

Изготовление типовых узлов Сборка и сварка полотен
Сборка и сварка полотен секций может быть произведена на специальных плитах, стендах, постелях или в кондукторах, в зависимости от имеющейся на заводе оснастки и сварочного оборудования.
При невозможности выполнения, из-за отсутствия специальной оснастки и оборудования, предусмотренной рабочими чертежами автоматической односторонней сварки без скоса кромок под флюсом на флюсовой подушке можно выполнить автоматическую двустороннюю сварку без скоса кромок под флюсом, с промежуточной кантовкой полотна.
Разрешается сборка и сварка по пазам отдельно двух полуполотен, с последующей их стыковкой на электропихватках и сваркой стыков.
Общий порядок изготовления полотен плоскостных секций корпуса, надстроек и рубки с применением автоматической или полуавтоматической двусторонней сварки следующий:
Произвести подготовку оснастки
Подать краном листы полотна в комплекте, согласно маркировке
Разложить листы, согласно рабочему чертежу
Состыковать листы между собой на электроприхватках, с подготовкой кромок под сварку
Прижать листы полотна к оснастке по обеим сторонам пазов и стыков
Закрепить полотно к оснастке по контуру эластично
Установить и приварить по концам швов выводные планки размером 100х100 мм, толщиной, равной толщине листов
Проверить правильность сборки полотна, наличие монтажных припусков, подготовку кромку листов под сварку, чистоту кромок листов и сдать полотно под сварку
Выполнить сварку стыков и пазов полотна с одной стороны, в направлении и последовательности указанной ниже в настоящей инструкции
Произвести контроль сварных швов и исправить обнаруженные дефекты
