

Системы набора и взвешивания шихты
Одним из основных условий надежной работы плавильных агрегатов является своевременная и качественная их загрузка.
Загрузка вагранок осуществляется порциям (калошами) равными от часовой производительности 1/10-1/12 части. В одну бадью загружают полную массу металлической, топливной и флюсовой калоши. Индукционные печи, работающие с «болотом», загружают дозами равными или несколько меньшими массы жидкого сплава, единовременно выдаваемого из тигля. В дуговые печи загружают сразу полную садку, равную емкости печи. Только при применении легковесной шихты дуговые печи загружают в два прием, при этом вторую часть подают сразу после расплавления первой.
Технологический процесс набора, дозирования и загрузки печи можно разбить на следующие операции: набор и подача всех металлических и неметаллических компонентов шихты к массоизмерительным устройствам, взвешивание их, загрузки взвешенной шихты в плавильный агрегат.
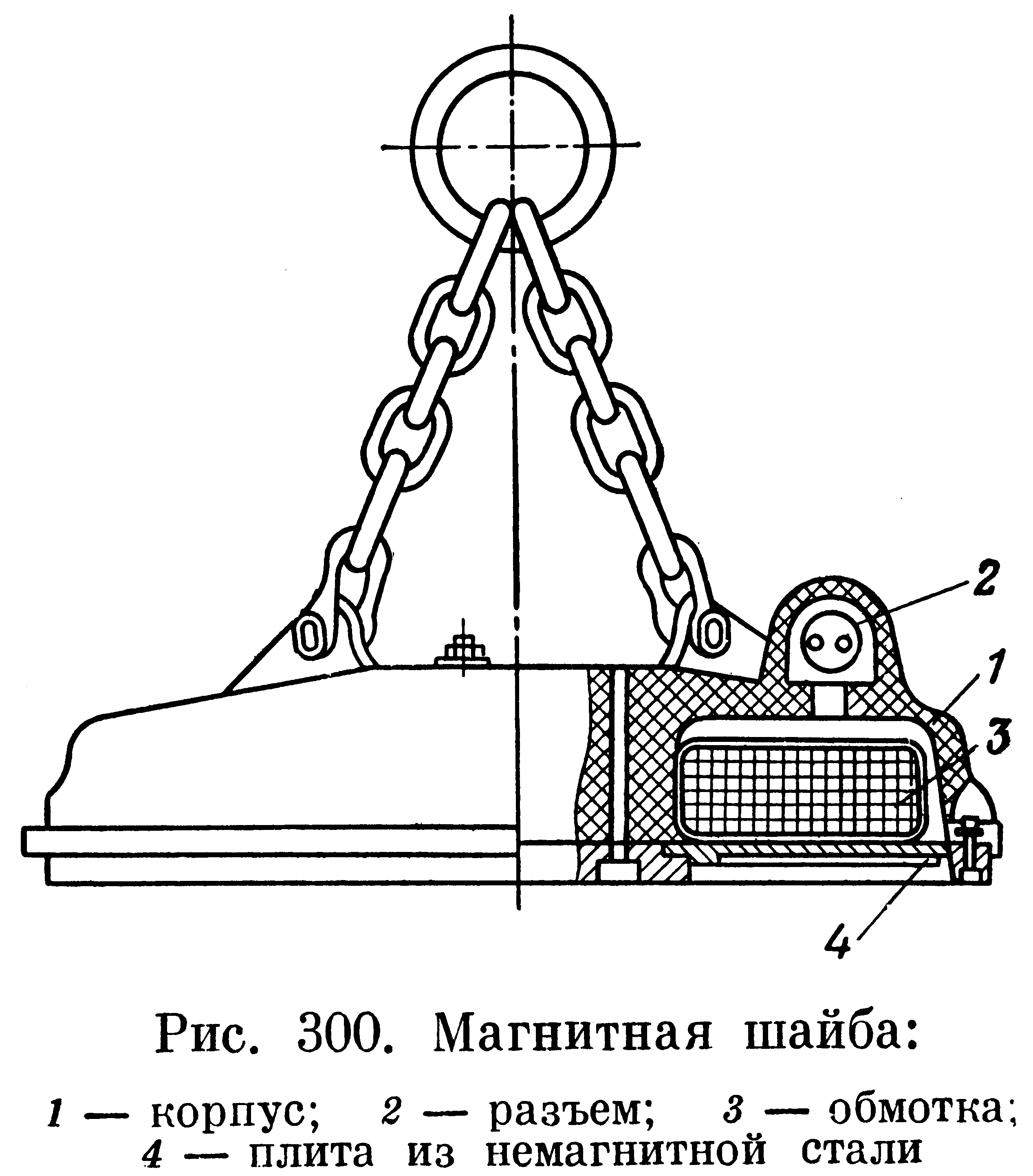
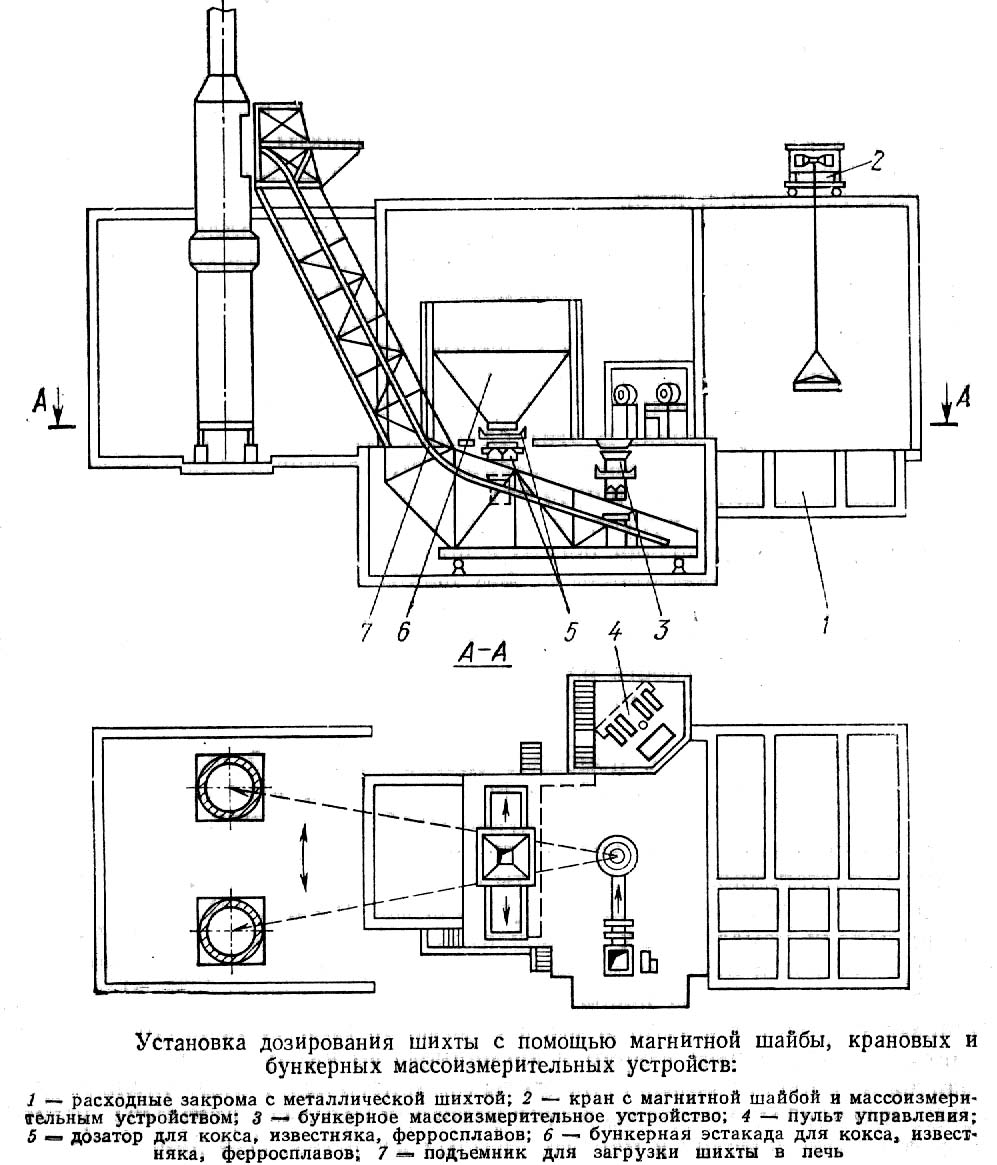
Для подачи к массоизмерительным устройствам металлических компонентов чаще всего используют две основные системы: расходные бункеры с траковыми, вибрационными и инерционными питателями, расходные закрома и мостовой кран с магнитной шайбой (для ферромагнтных материалов). В последние годы в чугунолитейных и сталелитейных цехах часто используют систему набора шихты с помощью электромагнитной шайбы с регулируемой грузоподъемностью. (слайд 18)
