

МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ УКРАИНЫ
Запорожский национальный технический университет
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к расчётно-графическим заданиям по дисциплине «Режущий инструмент» для студентов машиностроительного факультета всех форм обучения
2009
Методические указания к расчётно-графическим заданиям по дисциплине «Режущий инструмент» для студентов машиностроительного факультета всех форм обучения / Сост.: В.С.Штанкевич. – Запорожье: ЗНТУ, 2009. – с.
Составители: В.С.Штанкевич, ассистент
Рецензент:
Ответственный
за выпуск:
Утверждено
на заседании кафедры
«Металлорежущие станки и
инструмент»
Протокол №
от
Содержание
Введение |
|
1 Расчёт и конструирование фасонных резцов |
|
1.1 Общие сведения о фасонных резцах |
|
1.2 Методика и пример расчёта фасонных резцов |
|
2 Расчёт и конструирование внутренней круглой протяжки |
|
2.1 Общие сведения о внутренних круглых протяжках |
|
2.2 Методика и пример расчёта внутренней круглой протяжки |
|
Перечень ссылок |
|
Приложение А. Задание к расчётно-графической работе №1 «Расчёт и конструирование фасонных резцов» |
|
Приложение Б. Задание к расчётно-графической работе №2 «Расчёт и конструирование внутренней круглой протяжки» |
|
Введение
Цель расчётно-практических заданий – получение студентами навыков самостоятельной работы при проектировании металлорежущих инструментов. При выполнении расчётно-практических заданий студенты должны умело применять на практике знания, полученные при изучении общетехнических и специальных дисциплин, почувствовать взаимосвязь между ними, и тем самым подготовится к выполнении курсовой работы по дисциплине «Металлорежущий инструмент и инструментальное обеспечение АП».
Данные методические указания содержат методики расчета и конструирования фасонных резцов и внутренних круглых протяжек с конкретными примерами, а также необходимые сведения для их проектирования и примеры выполнения рабочих чертежей.
1 Расчёт и конструирование фасонных резцов
1.1 Общие сведения о фасонных резцах
Назначение, типы, область применения. Фасонные резцы применяются для обработки деталей с фасонным профилем, при обработке из прутка на токарных автоматах и револьверных станках. Обычно после выполнения профиля следует отрезка готовой детали при помощи отрезного резца. По сравнению с обычными резцами они обеспечивают:
идентичность формы, точность размеров деталей, так как они зависят не от квалификации рабочего, а в основном от точности изготовления резца;
высокую производительность благодаря большой экономии машинного времени, связанной с сокращением пути резания, и вспомогательного времени, требуемого на установку и наладку резца при смене его;
высокую долговечность благодаря большому количеству допускаемых переточек;
меньшее количество брака;
простоту переточки.
В практике встречаются разнообразные фасонные резцы, которые делятся на следующие типы (рис.1.1):
по форме резца: круглые (рис.1.1, а) и призматические (рис.1.1, б);
по установке относительно детали: радиальные (рис.1.1, а, б) и тангенциальные (рис.1.1, в);
по расположению оси отверстия или базы крепления резца по отношению к оси детали: с параллельным расположением оси отверстия (рис.1.1, г) или базы крепления и с наклонным расположением оси отверстия (рис.1.1, д) или базы крепления;
по расположению передней поверхности: с положительным (или равным нулю) передним углом (рис.1.1, а, б) или с положительным передним углом и углом наклона режущей кромки (рис.1.1, е);
по форме образующих фасонных поверхностей: с кольцевыми образующими (рис.1.1, а, е) или с винтовыми образующими (рис.1.1, ж).
В практике получили распространение резцы с параллельным расположением оси отверстия (для круглых) или базы крепления (для
Рисунок 1.1 – Типы фасонных резцов
призматических) относительно оси заготовки.
Для закрепления круглых фасонных резцов в державку у торцовых поверхностей этих резцов предусматривают рифления, отверстия под штифт или пазы на торце. Призматические резцы закрепляются в державке при помощи ласточкина хвоста и винтов.