Освободить полотно от закрепления к оснастке (при сварке односторонней и на флюсовой подушке операции 12-18 не производить)
Перекантовать полотно секции
Прижать полотно к оснастке по обеим сторонам стыков и пазов
Закрепить полотно к оснастке по контуру
Подготовить стыки и пазы полотна для подварки
Подварить стыки и пазы аналогично сварки с обратной стороны полотна
Произвести контроль сварных швов и исправить обнаруженные дефекты
Освободить полотно от закрепления к оснастке
Проверить габаритные размеры полотна, размеры монтажных припусков, форму и чистоту припусков, удалить излишние припуски и временные крепления
Произвести проверку полотна согласно техническим требованиям на судомонтажные корпусные работы
Произвести, при необходимости, правку полотна
При необходимости длительного хранения на открытом месте произвести грунтовку (при нарушении целостности прежней)
Произвести маркировку полотна с лицевой и внутренней сторон. Маркировку обвести краской
Сдать готовое полотно ОТК
Сборка и сварка узлов набора
Сборка и сварка однотипных узлов поперечного и продольного набора может быть произведена на сборочных участках или линиях, с применением специальной оснастки.
Полотно секции борта 3ЛБ
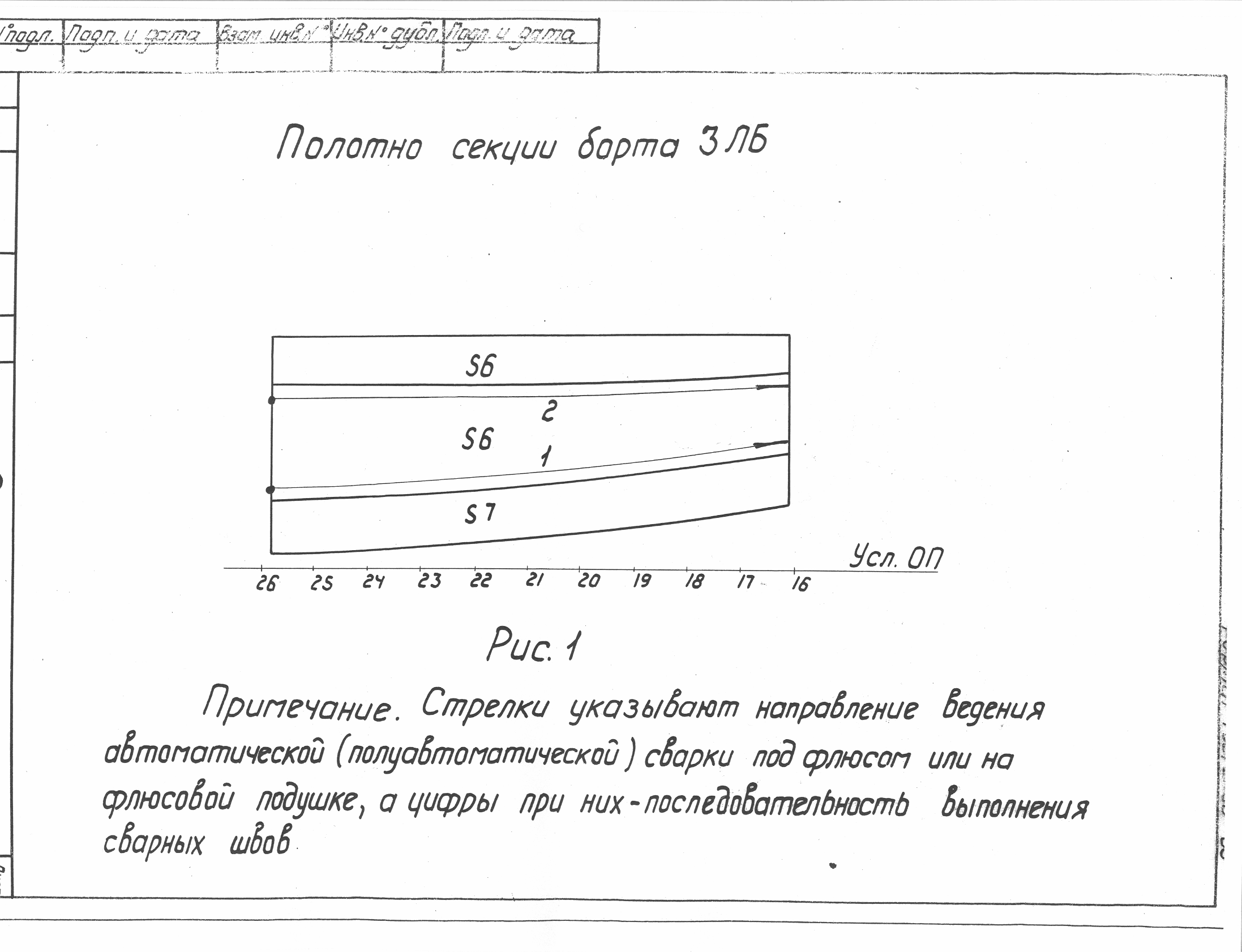
Рис. 1
Примечание. Стрелки указывают направление ведения автоматической (полуавтоматической) сварки под флюсом или на флюсовой подушке, а цифры при них – последовательность выполнения сварных швов.
Полотно секции палубы 3П
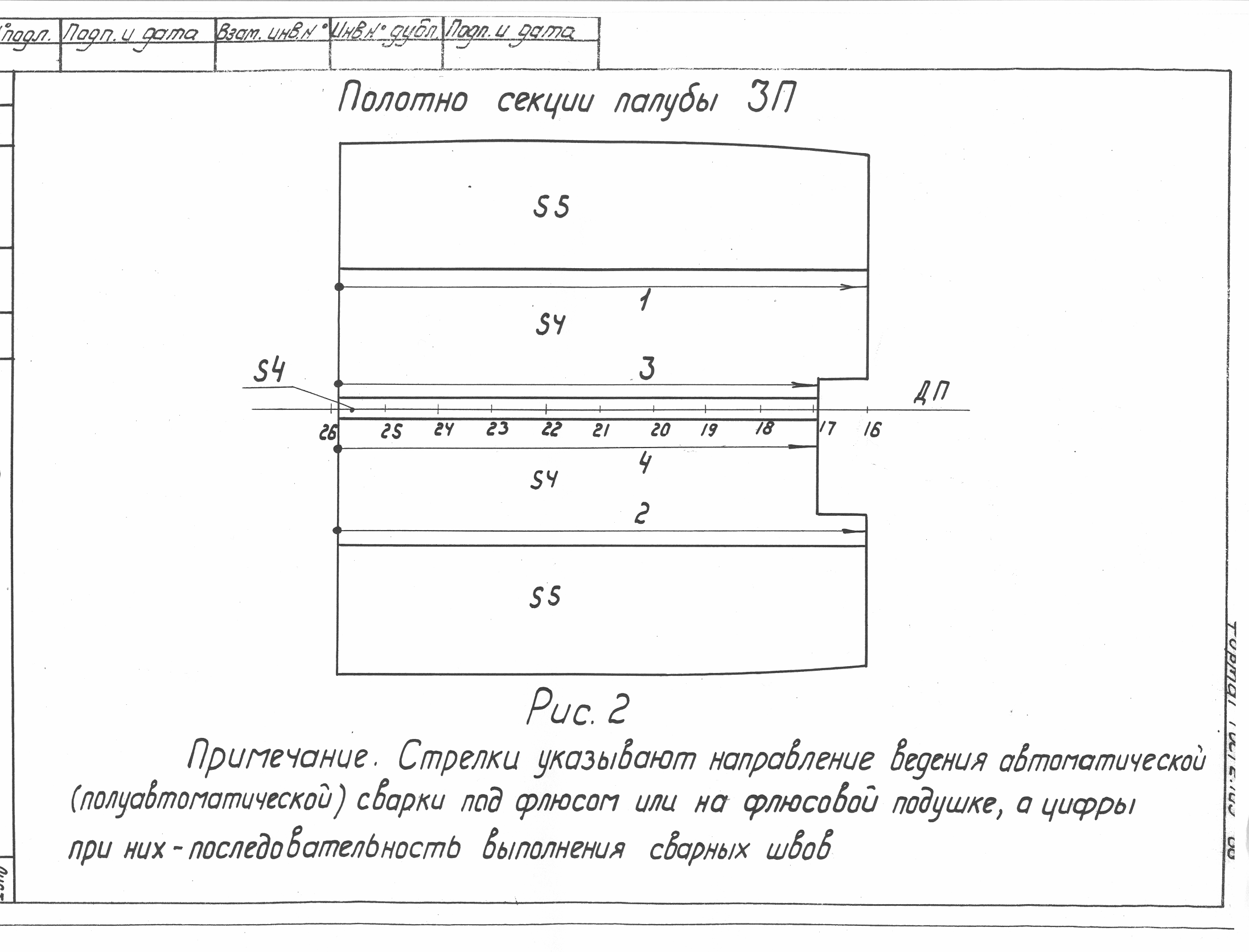
Рис. 2
Примечание. Стрелки указывают направление ведения автоматической (полуавтоматической) сварки под флюсом или на флюсовой подушке, а цифры при них – последовательность выполнения сварных швов.
