

2.3 Назначение и устройство ремонта направляющих стола
Ремонт стола заключается в восстановлении геометрических и линейных параметров направляющих.
Ремонт направляющих стола под консоль шлифованием
Стол и салазки.
На рис. 1 приводится общий вид стола и салазок с указанием органов управления, обеспечивающих рабочие и быстрые перемещения стола. Стол станка может быть настроен на полуавтоматический или ручной цикл работы, для чего на дверке правого электрошкафа необходимо поставить среднюю рукоятку в соответствующее положение «управление от кулачков включено» или «управление от кулачков выключено». На столе и салазках станков 2 и 3-го размера (6Н82, 6Н82Г, 6Н12, 6Н83. 6Н83Г и 6Н13) находятся следующие органы управления.
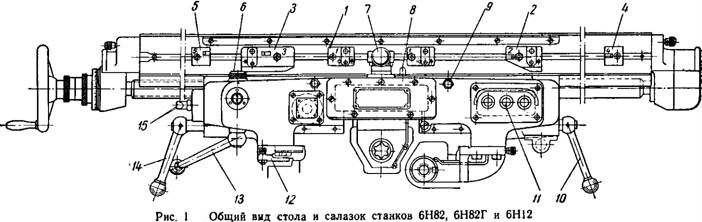
Рукоятка 7 продольного хода, имеющая три положения: «подача вправо», «подача влево» и «стоп».
Установка рукоятки продольного хода в положение «стоп» дает выключение правой или левой рабочей подачи, правого или левого быстрого хода во всех случаях, независимо от настройки станка на полуавтоматический цикл или на ручное управление, за исключением случаев, когда для автоматического перехода стола на обратный ход утопляется штифт 5, расцепляющий рычаги выключения кулачковой муфты продольного хода (см.ниже).
Дублирующая рукоятка 13 продольного хода, расположенная внизу салазок, дает возможность пользоваться ею в то время, когда фрезеровщик находится сбоку станка (сзади стола). Эта рукоятка жестко связана с основной рукояткой 7 продольного хода и полностью повторяет ее движения.
Кулачки для работы по полуавтоматическому циклу. Остановка левого и правого ходов стола, т. е. ограничение продольного хода, производится кулачками 4 и 5 для того, чтобы он не вышел из пределов паспортного хода. Ограничение левого хода стола производится кулачком 4, а правого хода — кулачком 5, перемещаемыми по пазу стола. В том случае, когда стол необходимо остановить не в крайних точках его движения, ограничительные кулачки 4 и 5 ставят и закрепляют в необходимом месте. Оба кулачка 4 и 5 не должны никогда сниматься со станка, так как они предохраняют стол от перебега, если фрезеровщик не остановит вовремя стол при ручном управлении.
Кулачки 1 переключают рабочую подачу на быстрый ход или быстрый ход на рабочую подачу при правом или левом движении. Правый и левый кулачки отличаются между собой лишь положением ввернутого штифта (со шлицем на головке). Расположение штифта с правой стороны кулачка заставляет его срабатывать при левом ходе стола, расположение штифта с левой стороны кулачка заставляет его срабатывать при правом ходе стола. Кулачки 1 работают только в том случае, если рукоятка на правой дверке электрошкафа находится в положении «управление от кулачков включено», т. е. при настройке на полуавтоматический цикл. При работе с ручным управлением рекомендуется эти кулачки переставить на неработающую часть стола или снять.
По особому заказу завод поставляет со станком дополнительное количество кулачков Д а также два кулачка 2 и 3.
Кулачки 2 и 3 производят переключение с рабочей подачи влево на быстро вправо и с рабочей подачи вправо на быстро влево. Эти кулачки также работают только при настройке станка на полуавтоматический цикл.
Кнопочная станция, расположенная с передней правой стороны салазок, дублирует кнопки «быстро», «шпиндель» и «стоп», помещенные на корпусе механизма переключения скоростей
Рукоятки зажима 10 и 14 дают возможность увеличить жесткость салазок при тяжелых режимах на продольной подаче. Включать поперечную подачу при поджатых рукоятках зажима салазок нельзя.
Ограничительные кулачки 12 поперечного хода предназначаются для автоматического выключения поперечной подачи или поперечного быстрого хода в нужном месте.
Рукоятка 15 ручной смазки салазок расположена на левом торце корпуса салазок. Насос привинчен к внутреннему приливу салазок. Масло заливают через фильтр 6 до уровня, показываемого маслоуказателем.
Винты 9 для поджатия клина выбирают зазоры в скосах стола при тяжелом фрезеровании, если оно ведется кратковременно и фрезеровщику нежелательно нарушать хорошую регулировку клина по длине.
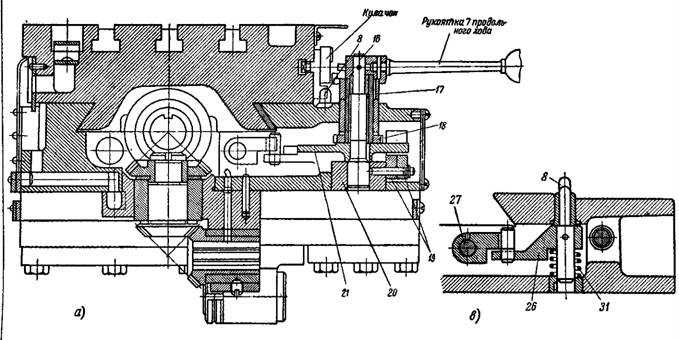
Рукоятка продольного хода 7 (рис. 2, а) имеет на своей ступице, со стороны, обращенной к столу, два выступа, расположенные на разной высоте, на которые воздействуют кулачки 4 и 5 поворачивающие рукоятку продольного хода и ставящие ее в положение «стоп». Это дает выключение левого или правого хода стола.
