

Термообрубные отделения
Классификация отливок
Отливки классифицируют по виду применяемого для их получения сплава, массе, конфигурации, точности размеров и шероховатости поверхности. При выборе технологических процессов определяющими являются масса, марка сплава отливки и специальные технические требования к ней.
Объем производства
При определении числа отливок, которые обрабатываются в обрубном отделении основываются на годовой производственной программе с учетом брака. При этом для цехов стального и чугунного литья с массовым характером производства, при получении отливок в разовые песчано-глинистые формы неисправимый брак колеблется около 2-3%. Кроме того, учитывают брак подлежащий исправлению на специализированном участке. На этом участке при производстве стальных и чугунных отливок принимают следующее количество исправляемых отливок:
- мелкие отливки - 15-20% от программы;
- средние - 25-30% от программы;
- сложные и крупные - 40-60% от программы.
Технологические процессы
Отливки выбитые из форм проходят определенный по длительности цикл охлаждения, после этого они поступают в термоообрубное отделение., где путем рада операций улучшают их свойства и придают товарныйвид.
Типовой технологический процесс обработки чугунных отливок включает следующие операции: охлаждение, очистку и удаление стержней, обрубку и зачистку, исправление дефектов, термообработку, промывку, грунтовку и сушку, контроль и передачу на склад. Технологический процесс обработки стальных отливок имеет некоторые особенности, прежде всего это отрезка прибылей и литников. Для отливок из углеродистых сталей 25Л, 30Л,35Л эту операцию выполняют до термообработки, а для отливок 40Л-55Л – после нее когда температура отливок более 200ºС.Для отливок из углеродистых и легированных сталей, подвергаемых после термообработки заварке, необходим дополнительный высокий отпуск. Для ковкого чугуна необходима двойная очистка до и после отжига и правка в штампах. Схема технологического процесса обработки отливок на следующем рисунке.
Рис 66 стр 161 Кнорре
Отделение элементов лпс от отливок
Учитывая хрупкость серого и ковкого (до отжига) чугунов, питатели и выпоры от мелких отливок отделяют во время очистки в галтовочных барабанах, а от более крупных – ударами молотка в процессе выбивки форм. От мелких стальных, бронзовых и латунных литники отрезают на кривошипных прессах, а от алюминиевых и магниевых ленточными пилами. Питающие бобышки от отливок из серого и ковкого чугуна, и прибыли от крупных стальных и медных отливок отрезают на станках дисковыми пилами. Особо массивные прибыли от крупных отливок из углеродистых и низколегированных сталей отрезают пламенными горелками.
Очистка отливок
Для очистки отливок применяют различные физические и химические методы воздействия на них.
Галтовочная очистка происходит за счет соударения и рения отливок одна о другую в процессе взаимного перемешивания во вращающемся в горизонтальной плоскости барабане. Одновременно с выбивкой стержней происходит очистка внешних поверхностей отливки от формовочной смеси, окалины и пригара, отбивается ЛПС, удаляются заусенцы и заливы по плоскости разъема формы. Такие барабаны просты по устройству, но малопроизводительны, их применяют для очистки мелких (менее 60 кг) отливок простой конфигурации с толщиной стеки более 10 мм. Для интенсификации процесса отчистки в барабан добавляют отбеленную звездочку. Галтовочные барабаны применяются при различных способах производства. Преимуществом является его простота конструкции, надежность в работе, возможность включения в поточную линию, компактность и достаточно высокий уровень механизации.
К недостаткам необходимо отнести:
- неудовлетворительные санитарно-гигиенические условия труда рабочих;
- затрудненная механизация установки закрепления и снятия крышки загрузочного люка;
- необходимость периодической чистки барабана;
- малая производительность и большой расход эл. энергии.