Полотно секции поперечной переборки 4ПП1
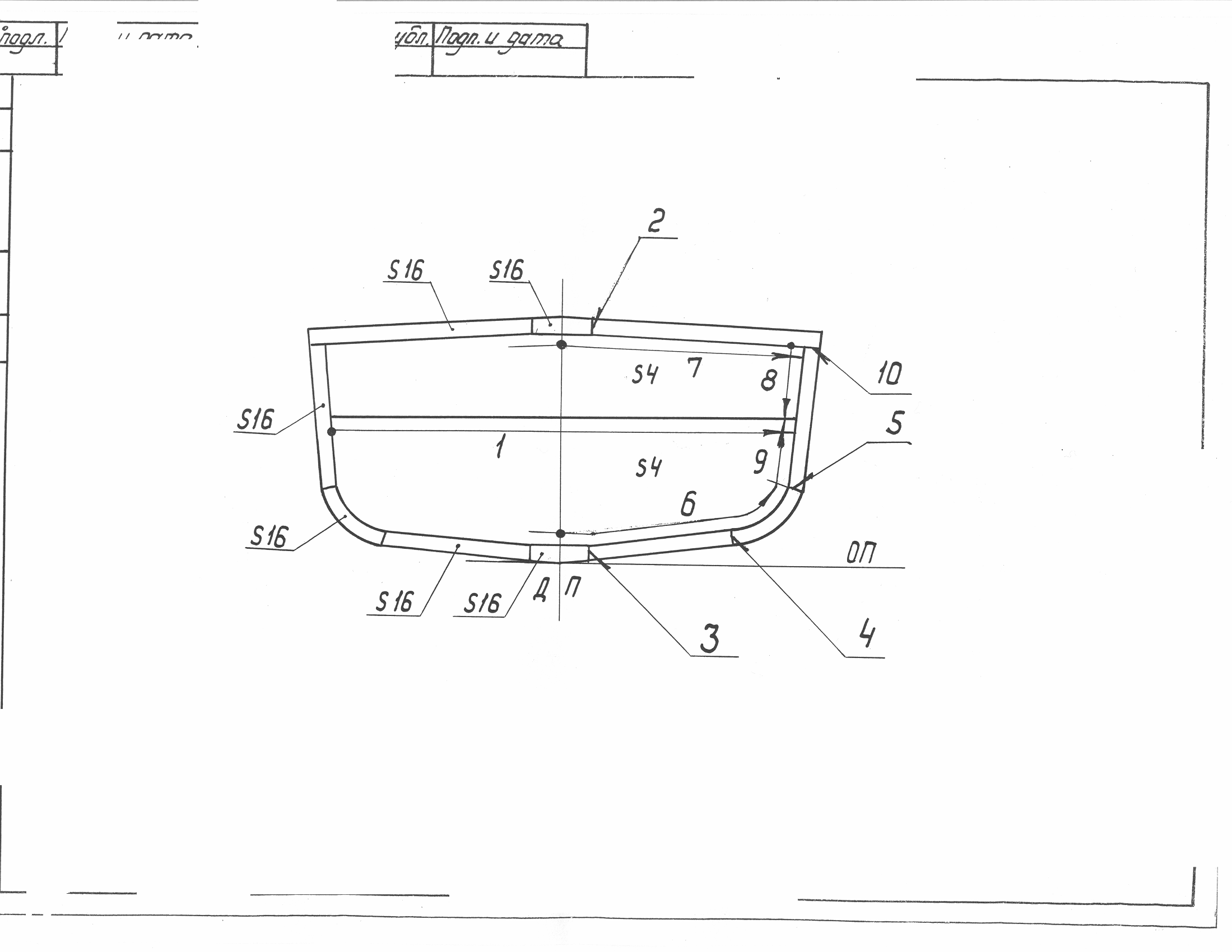
Рис. 3
Примечание. Цифры указывают последовательность выполнения сварных швов симметрично относительно ДП полуавтоматом под флюсом (ручная сварка производится обратно-ступенчатым методом), кроме шва №1, который выполняется автоматом (полуавтоматом) под флюсом или на флюсовой подушке. Стрелки указывают направление ведения сварки.