Материалом для круглых фасонных резцов служит преимущественно быстрорежущая сталь. Для экономии быстрорежущей стали призматические резцы могут быть выполнены сварными.
Круглые резцы обычно выполняются с кольцевыми образующими фасонных поверхностей.
Призматические резцы обладают по сравнению с круглыми надёжностью крепления, широким выбором заднего угла, большой прочностью режущей кромки, лучшим отводом тепла, а также обеспечивают большую точность обработки детали.
Однако в практике круглые резцы получили более широкое распространение из-за простоты их изготовления как тел вращения.
Таблица 1.1 – Размеры, мм, фасонных призматических резцов
|
||||||||
Глубина профиля заготовки t max , не более |
B |
H |
E |
A |
F |
r |
d |
М (h9) |
4 |
9 |
|
4 |
15 |
7 |
|
4 |
21,31 |
|
|
|
|
|
|
|
3 |
18,577 |
6 |
14 |
75 |
|
20 |
10 |
0,5 |
6 |
29,46 |
|
|
|
6 |
|
|
|
4 |
24,00 |
10 |
19 |
|
|
25 |
15 |
|
6 |
34,46 |
|
|
|
|
|
|
|
4 |
29,00 |
14 |
25 |
|
|
30 |
20 |
|
10 |
45,77 |
|
|
|
|
|
|
|
6 |
34,846 |
20 |
35 |
90 |
10 |
40 |
25 |
1 |
10 |
55,77 |
|
|
|
|
|
|
|
6 |
44,846 |
|
|
|
|
|
|
|
15 |
83,66 |
28 |
45 |
100 |
15 |
60 |
40 |
|
8 |
64,536 |
Примечания:
1. Для заданной глубины профиля t 2. Передний угол γ выбирают по табл. 1.4.
3.
Размер L
4.
При наличии роликов других диаметров
М = А + d
(1 + ctg
λ/2)
– 2E
ctgλ,
где λ
= 60 5. При контроле размера М для каждого типоразмера хвостовика могут быть использованы ролики двух диаметров.
|
||||||||

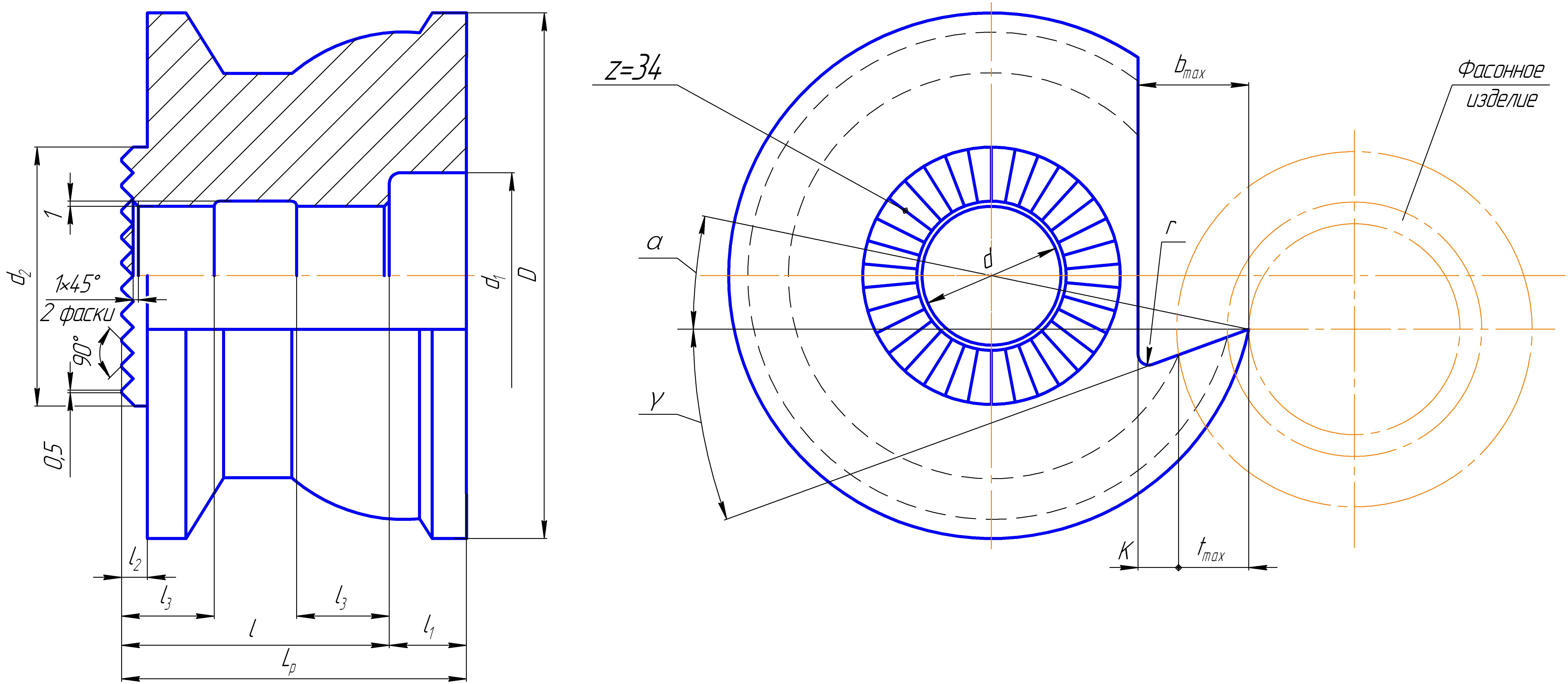
