отверстий;
Hs – допуск калибров со сферическими измерительными поверхностями, мкм;
H1 – допуск новых калибров для вала, мкм;
Нр – допуск контрольных калибров для скоб, мкм;
Z – отклонение середины поля допуска проходного калибра-пробки относительно наименьшего предельного размера контролируемого отверстия мкм;
Z1 – отклонение середины поля допуска проходного калибра-кольца или калибра скобы относительно наибольшего предельного размера контролируемого вала, мкм;
Y – допустимый выход размера изношенного проходного калибра-пробки за границу поля допуска изделия, мкм;
Y1 – допустимый выход размера изношенного проходного калибра-кольца или калибра скобы, мкм;
α
и α1
– величина для компенсации погрешности
контроля калибрами соответственно
отверстий или валов с размерами выше
180 мм. При размерах отверстий или валов
менее 180 мм
 .
.
Для
изделий от 9-го до 17-го квалитетов граница
износа проходных калибров совпадает с
пределом максимума материала изделия
 .
.
Исполнительными называют предельные размеры калибра по которым изготавливают новый калибр. Для калибров-пробок исполнительными размерами ПР и НЕ сторон калибра являются наибольшие предельные размеры с допусками «в минус», т.е. в «тело» калибра.
Формулы для расчёта исполнительных размеров калибров-пробок ПРmax и НЕmах, калибров-скоб ПРmin и HEmin и контрольных калибров К-Иmах, К-ПРmах, К-НЕmах:




На калибрах маркируются номинальный размер детали, условное обозначение поля допуска контролируемого размера, тип ПР или НЕ, числовые значения предельных отклонений контролируемого размера (рисунок 6).
Таблица 3 – Допуски калибров, мкм
Квалитет допуска изделия |
Обозначение допуска калибра |
Интервалы размеров, мм |
|||||||
До 3 |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
||
6 |
Н, Нs |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
H1 |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
Hp |
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
|
7 |
Н, H1 |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
Нs |
- |
- |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
|
Hp |
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
|
8, 9 и 10 |
Н |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
H1 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
|
Нs, Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
|
Таблица 4 – Величины, определяющие расположение полей допусков калибров, мкм
Квалитет допуска изделия |
Обозначение отклонения калибра |
Интервалы размеров, мм |
|||||||
До 3 |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
||
6 |
Z |
1 |
1,5 |
1,5 |
2 |
2 |
2,5 |
2,5 |
3 |
Y |
1 |
1 |
1 |
1,5 |
1,5 |
2 |
2 |
3 |
|
Z1 |
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
|
Y1 |
1,5 |
1,5 |
1,5 |
2 |
3 |
3 |
3 |
4 |
|
7 |
Z, Z1 |
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
Y, Y1 |
1,5 |
1,5 |
1,5 |
2 |
3 |
3 |
3 |
4 |
|
8 |
Z, Z1 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
Y, Y1 |
3 |
3 |
3 |
4 |
4 |
5 |
5 |
6 |
|
9 и 10 |
Z, Z1 |
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |