

Види дефектів при литті
Бракованим називають такий виливок, що має хоча б один неприпустимий по технічних умовах дефект. Дефекти можуть бути по невідповідності мікроструктури, хімічного складу, фізичних і механічних властивостей. Відповідно до ГОСТ 19200-73 прийнята класифікація дефектів виливків складається із чотирьох груп. Група І- невідповідність по геометрії (недолив, різностінність, перекіс). Група ΙΙ - дефекти поверхні (пригар, наріст, затока). Група ІІІ - несплошність в тілі виливка (усадочні раковини, газові раковини, пористість). Група ІV - різні включення (неметалічні й металеві). Схеми основних видів ливарних дефектів показані на рисунку 4.
а)![]()
б)
в)![]()
г)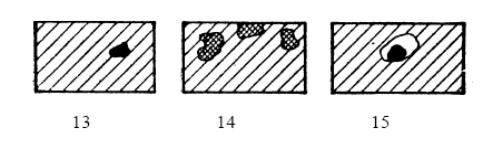
а) - невідповідність по геометрії; б) - дефекти поверхні;
в) - нещільність в тілі виливка; г) - включення
1 - недолив; 2 - злам; 3 - перекіс; 4 - різностіність; 5 - пригар;
6 - наріст; 7 - ужимина; 8 - затока; 9 - усадочні раковини; 10 - утяжина;
11 - газові раковини; 12 - пористість; 13 – металеві включення;
14 – неметалічні включення; 15 – "королек"
Рис. 4. Схеми основних видів ливарних дефектів
Причин виникнення браку дуже багато: некондиційні вихідні формувальні матеріали; погана якість шихти для плавки металу; невдала конструкція деталі (деталь не технологічна); невдала конструкція ливникової системи й погано продумана ливарна технологія; низька якість форм і стрижнів; слабкий технологічний контроль і ін.
Вибір розміщення відливка у формі
При визначенні положення форми при заливанні виходять із наступних міркувань. Поза залежністю від можливих ускладнень формування варто вибирати таке положення виливка, при якому можна здійснити його спрямоване затвердіння – за рахунок прибутків.
Виливки типу валів, барабанів, втулок і ним подібні треба розташовувати у формі й заливати вертикально для рівномірного заповнення форми сплавом, виділення газів, спливання неметалічних включень.
Найбільш відповідальні поверхні виливка, що піддаються механічній обробці, необхідно розміщати в нижній частині форми. Якщо це викличе труднощів при формуванні, то їх розташовують вертикально або похило.
Тонкі стінки виливка потрібно розміщати в нижній частині форми вертикально або похило. У верхній горизонтальній частині форми не слід розташовувати більші поверхні виливка, тому що це може привести до "обгару" верху форми й утворенню "ужимин". Масивні частини виливка (особливо при литті зі сталі й сплавів кольорових металів) треба розташовувати в такому положенні, щоб воно було зручним для живлення їхніми прибутками.
Необхідно забезпечити найкоротший шлях проходження металу від ливникової системи до виливка. Основні вимоги до вибору положення виливка у формі для сірого чавуну, полягають у наступному. Масивні частини виливків із сірого чавуну варто розташовувати в нижній напівформі, а при формуванні в одній напівформі - великих виливків при цьому забезпечується застосуванням металевих холодильників або сумішей з підвищеною теплопровідністю. Більші плоскі поверхні не слід розташовувати вгорі, а якщо це неминуче, варто ділити їхніми ребрами, що зменшує утворення ужимин і руйнування верхньої поверхні форми променистою теплотою металу, або різко зменшити час заповнення форми. Основну частину виливків з малою й рівномірною товщиною стінок (посудне лиття, ванни) варто розташовувати у верхній частині форми, забезпечуючи тим самим гарне її заповнення клиновими щілинними або дощовими живильниками, підведенними у верхню частину виливка.
Виливок необхідно розташовувати так, щоб забезпечити спокійне заповнення форми, що виключає руйнування струменем металу окремих ділянок форми й стрижнів. Для усунення утворення газових раковин виливка при заливанні варто розташовувати так, щоб був забезпечений переважно верхній відвід газів зі стрижнів. Виливок у формі варто розташовувати по можливості так, щоб можна було об'єднати кілька стрижнів в один для двох і більше виливків. Також необхідно, щоб загальна висота форми була найменшої, а напівформи мали приблизно однакову висоту.
Основні вимоги до вибору рознімання форми
Рознімання форми повинне бути плоским; при фасонній поверхні рознімання його побудова повинна виконуватися лініями, що мають певну геометричну форму, що спрощує процес виготовлення, доведення й контролю модельних плит. Число окремих частин повинне бути мінімальним; при масовому й серійному виробництві, якщо не можна змінити конструкцію виливка, їх варто заміняти стрижнями.