Таблица 1.2 – Размеры, мм, фасонных дисковых резцов с отверстиями под штифт
|
||||||||
Глубина профиля заготовки t max , не более |
D |
d (H8) |
d |
b |
K |
r |
D |
d |
6 |
50 |
13 |
20 |
9 |
3 |
1 |
28 |
5 |
8 |
60 |
16 |
25 |
11 |
2 |
34 |
||
11 |
75 |
22 |
34 |
15 |
4 |
2 |
42 |
|
14 |
90 |
22 |
34 |
18 |
2 |
45 |
6 |
|
18 |
100 |
27 |
40 |
23 |
5 |
2 |
52 |
8 |
25 |
125 |
30 |
3 |
55 |
||||
Примечания: 1. Для заданной глубины профиля t допускается применять резцы больших габаритных размеров (смотри примечание 1 к табл. 1.1). 2. Передний угол γ выбирают по табл. 1.4. 3. Размер L зависит от длины изготавливаемых деталей.
4.
Размеры: l
= Lp
– l1;
l1
= ( |
||||||||

Таблица 1.3 – Размеры, мм, фасонных дисковых резцов с торцовым рифлением
|
||||||||
Глубина профиля заготовки t max , не более |
D |
d (H8) |
d |
b |
K |
r |
d |
l |
4 |
30 |
10 |
16 |
7 |
3 |
1 |
– |
– |
6 |
40 |
13 |
20 |
10 |
20 |
3 |
||
8 |
50 |
16 |
25 |
12 |
4 |
2 |
26 |
|
10 |
60 |
14 |
32 |
|||||
12 |
70 |
22 |
34 |
17 |
5 |
2 |
35 |
4 |
15 |
80 |
20 |
40 |
|||||
18 |
90 |
23 |
45 |
5 |
||||
21 |
100 |
27 |
40 |
25 |
60 |
|||
Примечания: 1. Для заданной глубины профиля t допускается применять резцы больших габаритных размеров (смотри примечание 1 к табл. 1.1). 2. Передний угол γ выбирают по табл. 1.4. 3. Размер L зависит от длины изготавливаемых деталей. 4. Размеры: l = Lp – l1; l1 = ( … ) Lp; l3 = l. |
||||||||
Конструктивные и габаритные размеры фасонных резцов можно выбрать в зависимости от наибольшей глубины профиля изготовляемой детали по табл. 1.1-1.3.
