

Оборудование
В ЛЦ массового и крупносерийного производства трудоемкость изготовления стержней составляет 30-40% общей трудоемкости получения отливок, поэтому рекомендуется применять максимально механизированное и автоматизированное оборудование.
При изготовлении стержней в горячей оснастке массой до 10 кг применяют пескодувные полуавтоматы 4554Б2, 4701А, 23221А, РО-15, РО-65 и др., для изготовления стержней массой 16-100 кг пескодувные полуавтоматы 4705А, 4720М, 23227В, В150 и др.
При серийном, мелкосерийном и единичном производствах применяют оборудование пригодное для изготовления широкой номенклатуры стержней.
Для изготовления ХТС рекомендуют смесители 4727, 4732 и др.
Для изготовления ЖСС рекомендуются установки 19413, 19114М и др.
Вспомогательное оборудование стержневых отделений
При расчете требуемого числа стержневого оборудования учитывают коэффициент неравномерности производства стержней.
Для расчета потребного количества сушил стержни распределяют по сушилам с учетом времени и температурного режима сушки, и принятого типоразмера сушила.
Для конвейерных сушил:
![]() ,
слайд 16
,
слайд 16
Для камерных сушил:
![]() ,
слайд 17
,
слайд 17
где |
S – площадь плит на годовую программу, м2; |
|
t – время цикла сушки, ч; |
|
l – расстояние между этажерами, м; |
|
n – число полок на этажере, шт; |
|
F – площадь одной полки этажерки, м2; |
|
Ф'д - годовой действительный фонд времени работы сушила, ч; |
|
Hк – длина конвейера в зоне сушила, м; |
|
η – коэффициент заполнения объема сушил; |
|
Vст – годовой объем стержней с учетом брака отливок и поломки стержней, м3 |
|
Vc - объем сушил, м3. |
Рекомендуется устанавливать сушила одного типа, что позволит создать более планировку.
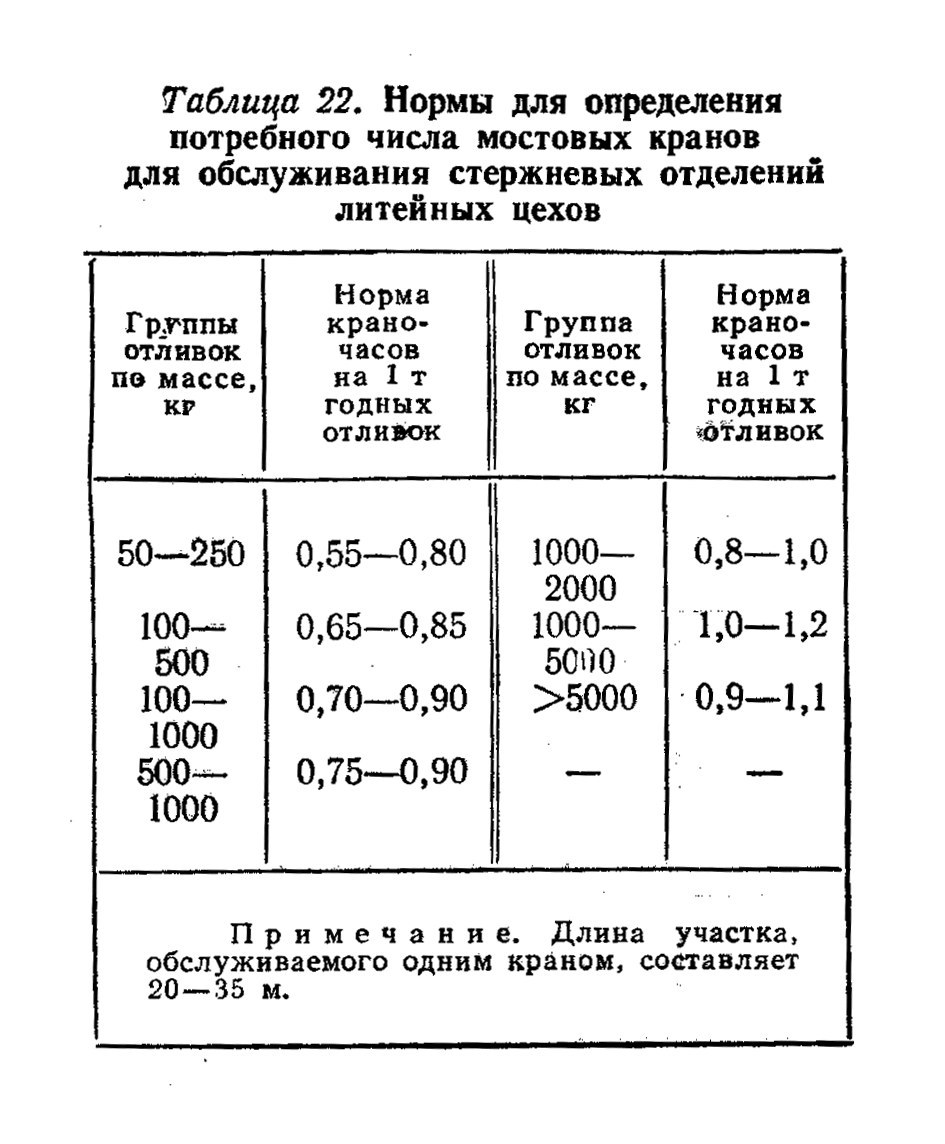
Подъемно-транспортное оборудование
|
Слайд 18 |
Расчет площадей стержневого отделения
Величина площади стержневого отделения зависит от серийности производства, габаритов стержней и установленного оборудования. В ЛЦ массового и крупносерийного производств с использованием автоматических и механизированных линий изготовления стержней площади отделений составляют 50-100% от площади формовочного отделения.