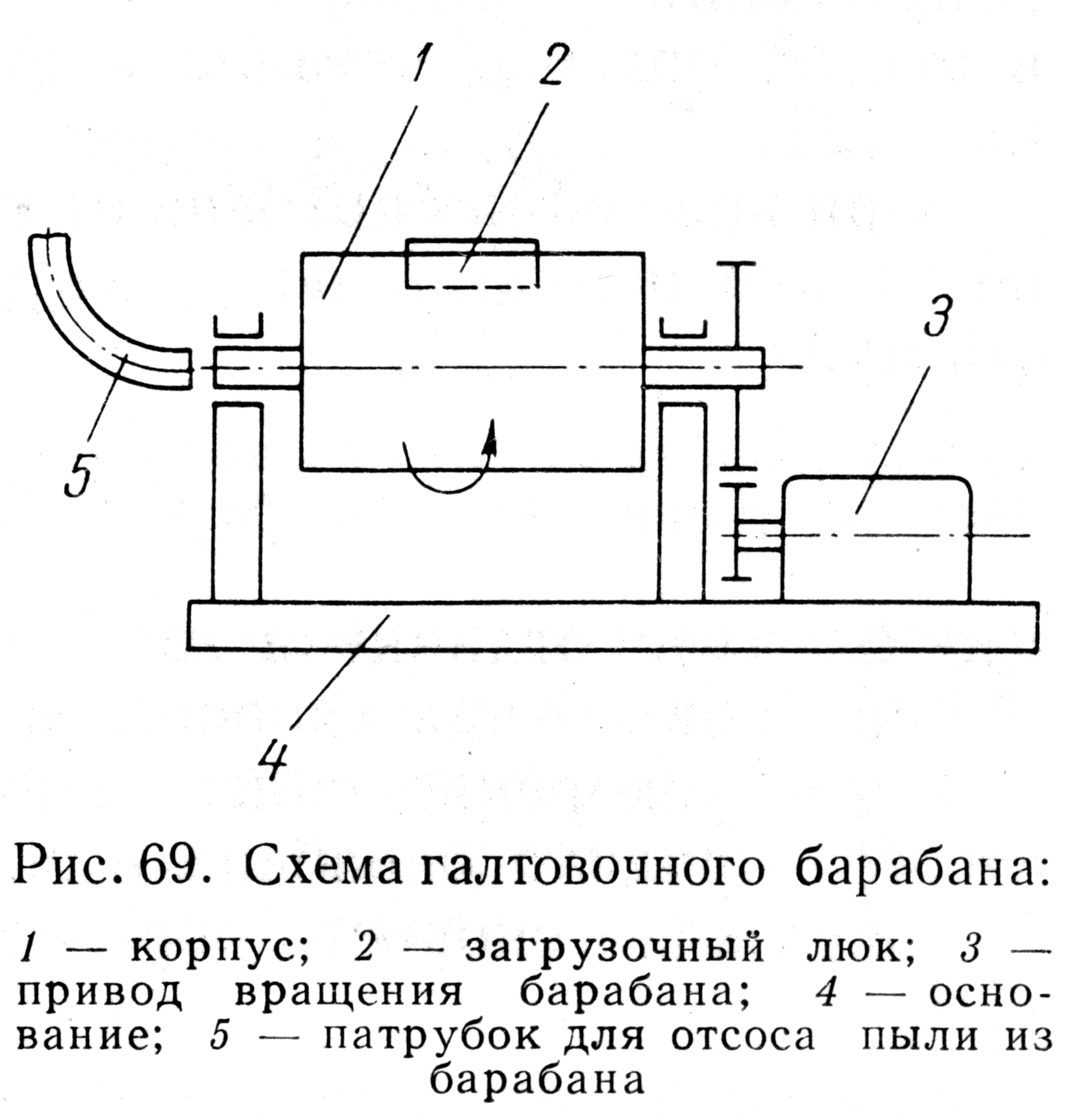
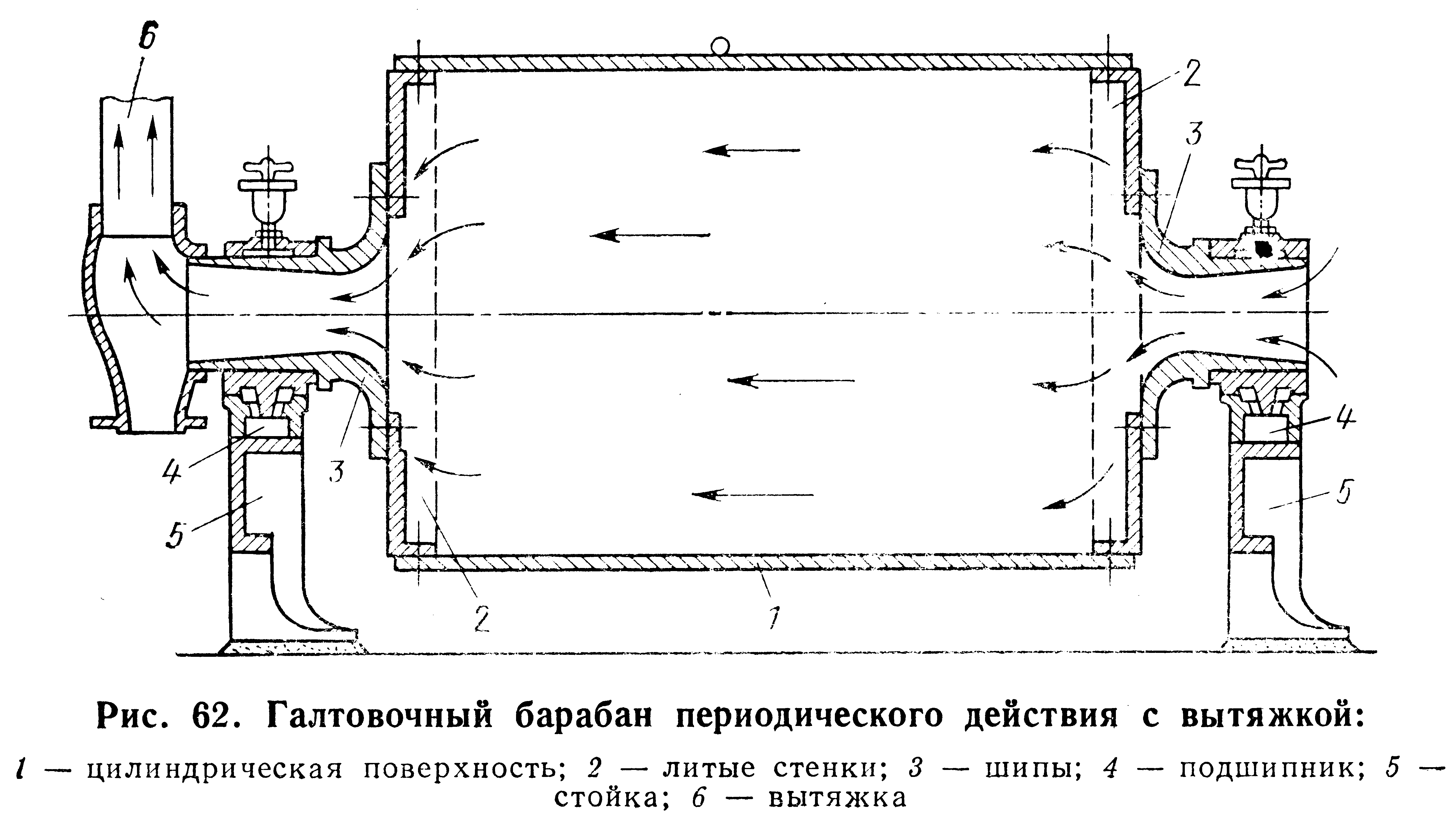
Рис галтовочного барабана
В массовом и крупносерийном производствах применяют поточные линии на основе галтовочных барабанов непрерывного действия. На стальном литье ЛПС в галтовочных барабанах удаляется трудно, поэтому внутри барабана по образующей изготавливают выступающие пороги, которые при вращении барабана поднимают отливку на некоторую высоту. При падении отливки с которой и ее соударении о стеки барабана или с отливками лежащими в низу происходит отделение ЛПС, пригара, формовочной смеси, окалины от отливки.