|
(слайд 18) |
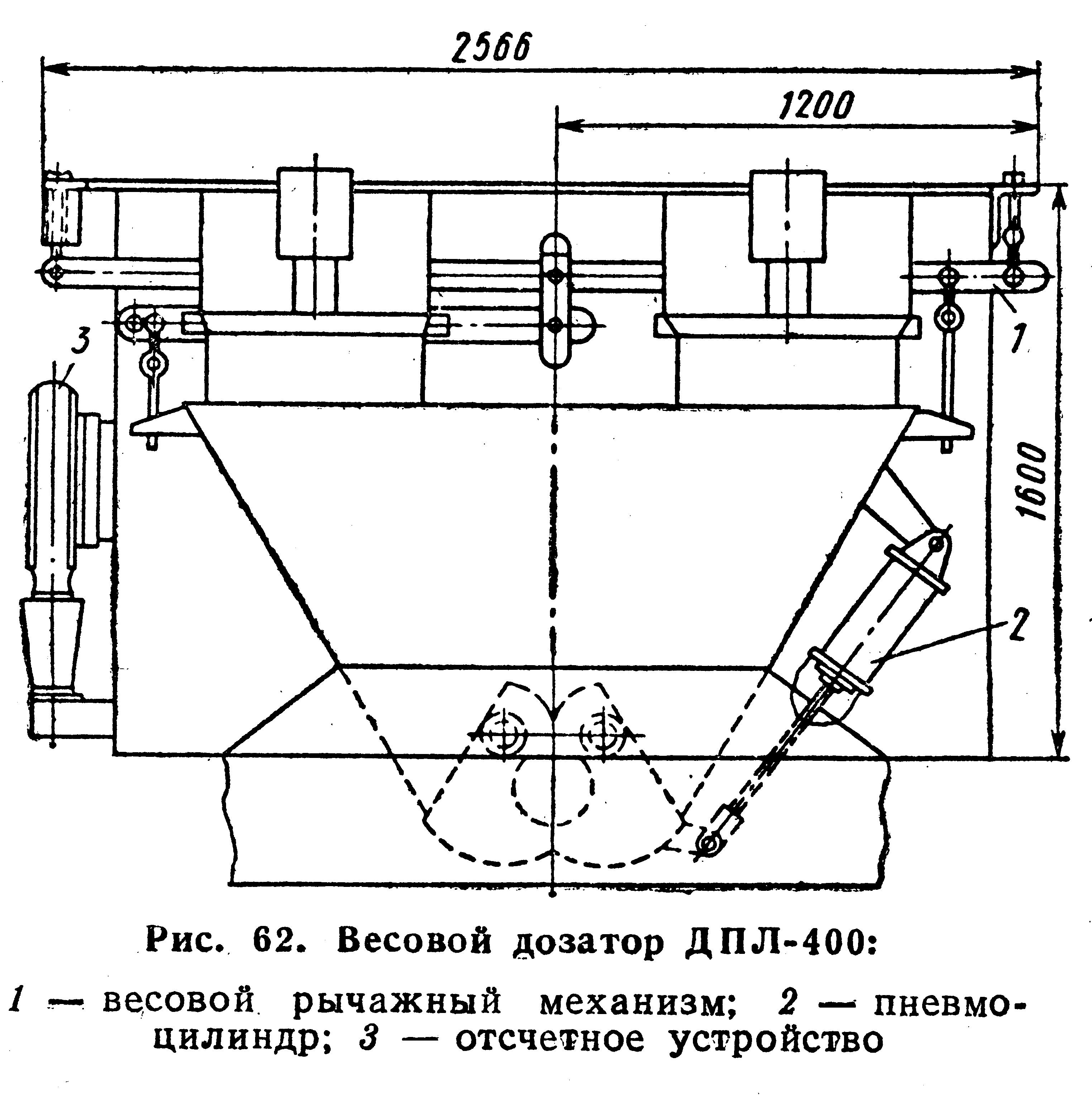
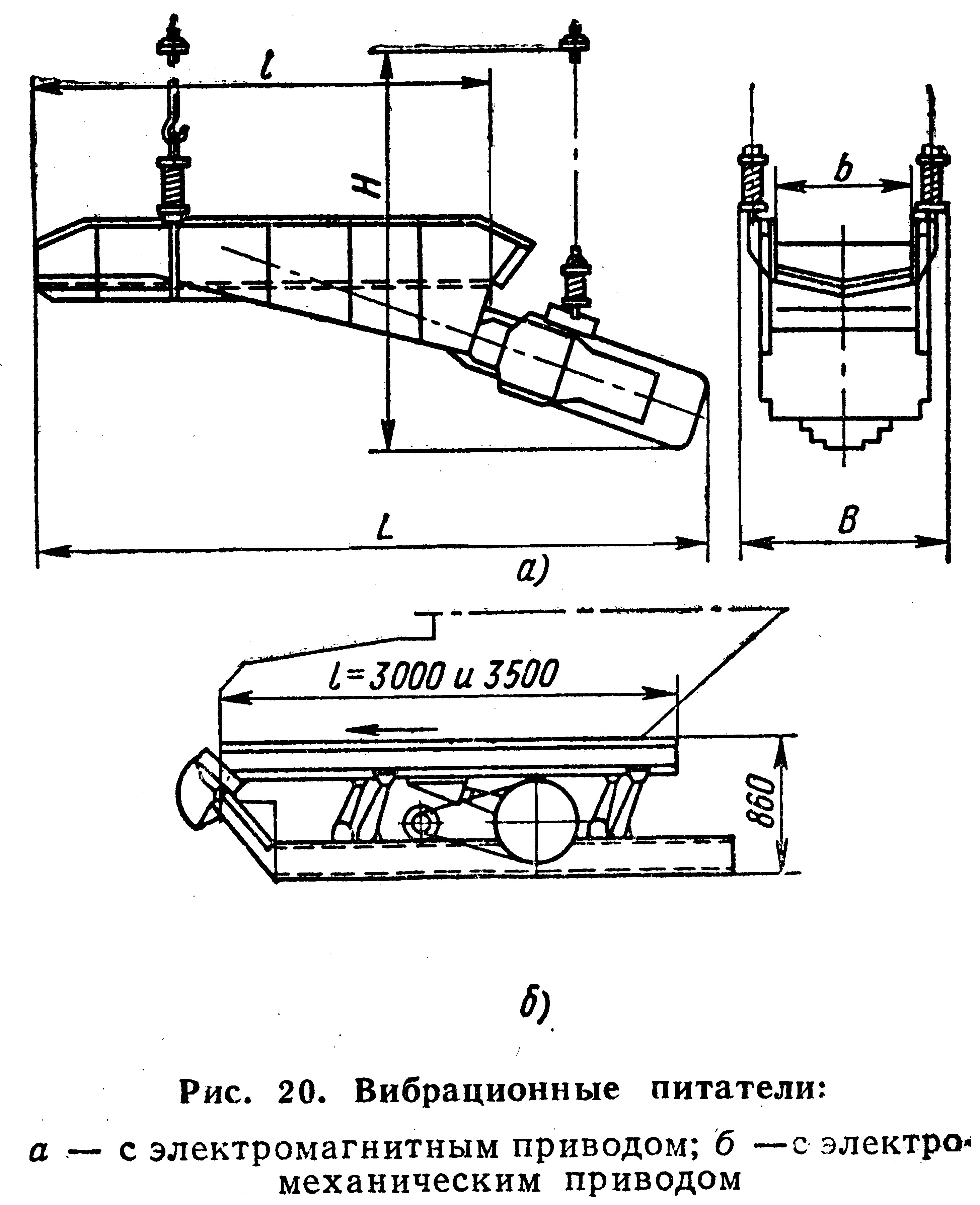
Для подачи немагнитных компонентов (кокса, флюсов и мелкодробленых ферросплавов и цветных металлов) из расходных бункеров через массоизмерительные устройства используют вибрационные питатели. (слайд 19-20)
|
|
(слад 19) |
(слайд 20) |
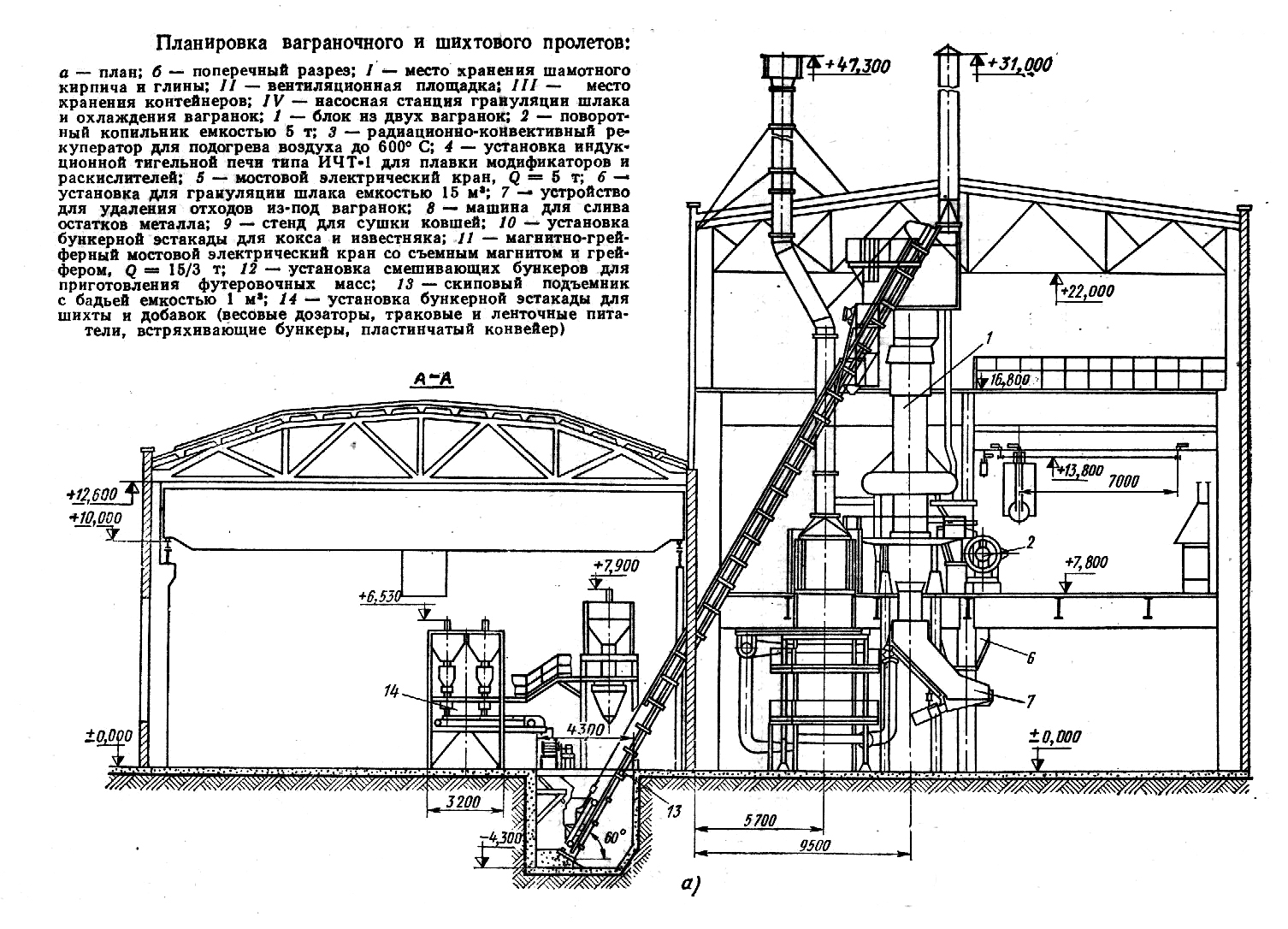
Для загрузки в печь взвешенных и набранных в бадью шихтовых материалов чаще всего используют наклонные бадьевые подъемники (для вагранок) (слайд 21), монорельсовые тележки (индукционные печи) и мостове или
|
(слад 21) |
|
(слайд 22) |
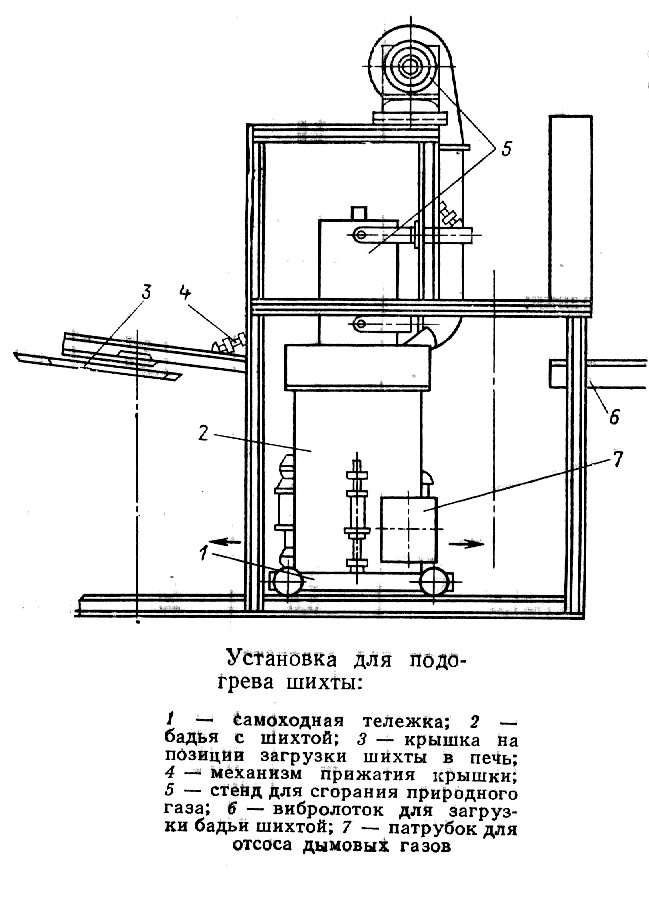
