

Отверстия в палубах и продольном наборе для обеспечения выполнения сборки и сварки агрегатами типа «Океан»
1 —-наружная обшивка; 2 — палубный стрингер
Черт. 14
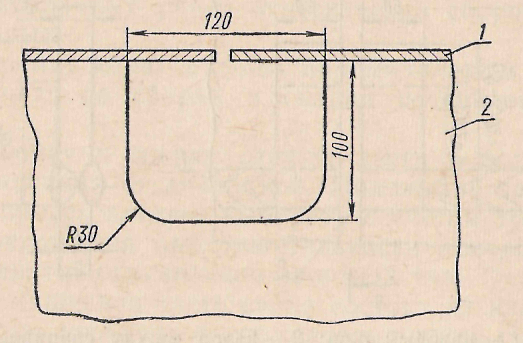
Схема подготовки обшивки у скулового паза под автоматическую сварку с принудительным формированием шва стыка бортовых секций

/ — бортовая секция; 2—скуловой лист; 3 — скуловой паз; 4 — участок скулового паза; 5 — зазор между свариваемыми деталями
Черт. 15
При наличии перепада толщин по монтажному стыку необходимо сделать плавный скос большей толщины в соответствии с черт. 16.
С хема
подготовки обшивки с перепадом толщин
под автоматическую сварку с
принудительным формированием шва
хема
подготовки обшивки с перепадом толщин
под автоматическую сварку с
принудительным формированием шва
1 — пазовый шов; 2 — зазор между свариваемыми деталями
![]() — участок стыкового
соединения, удаляемый строжкой;
— участок стыкового
соединения, удаляемый строжкой;
![]() — участок стыкового соединения,
зачищаемый турбинкой; S
и S'—
толщина обшивки
— участок стыкового соединения,
зачищаемый турбинкой; S
и S'—
толщина обшивки
Черт. 16
5.3. Секционный способ постройки
5.3.1. Пирамидальный способ формирования корпуса
5.3.1.1. При пирамидальном способе постройки корпуса судна очередность установки секций в пирамиде должна выбираться с учетом обеспечения удобства выполнения установочных, сборочных и сварочных работ и получения минимальных сварочных деформаций.
5.3.1.2. Положение секций при их установке на стапеле следует проверять в соответствии с указаниями ОСТ5.9613—75.
5.3.1.3. При постройке корпусов судов пирамидальным способом необходимо:
корпус формировать более крутой пирамидой по высоте, при этом по длине формирование следует производить одновременно в нос и корму, а по ширине — по левому и правому бортам;
сборку и сварку секций производить в последовательности, обеспечивающей свободную усадку поперечных сварных соединений,
для чего:
поперечные соединения собирать на прихватках, а продольные, в районе монтажной шпации — на гребенках, в остальной части — на прихватках, руководствуясь подразделом 3.4 настоящего стандарта;
в первую очередь сваривать поперечные соединения;
сварку секций вести симметрично относительно диаметральной плоскости и закладных секций;
сварку монтажных стыков производить по возможности большим количеством одновременно работающих и равномерно размещенных сварщиков;
отставание сварочных работ относительно сборочных должно быть минимальным.
5.3.1.4. Постройку корпуса судна пирамидальным способом необходимо начинать со сборки и сварки соединений днищевых секций.
При этом сборку и сварку следует вести в нос и корму по одной секции, начиная от закладной. Положение закладной секции по длине корпуса следует выбирать с учетом требования максимального сокращения продолжительности постройки судна и обеспечения принятой организации производства.
5.3.1.5. Если днищевая часть судна состоит из нескольких секций по ширине, то необходимо их сварить между собой по пазовым соединениям, после чего производить сварку стыковых кольцевых соединений со смежными секциями.
5.3.1.6. К установке и сварке соединений главных продольных и поперечных переборок следует приступать после окончания всех сборочно-сварочных работ по днищевым секциям, при этом вначале должны быть сварены между собой по стыкам главные продольные переборки, затем к ним следует приваривать главные поперечные переборки и после этого приступать к приварке главных продольных и поперечных переборок к настилу второго дна или к наружной обшивке днища.
При установке на стапеле секций главных продольных и поперечных переборок из нескольких подсекций сварка внутрисекционных стыков должна производиться до сварки межсекционных стыков.
5.3.1.7. Установка, сборка и сварка бортовых секций должны производиться после сборки и сварки главных продольных и поперечных переборок в данном районе пирамиды с учетом указаний п. 5.3.1.3 настоящего стандарта.
