

41.Виробництво алюмінію
Рудами алюмінію є: боксити, нефеліни, алуніти і каоліни.
Виробництво алюмінію складається із двох основних процесів: добування глинозему з руди та електролізу глиноземуз метою отриманням алюмінію, рафінуванням алюмінію.
Глинозем одержують трьома способами: лужним, кислотним та електротермічним.
Найбільш поширений лужний спосіб.За цим способом боксит після подрібнення і розмелювання вилуговують концентрованим розчином їдкого натру при температурі 523 0К і тиску 2500-3000 МПа. Електроліз глинозему проводять у розчині кріоліту (Nа3АlF6) у спеціальних електролізних ваннах. Дно ванни виложене з вуглецевих блоків і є катодом “-“ . Температура електролізу підтримується приблизно 1200 0К. Рідкий алюміній нагромаджується на дні ванни і періодично (через1-2 доби) забирається з ванни.Електролітичний алюміній піддають рафінуванню електролітичним способом або продуванням хлором.При електролітичному рафінуванні чистота алюмінію досягає 99,999%.
При виробництві глинозему шляхом переробки алюмінієвих руд утворюється сірчаний ангідрид, пил, викиди алюмінієвої промисловості містять токсичні пилоподібні речовини, миш’як, свинець та інші, тому є особливо небезпечними. Склад газів: фтористий водень, оксиди вуглецю, смоли, сірчаний газ.Температура анодних газів досягає 150С, тому має місце теплове забруднення атмосфери. Заходи боротьби батарейні циклони і чотирипильні сухі електрофільтри
42. Сутність ливарного виробництва
Полягає в отриманні литих металевих виробів (виливків) шляхом заливу розсплавленого металу або сплаву у ливарні форми. Виливки виготовляють із поперднє виготовлених металевих заготовок (чушок) або відповідного металобрухту. Лиття дозволяє отримати виливки з високою чистотою поверхні та точністю розмірів. У машинобудуванні використов до 50-80% виливних деталей.
43.Способи виготовлення виливків
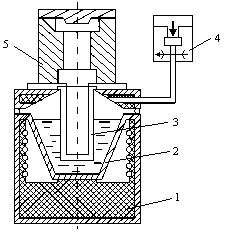 Рис.
28.
Схема установки для лиття під низьким
тиском:
Рис.
28.
Схема установки для лиття під низьким
тиском:
1 – тігельна пічка; 2 – тігель; 3 – металопровід;
4 – прилад для регулювання тиску газу; 5 – форма для лиття
Спочатку створюється модель майбутньої деталі з деревини, металу, пластмас. Модель, яку треба відлити, розміщується в опоки, куди подається формувальна суміш, яка поступово твердне, перетворюючись у форму. Після виймання моделі з форми всередину порожнини заливають рідинний метал.
Лиття у піщано-глиняні форми – найрозповсюдженніший спосіб, виготовляються великі і середньогабаритні заготівки
Лиття піл високим (у металевих герметичних формах) або низьким тиском (у металевих і земляних формах)– дозволяє усувати дефекти лиття і отримувати високоміцні заготівки. Для створення тиску викор компресори або поршневі насоси, що тиснуть на розчинений метал у печі.
Лиття вакуумним способом – метал заповнює форму для лиття завдяки розрідженню, що створується у ній вакуумним насосом
Форми з графіту - виготовляють для отримання заготівок з жароміцних чавунів, сталей
Металеві форми (кокілі) - застосовують для багаторазового використання виливок із чавуну та сталі, дає високу точність форми, висока продуктивність. Недоліки – висока вартість снарядження.
Керамічні та металокерамічні - для виготовлення заготівок ковальського, різального інструменту
Одноразові форми – виокрист синтетичні звязувальні матеріали, що тверднуть у формі, на моделі.
Інше – відцетроване лиття, штампуванння виливків з рідкого металу, виготовлення виливків електрошлаковим переплавом. Ст 113