Наружная обшивка секции днища 3Д
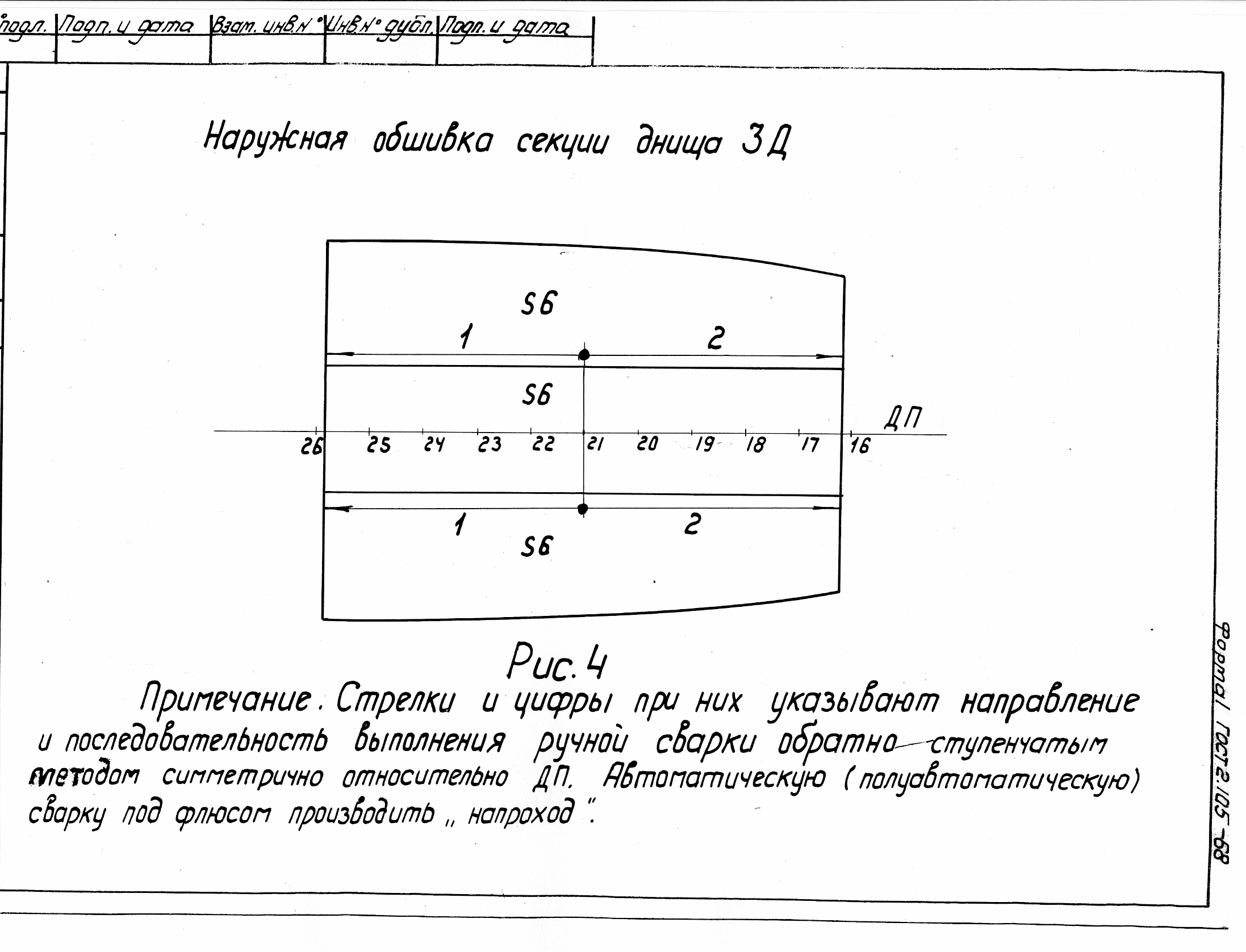
Рис.4
Примечание. Стрелки и цифры при них указывают направление и последовательность выполнения ручной сварки обратноступенчатым методом симметрично относительно ДП. Автоматическую (полуавтоматическую) сварку производить «напроход».