Рукоятка 7 жестко (через штифт и шпонку) соединена с осью 16, которая вращается во втулке 20, вращая вместе с собою копир 21. На этой же оси 16, через промежуточную втулку, смонтированы звездочки 17 и 18 включения быстрого хода, работающие только при полуавтоматическом цикле. Звездочка 17 получает вращение от кулачка 1 и 2 или 3 и передает его нижней звездочке 18 (рис. 2, б), которая имеет различную глубину впадин, что при повороте ее на 45° дает разный ход штоку 22. Шток в свою очередь воздействует на конечный выключатель 23 и при замыкании его контактов через магнитный пускатель включает электромагнитную муфту быстрого хода. Команды от звездочек поступают в последовательном порядке: включено (быстро) — выключено (подача) — включено (быстро) — выключено (подача) и т. д. При ручном управлении станком цепь быстрого хода отключена и в работе не участвует.
Имеющийся у копира 21 выступ воздействует на два лепестка 19 (см. рис. 2, а) и через них на два конечных выключателя 24 и 25 (см. рис. 2, б). Конечные выключатели используют два мостика: один для блокировки с другими ходами, а второй на включение через реверсивный магнитный пускатель хода вправо в одном конечном выключателе и хода влево в другом. Выключение двигателя получается после выключения кулачковой муфты.
Копир 21 находится в контакте с роликом, который в процессе переключения катится по его кривой. При выключенном положении рукоятки ролик стоит на выступе копира, при включенных положениях находится на боковых скосах. Движение ролика через рычаг 26 передается валику 27 и вилке, ведущей кулачковую муфту продольного хода. Валик 27 находится под постоянным нажатием пружины 28, регулируемой втулкой 29 и гайкой 30.
После того как реверсирование произошло и кулачок 2 или 3 сошел со штифта 5, пружина 31 снова поднимет рычаг 26 с роликом вверх на уровень плоскости копира и, таким образом, при желании с помощью рукоятки можно отключить кулачковую муфту.
Копир 21 своим пазом ведет за собой рычаг 32, жестко связанный посредством валика и рычага 33 с дублирующей рукояткой продольного хода, благодаря чему эта рукоятка повторяет движения основной рукоятки управления продольным ходом стола.
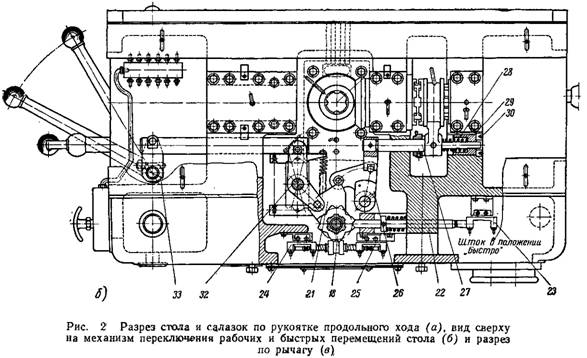
На рис. 3 изображена принципиальная схема работы рукоятки продольного хода при ручном и полуавтоматическом циклах. При ручном цикле поворот рукоятки 7 продольного хода вправо или влево от центрального положения вызывает реверсирование электродвигателя подач; при этом повороту рукоятки 7 вправо соответствует ход стола вправо и повороту рукоятки 7 влево соответствует ход стола влево. Такое совпадение направления движения с направлением поворота управляющего органа, называемое «мнемоническим», всегда применяется в органах управления станками для избежания ошибок при включении и переключении подач и реверсировании вращения шпинделя.
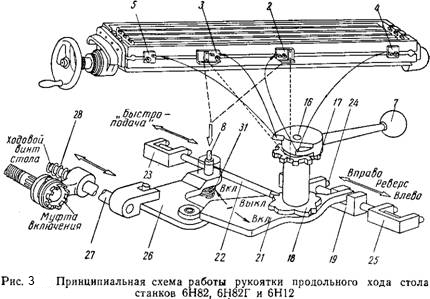
В случае реверсирования продольной подачи рукояткой 7 копир 21 сначала выключает с помощью ролика муфту, связанную с винтом продольной подачи, во избежание поломок зубчатых колес коробки подач, а затем под действием пружины 28 (на схеме не показанной) валик 27 включает муфту, и стол движется в выбранном направлении за счет реверса электродвигателя.
Быстрый ход стола включается вручную нажимом на кнопку «быстро», и он до тех пор действует, пока кнопка нажата. Направление быстрого хода устанавливается заранее поворотом рукоятки 7.
При автоматическом цикле наличие в необходимом количестве кулачков 1, 2, 3, 4, 5 позволяет настраивать консольно-фрезерные станки 6Н82, 6Н82Г, 6Н12, 6Н83, 6Н83Г, 6Н13 и их модификации на следующие циклы перемещений стола:
чередующийся цикл правой подачи: быстро вправо — подача вправо — быстро вправо — подача вправо — быстро назад (влево) — стоп;
чередующийся цикл левой подачи: быстро влево — подача влево — быстро влево — подача влево — быстро назад (вправо) — стоп;
маятниковый цикл: подача вправо — быстро влево — подача влево — быстро вправо — подача вправо и т. д.