В цехах с высокой механизацией площадь стержневого отделения определяется планировкой оборудования, рабочих мест, установленного транспорта, складских помещений, проездов и проходов. Ритмичная работа стержневого отделения по изготовлению и выдаче готовой продукции обеспечивается суточным запасом оснастки и готовых стержней. Поэтому при проектировании необходимо предусмотреть площади для хранения стержневых ящиков и стержней в течении суток.
![]() слайд 19
слайд 19
где |
S – площадь для суточного хранения стержневых ящиков, м2; |
|
T1 – суточное количество стержневых ящиков, шт.; |
|
Ф – площадь, занимаемая самым большим ящиком, м2; |
|
k1 – коэффициент усреднения размеров ящика; |
|
k2 – коэффициент серийности литья; |
|
k3 – коэффициент повторяемости стержня на программу; |
|
П – этажность хранения стержневых ящиков. |
Значения коэффициентов для различного развеса в мелкосерийном и единичном производствах приведены в таблице.
Таблица С.1. слайд 20
параметры |
Масса стержней, кг |
||||||
До 16 |
16-40 |
40-100 |
100-300 |
300-700 |
700-1700 |
Более 1700 |
|
Ф |
0,3 |
0,42 |
0,8 |
0,63 |
1,0 |
1,82 |
6,25 |
k1 |
0,6 |
0,6 |
0,7 |
0,7 |
0,8 |
0,7 |
0,7 |
k2 |
0,7 |
0,7 |
0,7 |
0,7 |
0,85 |
0,85 |
0,85 |
k3 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
П |
5,0 |
4,0 |
3,0 |
3,0 |
1,0 |
1,0 |
1,0 |
Общая площадь с учетом проходов слайд 21
![]()
где |
f – коэффициент, учитывающий проходы (для ст. ящиков да 100 дм3 f=2, от 100 до 700 дм3 f=1,5)2; |
Полезная площадь для хранения суточного запаса стержней:
![]() слайд 22
слайд 22
где |
Sст – полезная площадь для суточного хранения стержней, м2; |
|
T2 – суточное количество стержней, шт.; |
|
Ф – площадь, занимаемая самым большим ящиком, м2; |
|
k1 – коэффициент усреднения стержней; |
|
П – этажность хранения стержней. |
Таблица С.2. слайд 23
параметры |
Масса стержней, кг |
||||||
До 16 |
16-40 |
40-100 |
100-300 |
300-700 |
700-1700 |
Более 1700 |
|
Ф |
0,2 |
0,3 |
0,35 |
0,48 |
0,8 |
1,56 |
5,05 |
k1 |
0,6 |
0,6 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
П |
5,0 |
4,0 |
3,0 |
3,0 |
2,0 |
2,0 |
1,0 |
Суммарная площадь с учетом проходов:
![]() слайд 24
слайд 24
где |
fст – коэффициент, учитывающий проходы, обычно равен 1,4; |
Площади складов хранения стержневых ящиков и сухих стержней должны обслуживаться ПТУ.