

9) Классификация поверхностей, обрабатываемых фрезерованием.
Классификация фрезерования может происходить по-разному, в зависимости от того, что хотят выделить наиболее значимым: В зависимости от расположения шпинделя станка и удобства закрепления обрабатываемой заготовки — вертикальное, горизонтальное. На производстве в большей степени используют универсально-фрезерные станки позволяющие осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом. В зависимости от типа инструмента фрезы — концевое, торцовое, периферийное, фасонное и т. д. Концевое фрезерование — пазы, канавки, подсечки; колодцы (сквозные пазы), карманы (пазы, стороны которых выходят более, чем на 1 поверхность), окна (пазы, которые выходят только на одну поверхность). Торцовое фрезерование — фрезерование больших поверхностей. Фасонное фрезерование — фрезерование профилей. Примеры профильных поверхностей — шестерни, червяки, багет, оконные рамы. Существуют также специализированные фрезы, предназначенные для отрезки (дисковые фрезы). В зависимости от направления вращения фрезы относительно направления её движения (либо движения заготовки) — попутное «под зуб» когда фреза «подминает» заготовку, получается очень чистая поверхность, но также велика опасность вырыва заготовки при большом съеме материала; и встречное «на зуб», когда движение режущей кромки происходит навстречу заготовке. Поверхность получается похуже, зато увеличивается производительность. На практике используют оба вида фрезерования, «на зуб» при предварительной (черновой) и «под зуб» окончательной (чистовой) обработке.
Виды фрезерования:
1) Горизонтальной плоскости
2) Торцовой поверхности
3) Фасонной канавки
4) Прямоугольной открытой канавки
11) Встречное и попутное фрезерование
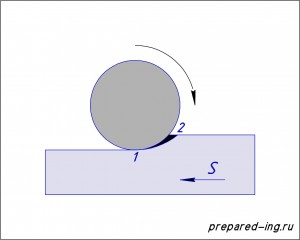
Попутное фрезерование
При попутном фрезеровании направление движения подачи совпадает с вращением инструмента. Такое движение также называют фрезерование «по подаче».
Толщина среза имеет максимальную величину в момент входа в заготовку (точка 2) и изменяется до нулевого значения при выходе из нее (точка 1).
Достоинства:
Сила резания прижимает заготовку к столу. Отсюда более упрощенное использование зажимных приспособлений.
Износ инструмента (задней поверхности зуба) происходит менее интенсивно, что позволяет вести фрезерование с большими скоростями резания. Стойкость инструмента больше, чем при встречном фрезеровании.
Стружка легко удаляется, т. к. остается позади фрезы. Обработанная поверхность имеет лучшее качество.
Недостатки:
Не может применяться при обработке заготовок с коркой (литье, поковка, горячекатаный прокат). Твердая корка с различными включениями может привести к повышенному износу и повреждению инструмента.
Из-за высокой ударной нагрузки, при врезании режущих зубьев в заготовку, станок и приспособления должны обладать достаточной жесткостью.
Зазор в механизме перемещения стола должен отсутствовать.
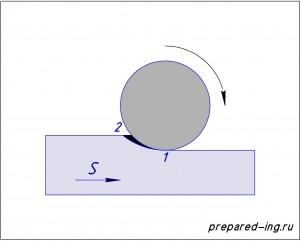
Встречное фрезерование
При встречном фрезеровании направление движения подачи противоположно вращению инструмента. Такое движение еще называют фрезерованием «против подачи».
Толщина среза изменяется от нулевого значения при входе в заготовку (точка 1) до максимального в момент выхода из нее (точка 2).
Достоинства:
Плавный и мягкий процесс резания. Нагрузка на станок нарастает постепенно и не зависит от рельефа поверхности заготовки.
Недостатки:
Необходимость надежного закрепления заготовки, т.к. фреза стремится вырвать ее из приспособления.
Более быстрый износ инструмента (задней поверхности зуба фрезы) из-за высокого трения при снятии стружки минимальной толщины в начале резания.
Затруднено удаление стружки, т.к. она падает перед фрезой. При этом некоторая ее часть увлекается режущими зубьями за собой, что может привести к ухудшению обработанной поверхности.