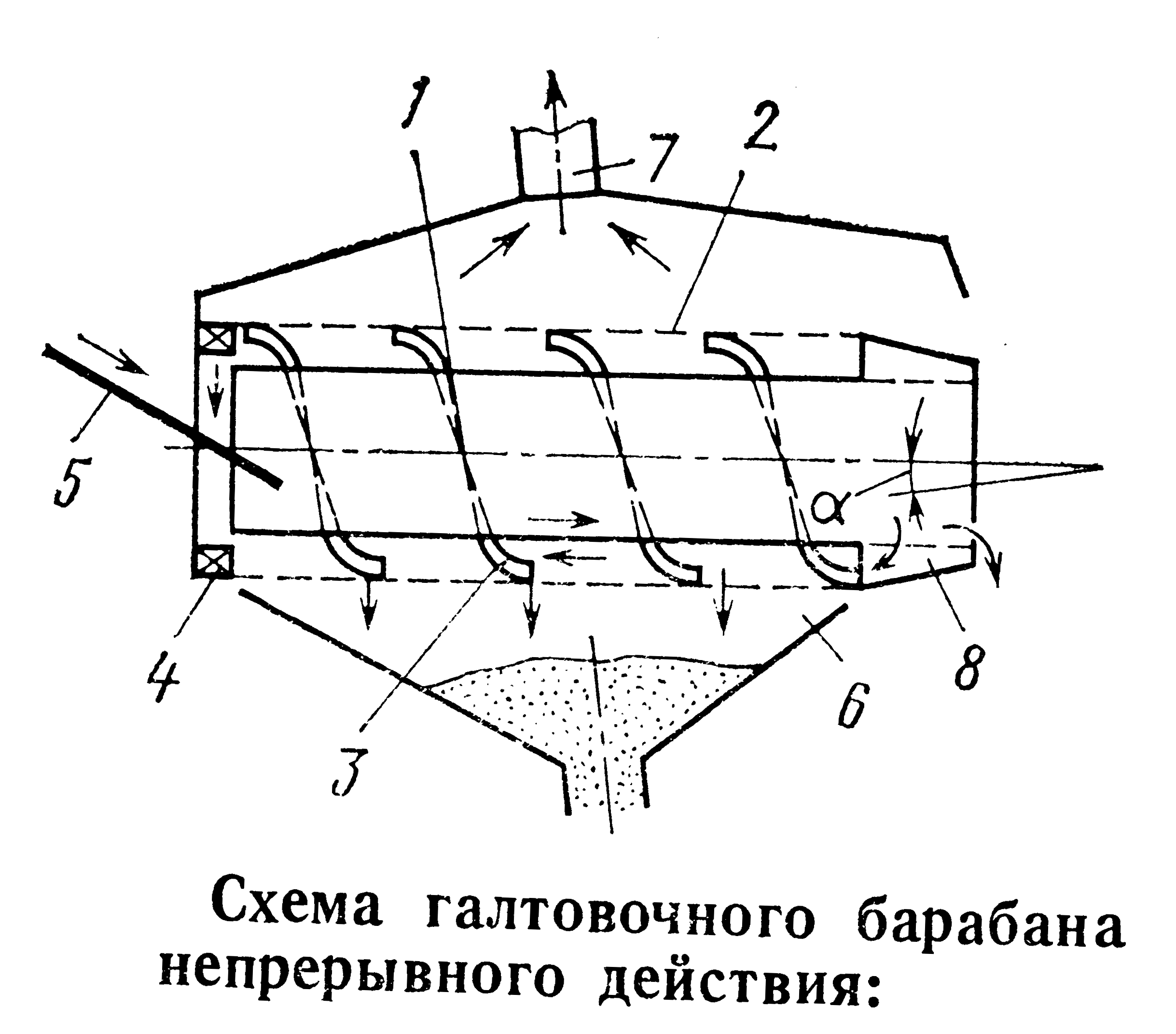

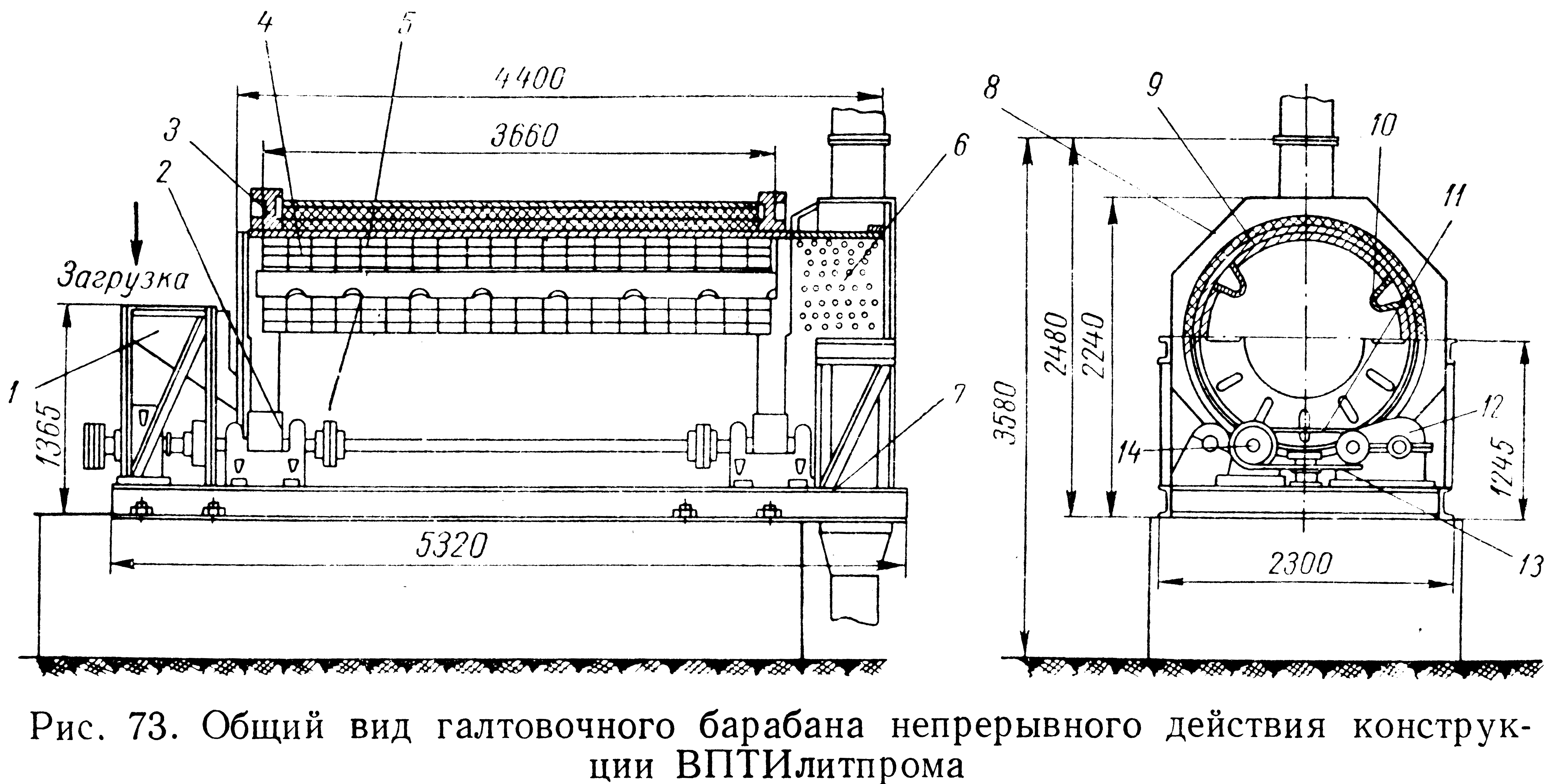 Галтовочный
барабан непрерывного действия
Галтовочный
барабан непрерывного действия