Геометрические элементы лезвия фасонных резцов зависят от материала заготовки и подачи. Углы γ и α зависят от заточки передней поверхности резца и его установки относительно центра заготовки на величину h выбирают по табл. 1.4.
Таблица 1.4 – Геометрические элементы лезвия рабочей части фасонных резцов
Материал заготовки |
σ |
Передний угол γ, |
Алюминий, медь |
— |
20 – 25 |
Бронза, свинцовая латунь |
— |
0 – 5 |
Сталь с НВ: |
|
|
до 150 |
До 500 |
25 |
150 – 235 |
500 – 800 |
20 – 25 |
235 – 280 |
800 – 1000 |
12 – 20 |
280 – 350 |
1000 – 1200 |
8 – 12 |
Чугун с НВ: |
|
|
до 150 |
— |
15 |
150 – 200 |
— |
12 |
200 – 250 |
— |
8 |
Примечание. Передний и задний углы лезвия задают в плоскости, перпендикулярной к оси изготовляемой фасонной детали; задний угол α = 8 ... 15 . |
||
Для крепления фасонных резцов на станках могут быть применены державки и приспособления разнообразных конструкций в зависимости от того, возможно ли их размещение на суппортах станков и каковы размеры посадочных мест, допустимые силы резания, а также погрешности, допущенные при установке и регулировании режущей кромки, относительно высоты центра заготовки.
При определении длины резца нельзя забывать о дополнительных режущих кромках фасонных резцов, осуществляющих подрезание торцевых участков профиля, обработку
прямоугольных канавок и фасок заготовки (рис.1.2), выбирают по следующим данным:
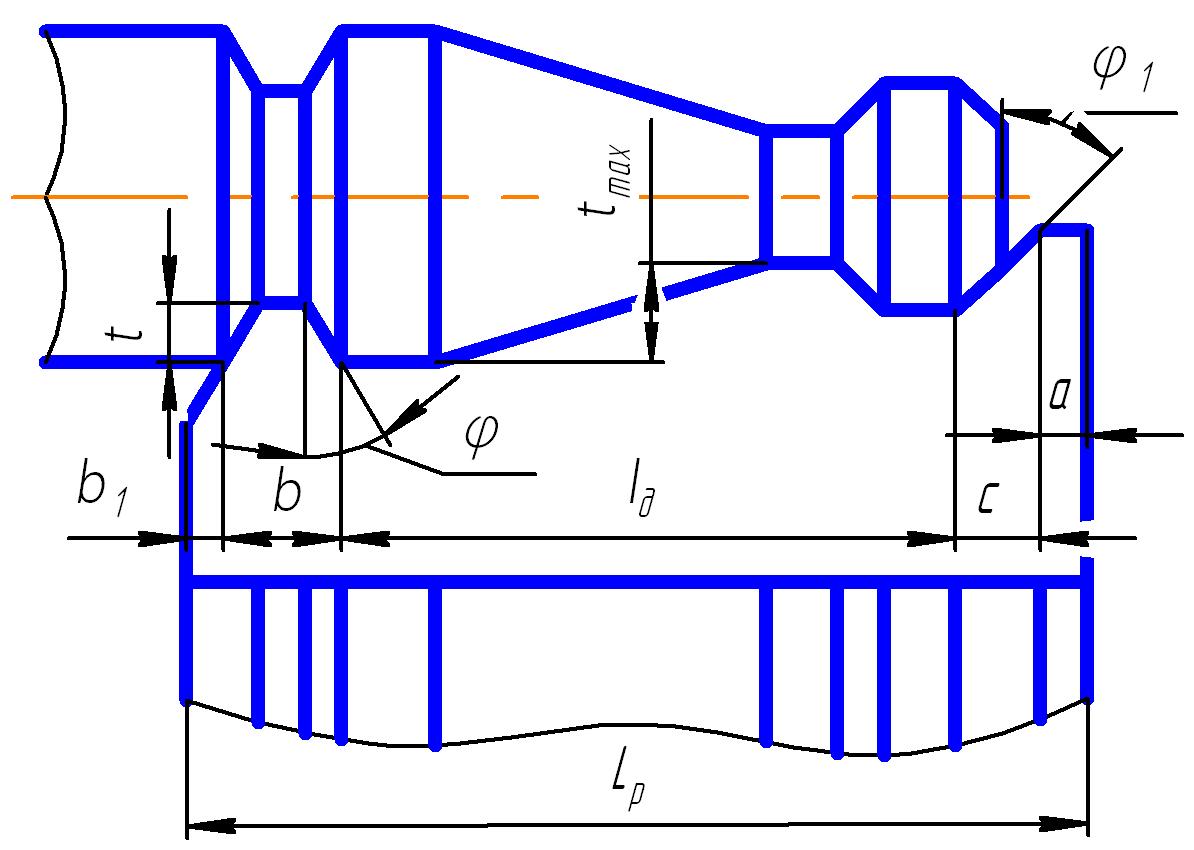
Рисунок 1.2 – Дополнительные режущие кромки фасонных
резцов
а = 2 … 5 мм – ширина дополнительной упрочняющей режущей кромки;
с – ширина концевой режущей кромки (при обработке фаски принимается по ширине фаски с перекрытием 1–1,5 мм; для подрезания заготовки с = 1 … 3 мм);
φ
= 15 … 20
–
угол концевой
режущей кромки (для снятия фасок φ
= φ![]() );
);
t – высота участка режущей кромки, предназначенной для протачивания канавки с целью облегчения отрезания детали (она должна быть не более максимальной глубины профиля);
b
– ширина участка режущей кромки,
предназначенной для протачивания
канавки с целью облегчения отрезания,
она должна быть больше ширины режущей
кромки отрезного резца или равна ей, b
![]() 3 …8 мм (ГОСТ
18874 – 73);
