

1) Классификация технологических процессов
1.1.1. Технологические процессы классифицируют на основные виды по следующим признакам:
- форма организации технологического процесса, определяемая числом охватываемых предметов производства или их конструктивных элементов;
- освоенность технологического процесса того или иного вида, определяемого формой его организации, в конкретных производственных условиях.
1.1.2. В зависимости от формы организации технологического процесса различают три его вида:
- единичный;
- типовой;
- групповой.
1.1.3. В зависимости от освоенности производством различают два вида технологического процесса: рабочий и перспективный.
Рабочим технологическим процессом называется процесс изготовления одного или нескольких изделий в соответствии с требованиями принятой для данных условий производства рабочей технологической документации.
Перспективным технологическим процессом называется технологический процесс, разрабатываемый как информационная основа для проектирования рабочих технологических процессов при техническом и организационном перевооружении производства, предусматривающем применение более совершенных методов обработки, более производительных и экономически эффективных средств технологического оснащения и изменение принципов организации производства. Для этого он должен базироваться на таких прогнозируемых достижениях науки и техники, которые способны обеспечить существенное повышение уровня технологии производства и на этой основе выпуск продукции, соответствующей по количеству и качеству, возросшим потребностям народного хозяйства.

Принципиальная схема классификации технологических процессов
2) Последовательность разработки техпроцесса размерной обработки детали.
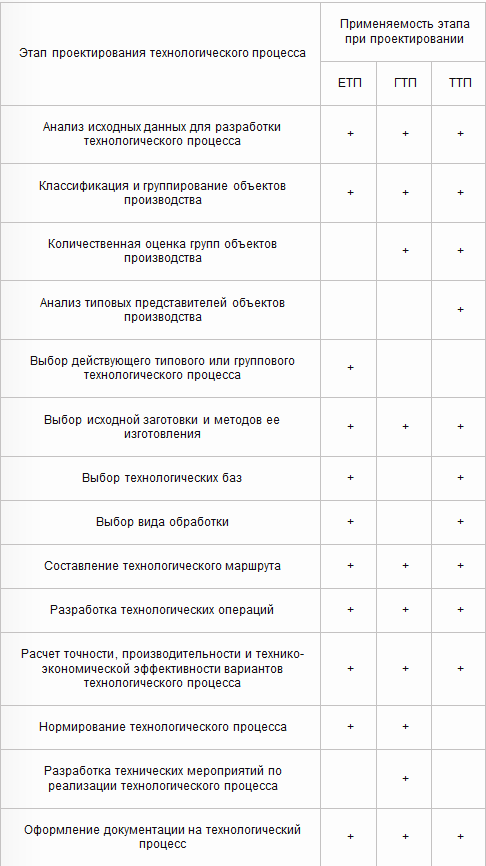
2.3.1. В общем случае разработка единичных, групповых и типовых технологических процессов (ЕТП, ГТП, ТТП) состоит из этапов, приведенных в табл. 1.
2.3.2. Необходимость каждого этапа, состав задач и последовательность их решения определяются в зависимости от видов и типа производства и готовности предприятия к освоению технологического процесса.
3) Разработка маршрутного техпроцесса
Построение маршрутной технологии зависит от конструктивно-технологических особенностей детали и требований точности.
Детали машин, как правило, получаются в результате механической обработки заготовок на металлорежущих станках.
При разработке технологического процесса изготовления детали, необходимо следовать рекомендациям и последовательности действий:
- обработка базовых поверхностей;
- черновая обработка, при которой снимают наибольшую величину припуска;
- обработка тех поверхностей, которые не снижают жесткость обрабатываемой заготовки (детали);
- обработка поверхностей, которые не требуют высокой точности;
- отделочные операции следует выносить к концу технологического процесса обработки, за исключением тех случаев, когда поверхности служат базой для последующих операций;
- обрабатывать наибольшее количество поверхностей детали за одну установку и др.
После утверждения маршрутной технологии согласовываются и подробно разрабатываются операции с обоснованием выбора оборудования и технологической оснастки, обрабатывающего инструмента, межоперационных припусков, режимов обработки, расчеты основного (машинного) времени.
В дальнейшем в маршрутную технологию могут быть внесены необходимые уточнения.