В отдельных случаях допускается установка бортовых секций при неприваренных продольных и поперечных переборках, а в оконечностях судна и в местах большого развала бортов — до установки переборок при условии обеспечения крепления бортовых секций к сваренным днищевым секциям или к стапелю.
5.3.1.8. Установка, сборка и сварка секций палуб должны производиться после сборки всех конструкций, лежащих ниже этих палуб, а также после погрузки механизмов и устройств, предусмотренных технологическим процессом постройки судна.
Сварка деталей легких переборок между собой и приварка их к палубам должны производиться после установки и сварки выше-расположенных палуб. Это же требование предъявляется к проведению операций клепки и сварки съемных листов, расположенных на нижележащих конструкциях.
5.3.1.9. При наличии в конструкции корпуса клепаных пазов общий порядок сборки и сварки корпуса не должен изменяться, а клепку следует производить в следующей очередности:
при расположении клепаных пазов по днищу корпуса — после сварки бортовых секций в районе клепаного паза;
при расположении клепаных пазов на наружной обшивке борта — после окончания сварки вышерасположенной палубы в районе этого паза;
при наличии клепаных пазов соединения стрингерного угольника с верхней палубой — после сварки секций бортов, палуб и вышележащих конструкций в районе заклепочных соединений.
5.3.1.10. В случае соединения конструкций поперечных переборок, палуб, платформ из алюминиевого сплава со стальным корпусом судна через биметаллические вставки, сборку и сварку необходимо выполнять в следующей последовательности:
в конструкциях из алюминиевых сплавов по кромкам, соединяемым с корпусом судна, установить по разметке биметаллические вставки и закрепить их на прихватках;
сварить биметаллические вставки между собой по стыкам и приварить их к конструкции из алюминиевого сплава;
установить конструкцию из алюминиевого сплава на штатное место, причертить припуск стальных комингсов или шельфов, подрезать и приварить устанавливаемую конструкцию к комингсам или шельфам;
стыковые соединения биметаллических вставок в составе непроницаемых конструкций покрыть тиоколовым герметиком по ОСТ5.9656—77 или композицией на основе эпоксидных смол по ОСТ5.9068—79.
5.3.1.11. Сварку, контроль качества и устранение выявленных дефектов сварных соединений на биметаллических вставках следует производить в соответствии с указаниями пп. 5.2.2.11, 5.2.2.12 и 5.2.2.13 настоящего стандарта.
5.3.2. Островной способ формирования корпуса
5.3.2.1. Если при пирамидальном способе формирования корпуса не обеспечивается необходимый фронт работ для выполнения заданной программы постройки судов, корпус следует формировать островным способом.
Формирование корпуса судна островным способом должно выполняться одновременно в нескольких районах (островах),представляющих части корпуса, где монтаж механизмов, устройств и
оборудования, как правило, следует доводить до максимальной готовности.
Сборочно-сварочные работы в пределах каждого острова следует выполнять пирамидальным способом.
5.3.2.2. Для обеспечения необходимого фронта работ корпуса крупнотоннажных судов следует формировать одновременно двумя и более островами. При этом сборку и сварку отдельных островов между собой следует производить с установкой между монтажными стыками забойных элементов (узлов или секций).
5.3.2.3. Монтажные стыки между островами и стыки забойных элементов должны быть совмещены в одной плоскости по всему поперечному сечению корпуса.
5.3.2.4. Забойные элементы следует устанавливать между островами в процессе сборки и сварки секций смежных островов, но только после окончания сварочных работ по всем монтажным пазам и стыкам секций, между которыми ставятся забойные элементы (черт. 17).
Последовательность установки и сварки забойных узлов или секций в районе монтажного межостровного стыка

1 — приварка забойных бортовых или днищевых секций (узлов)' по вертикальной кромке к острову № 1;
2 — приварка забойной бортовой секции (узла) по нижней горизонтальной кромке; 3 — приварка забойной палубной (днищевой) секции к палубе (днищу) острова № 1; 4 — приварка забойной палубной секции к борту; 5 — сварка кольцевого монтажного стыка; → — направление сварки