

Изготовление блоков корпуса Изготовление блока 1-2
Блок корпуса 1-2 должен формироваться на палубной постели вверх килем из предварительно изготовленных закладного настила палубы, секций поперечных переборок на 9 и 16 шп, секций платформы, форштевня, цепного ящика, пиллерса, узлов набора, листов наружной обшивки.
Взаимная сборка и сварка деталей, узлов и секций, входящих в состав блока 1-2 должна производиться в соответствии с рабочими чертежами, плазовыми данными, таблицей сварки.
Все поступающие на сборку и сварку детали, узлы и секции должны соответствовать рабочим чертежам, плазовым данным, техническим требованиям, должны быть приняты ОТК.
Монтажные технологические припуски предусматриваются на листах наружной обшивки в соответствии с исполнительной схемой разбивки корпуса на секции, блоки и строительные районы.
Сборку блока корпуса 1-2 без обшивки выполнять в 2 этапа:
1 этап – установка настила палубы, секций поперечных переборок на 9 и 16 шп и набора до уровня платформы показан на рис.10
2 этап – установка секций платформы с днищевым набором, форштевнем и пиллерса показан на рис. 11. На секцию платформы в районе 4-5 шп предварительно установить цепной ящик.
Установку листов наружной обшивки блока корпуса 1-2 производить симметрично и одновременно с левого и правого бортов. Очередность установки листов наружной обшивки с левого борта показана на рис. 12.
Сварка листов наружной обшивки должна производиться симметрично и одновременно с левого и правого бортов в последовательности указанной на рис.13. При сварке обшивки установленной на набор и прихваченной к нему необходимо при ручной сварке применять электроды марки Э42А(Б), как при сварке в условиях жесткого контура. Ручную сварку обшивки необходимо выполнять обратноступенчатым методом с общим направлением сварки, согласно рис.13, начиная с наружной стороны, а подварку с внутренней стороны следует производить при нормальном положении блока (см. рис.14), только после удаления корня шва и прихваток до чистого металла. В местах пересечения набора блока с пазами и стыками наружной обшивки, в стенках набора прорезать полукруглые вырезы R15 мм.
Приварку набора к наружной обшивке блока следует производить ячейковым способом двум или четырем сварщикам симметрично и одновременно в соответствии с общим направлением сварки, от ДП к бортам и от середины блока к оконечностям, указанным на рис.14. Приварку среднего днищевого листа поперечной переборки на 16 шп произвести после установки под платформой цистерны запаса питьевой воды (10-13,5 шп), цистерны сточной (15-16 шп).
Приварку набора и переборок на 9 и 16 шп к настилу палубы производить на 1 этапе сборки блока корпуса 1-2, показанном на рис.10. Приварку производить по тому же принципу: симметрично и одновременно от ДП к обоим бортам, от середины настила палубы к его краям. Общий порядок сборки и сварки узла настила палубы блока и приварки к нему набора, аналогичный при изготовлении секций, по технологической инструкции на сборку и сварку типовых узлов и секций корпуса, надстроек и рубки.
Провести контроль сварных швов блока и исправить обнаруженные дефекты, испытать сварные швы непроницаемых соединений «на мел и керосин», с последующей проверкой исправленных участков сварных швов, проверить габаритные размеры, форму блока и прочее, при необходимости произвести правку элементов блока, произвести маркировку блока 1-2 с обоих бортов и торца, обвести маркировку краской, проверить наличие и величину монтажных припусков наружной обшивки, форму и чистоту монтажных кромок, наличие контрольных линий на наружной обшивке, поперечной переборке 16 шп, палубе и форштевне блока, сдать готовый блок корпуса 1-2 ОТК.
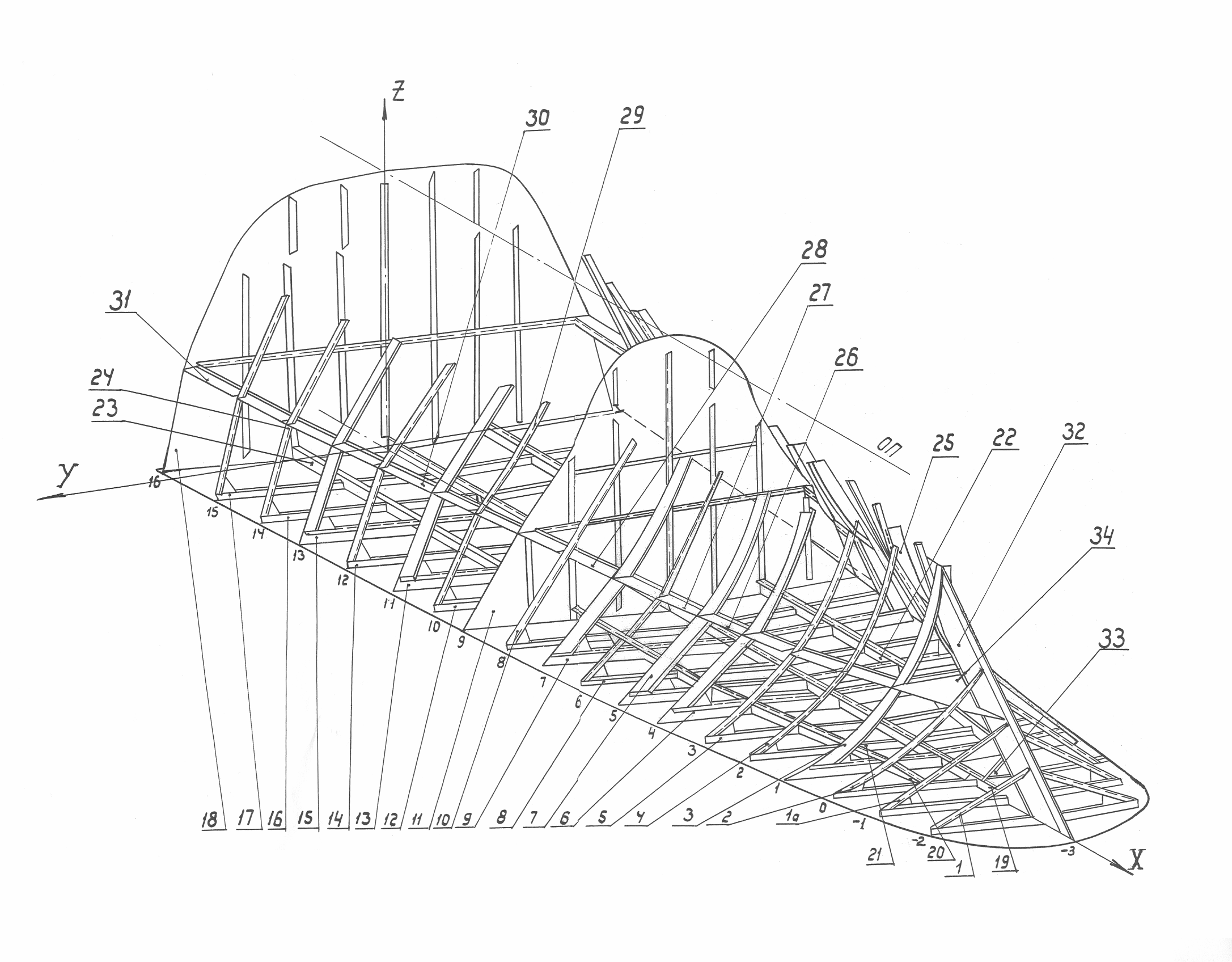
Рис. 10
Сборка блока корпуса 1-2