При плавке в электрических печах рекомендуется подогревать шхту, т.к. это позволяет снизить расход электроэнергии, повысить производительность печей и улучшить санитарно-гигенические словия в плавильном отделении. (слайд 22) При подогреве шихты до 300-400 ºС обеспечивается удаление влаги и большинства летучих органических веществ, чем исключается опасность выброса жидкого металла и выделения угарного газа. При подогреве шихты до 600-800 ºС из шихты удаляются легкоплавкие металлы и сплавы, увеличивается производительность на 25-30% и на 20-30% сокращается расход электроэнергии.
Грузоподъемные средства и вспомогательные участки
ПТУ должно быть обслуживать все технологическое и вспомогательное оборудование. Предпочтение отдается крановому обслуживанию. Грузоподъемность ПТУ выбирают на 10-20% больше максимальной массы транспортируемого груза, при загрузке, обслуживании и ремонте.
В плавильном отделении имеются следующие вспомогательные участки:
- по ремонту оборудования и ковшей;
- по контролю качества выплавляемого сплава (экспресс лаборатория);
|
Слайд 23 |

- участок приготовления огнеупорной массы;
- ремонта футеровки ковшей, узлов печей (своды ДСП, крышки копильников);
- стенды для сушки и подогрева ковшей.
Оборудование для приготовления футеровочных масс выбирают в зависимости от вида применяемой футеровки и смешивающих бегунов, щековых дробилок и печей для прокалки исходных материалов.
Оборудование для
обработки и приготовления исходных
футеровочных материалов, применяемых
в разных цехах, целесообразно размещать
в базисн ом
складе шихты. В местах ремонта футеровки
механизируют уборку старой футеровки
и сушки новой. Стенды для сушки мелких
и средних ковшей оборудуются местными
укрытиями снабженными вентиляцией и
газовыми горелками Крупные ковши сушат
двухпроводными длиннопламенными
горелками, при этом стенд оборудуется
вытяжным зодом. (слайд
24)
ом
складе шихты. В местах ремонта футеровки
механизируют уборку старой футеровки
и сушки новой. Стенды для сушки мелких
и средних ковшей оборудуются местными
укрытиями снабженными вентиляцией и
газовыми горелками Крупные ковши сушат
двухпроводными длиннопламенными
горелками, при этом стенд оборудуется
вытяжным зодом. (слайд
24)