3 …8 мм (ГОСТ
18874 – 73);
b = 0,5 … 1,5 мм – перекрытие режущей кромки под отрезание;
φ = 15 – угол режущей кромки под отрезание;
L – общая длина резца;
![]() – длина
детали (условно показана для случая
подрезания без фаски).
– длина
детали (условно показана для случая
подрезания без фаски).
Оптимальные
значения угла α получаются на участках
профиля резца, параллельных к оси детали.
Участки профиля резца, перпендикулярные
к оси детали, имеют угол α, равный нулю.
Для избежания сильного трения необходимо
применять соответствующие мероприятия.
Например, (рис.1.3, а), эти участки выполняются
с небольшим углом поднутрения (1…
![]() )
или оставляются ленточки на небольшом
участке профиля резца (рис.1.3, б).
)
или оставляются ленточки на небольшом
участке профиля резца (рис.1.3, б).

Рисунок 1.3 – Мероприятия по улучшению углов резца
Профилирование фасонных радиальных резцов. Из-за наличия заднего α и переднего γ углов профиль круглого резца в диаметральном сечении и профиль призматического резца в сечении, перпендикулярном к базе крепления, не совпадает с заданным профилем детали в его диаметральном сечении. Величина искажения профиля резца возрастает с увеличением угла коррекции ξ = α + γ (рис.1.4).
Высота профиля круглого резца в диаметральном сечении получается меньше соответствующей высоты профиля детали, т. е.:
(R – R ) < (r – r )
где R и R – наружный и внутренний радиусы профиля резца;
r и r – наружный и внутренний радиусы профиля детали.
Соответственно для призматического резца имеем:
р < (r – r )
где р – высота профиля призматического резца в сечении, перпендикулярном к базе крепления.
В связи с изменением угла ξ = α + γ необходимо корректировать профиль резца во всех характерных точках режущей кромки. Коррекции подлежат радиальные (высотные) размеры всех фасонных резцов. Осевые размеры остаются неизменными и должны подвергаться коррекции только для резцов с наклонным профилем, расположенным по винтовой линии.
К
профилю фасонных резцов предъявляются
большие требования в отношении точности
размеров. Коррекционные расчёты
необходимо производить с точностью до
0,001 мм для линейных размеров и до
![]() – для угловых.
– для угловых.