

Прокатка бесшовных труб. Исходный материал, оборудование. Применение бесшовных труб в народном хозяйстве. Схема прошивки.
Трубы находят широкое применение в народном хозяйстве. Трубы применяют для транспортировки нефти и газа, используют в качестве магистралей для передачи горячей воды и пара. Широко используют трубы в качестве конструкционного материала в авиационной и машиностроительной промышленности.
По способу производства трубы делят на:бесшовные и сварные
Трубы получают горячей и холодной прокаткой, прессованием, волочением, формовкой из листов и полос с дальнейшей сваркой шва.
В зависимости от назначения трубы делают из углеродистой или легированной сталии характеризуют размерами: диаметром, толщиной стенки и длиной, а также механическими и физическими свойствами.
Горячей прокаткой на трубопрокатных станах производят трубы диаметром от 20 до 700 мм при толщине стенки 1,7-100 мм. Трубы большего диаметра (до 2000 мм) получают методом сварки.
Производство бесшовных труб
Горячая прокатка труб состоит из следующих операций:
Получения толстостенной гильзы из круглой заготовки или слитка;
Прокатки гильзы в трубу;
Отделки готовой трубы.
Прошивку заготовки или слитка в гильзу производят на прокатных станах или прессах. При получении гильзы используют прокатные станы с конусными, грибовидными и дисковыми валками (рис. 3).
Прошивной стан с конусными валками (рис. 3, а) включает два рабочих валка 1 диаметром 450-1000 мм. Валки в вертикальной плоскости развернуты на угол от 4 до 12°. Оба валка вращаются в одну сторону, и заготовка 2, заданная вдоль осей валков, получает вращательное движение. Поскольку оси валков развернуты, то заготовка получает еще и поступательное движение. При прохождении зоны деформации уменьшается площадь поперечного сечения заготовки, и в ее осевой части образуется полость небольшого диаметра с неровной поверхностью.
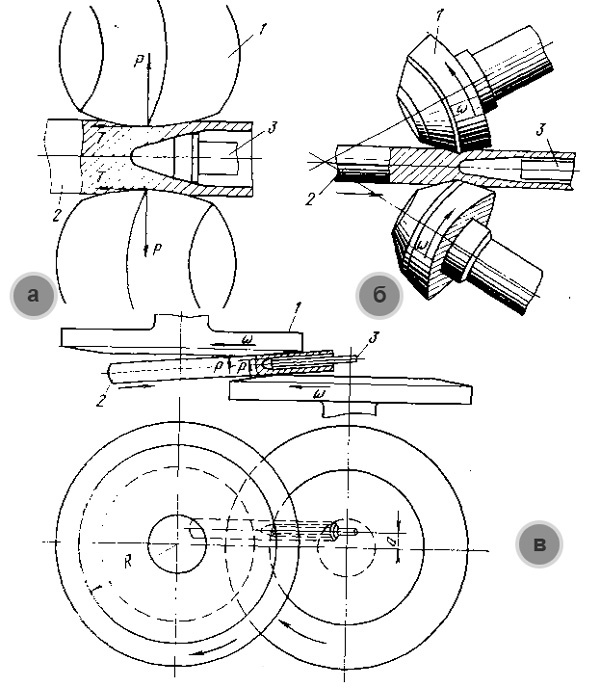
Рис. 3. Схема прошивки заготовки в конусных (а), грибовидных (6) и дисковых (в) валках
Для получения осевого отверстия требуемого диаметра применяется оправка 3. Конусная оправка устанавливается между валками, и заготовка при поступательном движении надвигается на нее, при этом происходит увеличение диаметра и сглаживание поверхности осевого отверстия. Для удержания заготовки в определенном положении относительно валков применяют неприводные ролики и направляющие линейки. Процесс получения гильзы на грибовидных валках (рис. 3, 6) аналогичен рассмотренному. При прокатке на дисковых валках (рис. 3, в) заготовка задается ниже (выше) плоскости, проходящей через оси дисков.
Смещение оси заготовки по отношению к линии, соединяющей центры дисковых валков, равно а. При вращении дисков в одну сторону заготовка получает вращательное и поступательное движение. На прокатных станах с грибовидными и дисковыми валками получают более длинные гильзы. Толстостенные гильзы получают также прошивкой на гидравлических прессах. В дальнейшем толстостенные гильзы прокатывают в горячем состоянии на трубопрокатных станах.
Для горячей прокатки труб применяют следующие типы станов:
Автоматический двухвалковый;
Непрерывный;
Раскатной стан с дисковыми валками;
Трехвалковый;
Стан периодической прокатки и др.