

2.3 Разработка технических условий поставки составных частей на сборку дефлектора двери
Технические условия (ТУ) поставки СЧ на сборку дефлектора двери являются основным технологическим документом, устанавливающим требования к СЧ как элементам сборочных единиц (СЕ). ТУ поставки СЧ на сборку устанавливаются с учетом следующих основных обстоятельств:
схемы конструктивно-технологического членения;
выбранного (разработанного) метода сборки (см. п. 2.2);
схемы сборки;
максимальной производственной завершенности СЧ, поступающих на сборку дефлектора двери;
наличия, размеров и зон расположения в СЧ компенсаторов и обрабатываемых припусков, предназначенных для обеспечения заданной точности геометрических параметров;
обеспечения собираемости конструкции дефлектора двери;
конструктивно-технологических характеристик и особенностей СЧ.
ТУ поставки СЧ на сборку дефлектора двери:
Выдерживание, в пределах установленных допусков, фактических размеров каждого элемента сборочной единицы, равным чертежным, согласно ОСТ 1 00022-80.
Правильность положения всех геометрических контуров деталей относительно базовых осей, единства осей, симметричность.
Использование указанных материалов, выполнение операционных режимов обработки.
Покупные агрегаты перед сборкой должны подвергаться входному контролю, включающую, в том числе, проверку наличия технических паспортов и сертификатов качества.
Отсутствие на деталях и узлах трещин, забоин, ржавчины, снятого покрытия и др. дефектов.
Царапины, риски на поверхностях деталей не допускаются.
Выполнение диаметров отверстий под КЭ в пределах назначенного допуска.
Обшивки поступают на сборку окончательно обработанными, с точными контурами.
Компенсаторы и накладки имеют НО для выполнения отверстий под заклепки.
Отверстия под заклепки в обшивках до сборки не выполнять.
2.4 ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ ДЕФЛЕКТОРА ДВЕРИ – УВЯЗКИ. УКРУПНЕННОЕ ТЕХНИЧЕСКОЕ ОПИСАНИЕ МЕТОДА: ПЕРВОИСТОЧНИКИ, СРЕДСТВА УВЯЗКИ, ВЗАИМОЗАМЕНЯЕМЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Геометрическая взаимозаменяемость – это свойство независимо изготовленных СЧ, позволяющее устанавливать их в процессе сборки и заменять в процессе ремонта без подгонки и использования селективной сборки. В авиации для обеспечения взаимозаменяемости применяется увязка – согласование соответствующих геометрических параметров СЧ конструкции и сборочной оснастки для ее сборки.
Для увязки геометрических параметров СЧ авиационной конструкции применяются следующие первоисточники увязки: чертеж (Ч), плаз (П), эталон (Э), программа (ПР). Для изготовления первоисточников увязки применяются первоисточники информации (чертежи, технические условия, системы допусков и посадок, математические модели и др.).
Увязка реализуется за счет использования соответствующих средств, а именно:
универсальных инструментальных средств (И);
специальных средств: плоских – шаблонов (Ш) и объемных – макетов (М).
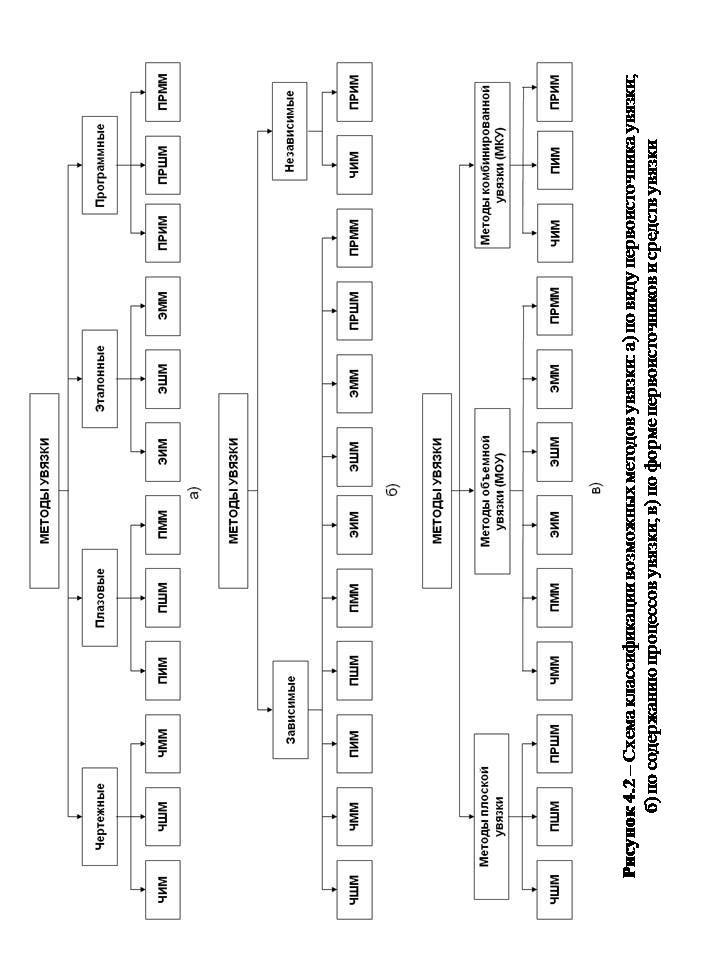
Метод увязки представляет собой метод согласования геометрических параметров базовых поверхностей СЧ и технологической оснастки для сборки. Названия и обозначения методов увязки определяются на основе сочетания названий и обозначений видов первоисточников и средств увязки. На рисунке 2.2 приведена схема классификации возможных методов увязки, по различным классификационным признакам.
В настоящее время, для сборки авиационных конструкций все чаще применяют независимые методы увязки, а именно ПРИМ и ЧИМ. Эти методы основаны на использовании оборудования с числовым программным управлением, а также возможностью бесплазовой увязки на основе электронных моделей, полученных на базе полного электронного определения изделия.
Для увязки дефлектора двери мною выбран ПРШМ, сочетающий в себе современные методы обеспечения взаимозаменяемости, а также применение «классических» жестких носителей форм и размеров – шаблонов.
Так, на основании полного электронного определения (ПЭО) дефлектора двери создаются управляющие программы для современных моделей высокоэффективного высокопроизводительного оборудования с числовым программным управлением (ЧПУ).

На основании указанных программ изготавливаются с высокой точностью производственные шаблоны, которые затем используются для увязки конкретных деталей дефлектора.
Выбранный метод в основе своей имеет системы автоматизированного проектирования (САПР), которые в настоящее время являются приоритетным направлением развития современных авиастроительных предприятий. Возможности САПР не ограничены размерами или функциональными предназначениями рассматриваемого объекта (рисунки 2.3, 2.4).

Рисунок 2.3 – Твердотельная электронная модель самолета для испытаний

Рисунок 2.4 – Электронная модель консоли крыла самолета
Прогнозируемая точность выбранного метода увязки: ± 0,2 мм. Достижение данной точности будет достаточным для секций такого типа, как дефлектор, рассматриваемая в дипломном проекте.
Первоисточниками увязки для выбранного метода являются математические модели и управляющие программы. Средства увязки: производственные шаблоны типа ШОК, ШРД, ШК, ШКС, прочие.