Рознімання форми повинно бути таким, щоб всі або основні стрижні встановлювалися в нижній напівформі й забезпечували тим самим максимально зручні процеси зборки форми, її обробки, фарбування й просушування, а також контроль установки стрижнів.
Базові поверхні виливків повинні бути розташовані в одній напівформі з оброблюваними поверхнями, а також із фланцями й припливами, пов'язаними з базовими твердими розмірами; частини деталі, що не допускають відносного взаємного зсуву, повинні також розташовуватися в одній напівформі; якщо ж рознімання форми не допускає їхнього розташування в одній напівформі, те відповідальні поверхні повинні займати у формі строго певне положення стосовно базових, що досягається застосуванням спеціального оснащення й засобів контролю.
Для забезпечення рівномірної товщини стінок виливків лінії рознімання форми й стрижня повинні збігатися, а величини їхніх формувальних ухилів повинні бути однаковими.
Для підвищення точності виливка його варто розташовувати в одній напіформі, що обов'язково для виливків, формуюмих у ґрунті або неспарених опоках; з цією ж метою фіксацію стрижнів варто робити в тій частині форми, у якій оформляються всі або більшість зовнішніх поверхонь виливків.
Рознімання форми повинна забезпечити найменша кількість дефектів по перекосах, а також мінімальну довжину ливарних швів по поверхнях виливків і, відповідно, заток; якщо ж заток не уникнути, то їхня обробка не повинна викликати ускладнень; на базових поверхнях виливків ливарні шви й задири не допускаються.
При безопочному формуванні більш висока частина виливка повинна бути розташована в нижній частині напівформи; у цьому випадку знімання верхньої форми й нижньої, що перебуває під впливом вібратора, не викликає утруднень. Якщо лінія рознімання вертикальна, то її варто розташовувати так, щоб забезпечити надійне кріплення стрижнів.
Рознімання форми повинено бути таким, щоб забезпечити зручний вивід газів із всіх стрижнів і поглиблених (при ґрунтовому формуванні) ділянок форми.
Розробка креслення виливка
Основою для проектування виливка є креслення деталі (малюнок 2). На кресленні деталі крім основних розмірів зазначена шорсткість поверхні й залежно від її величини студент вирішує питання про необхідність механічної обробки даної поверхні. Інші поверхні, які не підлягають механічній обробці, зазначені у правому верхньому куті креслення.
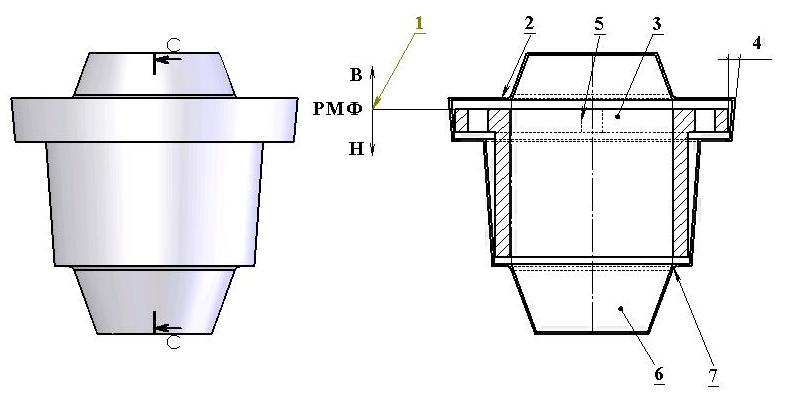
1 - площина рознімання моделі й форми; 2 - контур виливка; 3 - стрижень;
4 - формувальний ухил; 5 - отвори, що не відливають; 6 - стрижневий знак;
7 - радіус закруглення
Рис.5 Ескізи виливка й моделі
На кресленні деталі умовною позначкою наносять: припуски на механічну обробку; технологічні припуски (ливарні ухили, напуски, жолобники); лінії рознімання форми й контури стрижнів і їхніх знакових частин; і установки прибутків (якщо вони необхідні); всі розміри, марку сплаву, і т.п.
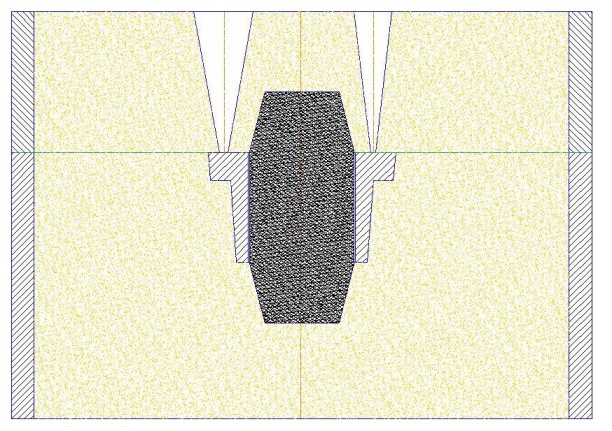
Рис. 6. Форма у зборці