

1. План обработки рабочей лопатки турбины.
Заготовка – штамповка с припуском по перу 1,5 – 2 мм и припуском по замку 2 – 2,5 мм.
1. Обрезка облоя с боковых сторон торца и замка бобышки.
2. Обработка базовых поверхностей на комлевой части (переход от пера к замку) и технологической бобышки.
Фрезерование или протягивание, а также шлифование базовых плоскостей со стороны корыта и спинки боковых плоскостей со стороны входной и выходной кромок, сверление и зенкерование отверстий технологической бобышки.
3. Фрезерование торца замка входной и выходной кромок пера.
4. Фрезерование или протягивание клина замка.
5. Электрохимическая обработка профиля корыта и спинки.
6. Шлифование абразивной лентой профиля спинки и корыта.
7. Шлифование входной и выходной кромок пера.
8. Полирование профиля корыта спинки входной и выходной кромок
9. Травление и контроль пера люминисцентным методом.
10. Окончательное полирование профиля корыта и спинки.
11. Шлифование, скругление и полирование кромок.
12. Фрезерование или протягивание клина и ёлочного профиля замка.
13. Фрезерование торца и боковых сторон замка, полочек со стороны спинки и корыта, карманов и лабиринта и других поверхностей.
14. Отрезка технологической бобышки, шлифование торца пера лопатки и слесарная зачистка.
2. Получение заготовок лопаток
Заготовки лопаток получают 3мя способами:
1. Пластическое деформирование. 2. Литьё (монокристаллическое, лопатки из выращенных кристаллов). 3. Сварка и пайка.
Методы пластического деформирования включает в себя щтамповку, выдавливание прямое и обратное, прессование. Особенности этого метода – это низкая стойкость штампованной оснастки (не более 300 лопаток). Для повышения стойкости штампа применяются покрытия заготовок в зависимости от размера лопатки покрытие составляет от 0,15 до 0,5 мм. Применяется покрытие из меди. Медь наносится при температуре 1000 – 1100С толщина одного слоя меди – 6 – 12 мкм по лопатке. Сплав ВТ – 8 имеет наилучшую пластичность, при меднении наносимый на лопатку слой 0,15 мм. Перед штамповкой и нанесением покрытия пруток шлифуется и подвергается галтовке. После штамповки производится закалка в воду гидроабразивная обработка, обрезка пера лопатки для лопаток идущих на точную штамповку.
Сплавы ВТ3 – 1 и ЭИ479 в процессе выдавливания подвергается просадке пояска. Увеличение слоя меди увеличивает шероховатость заготовки.
Изотермическая штамповка. Метод разработан Куйбышевским научно-исследовательским институтом двигателестроения (НИИД). Достоинства: высокая точность пера, получение заготовки от 100 до 140 мм процесс ведётся с пережатием пера.

Сначала производится штамповка, а затем закрытая изотермическая штамповка (при постоянной температуре). Конструкция штампа должна быть такой, чтобы его части не разжимались.
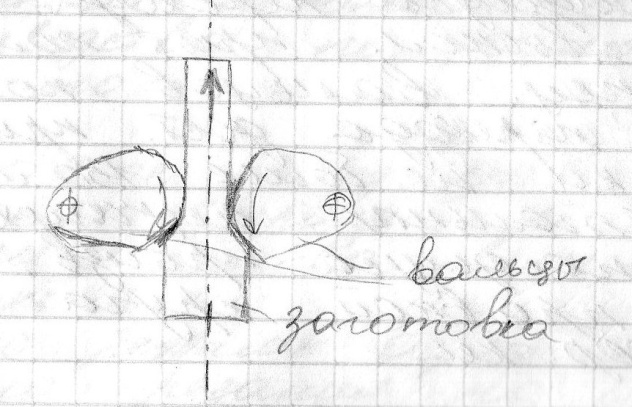
Изотермическая вальцовка (вальцевание)
Применяется для получения заготовок из титановых сплавов и сталей. Недостаток: большое количество термообработки и доработка кромок, максимально достижимая толщина лопаток составляет 0,2 мм (меньше получить нельзя).
Схема вальцовки
В США в настоящее время ведутся работы по уменьшению диаметра валков. В СНГ ведутся работы по переходу от горячей термической обработки и вальцовки к холодному вальцеванию, а также работы по изменению конструкции лопатки для улучшения технологичности и получение более технологичных сплавов (создаётся новый тип сплавов ВТ33 типа ВТ3 – 1, который хорошо обрабатывается). В настоящее время создаётся установка для холодного вальцевания модели УВЛ на которой вальцуются лопатки до 450 мм длиной. Перед вальцеванием необходимо сделать точную штамповку для равного распределения припуска затем проводится вальцевание. В США фирма Пратт-Уитни получила толщину кромки вальцовкой 0,08 мм. Стойкость оснастки при вальцовке от 2000 до 30000 лопаток. Получение радиуса перехода пера в замок выполняется при помощи создания специальных вальцов, полученный радиус перехода достигает при длине лопатки не более 150 мм во всех остальных случаях скругление радиуса производится кругами с правкой круга в процессе обработки. Применяется 2 основных способа литья:
- направленная крисстализация;
- выращивание лопаток из кристалла.
Направленная кристаллизация лопаток выполняется с пропусканием тока через отливку. Метод разрабатывается на моторном заводе в Рыбинске.
Сущность метода. Литейная П-образная форма с открытым дном нагревается до температуры обеспечивает качественную заливку. Далее форма устанавливается на охлаждаемые 2хсекционный холодильник каждая секция которого является электродом постоянного или переменного тока (I=800А/см2) скорость кристаллизации 4 мм/мин.
Выращивание лопаток из кристаллов. Лопатка изготавливается из одного выращенного кристалла.