

1.6. Розгорнутий план прядіння для пряжі 25 текс
Таблиця 9
Найменування переходів (машин) |
Лінійна щільність продукту що виходить, текс,ктекс |
Кількість складань |
Витяжка |
Коефіцієнт крутіння |
Крутіння |
Випускний орган |
Теоретична продуктивність, кг/г |
ККЧ |
КПО
|
Планова продуктивність, кг/год
|
Коефіцієнт загону |
Загальний виробіток, кг/год |
Кількість установленого обладнання |
|||
Частота обертання, об/хв |
Лінійна швидкість, м/хв |
Кількість машин
|
Кількість випусків веретен на машині
|
Загал. кільк. машин випусків веретен |
||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
DK-803 |
4500 |
1 |
- |
- |
- |
25 |
- |
51 |
0,85 |
0.955 |
41,39 |
1,0096 |
818,13 |
20 |
1 |
20 |
SB-851
|
4000 |
6 |
6,86 |
- |
- |
- |
550 |
129,2 |
0,7 |
0.975 |
88,17 |
1,0075 |
810,35 |
10 |
1 |
10 |
RSB-851
|
3300 |
6 |
7,27 |
- |
- |
- |
550 |
108,207 |
0,8 |
0.975 |
84,4 |
1,0054 |
804,32 |
10 |
1 |
1 |
ППМ-120А1М |
25 |
1 |
132 |
44,1 |
882 |
50000 |
- |
19,04 |
0,87 |
0.975 |
16,15 |
1 |
800 |
50 |
224 |
11200 |
МТ-2М |
25 |
1 |
1 |
- |
- |
- |
684 |
102,6 |
0,85 |
0.958 |
83,54 |
0,998 |
798,4 |
10 |
100 |
1000 |
Графік залежності витяжки від лінійної щільності
Графік 1
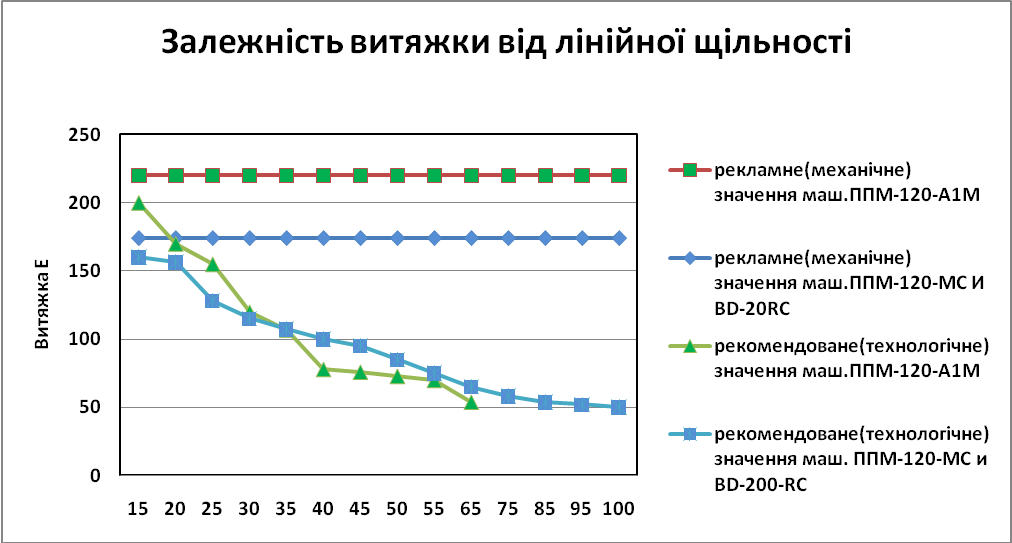

Знаходимо відсоток , який складає рекомендаційні технологічні значення заправних параметрів від max рекламних(механічних) значень цих параметрів
Машина ППМ-120-А1М
220 ― 100%
160 ― Х
Х=160*100/220=72,72%
Машина ППМ-120-МС и BD-200RC
174 ―100%
130 ― Х
Х=130*100/174=74,71%
Середній відсоток відхилення значень
Ср=(72,72+74,71)/2=74%
Графік 2
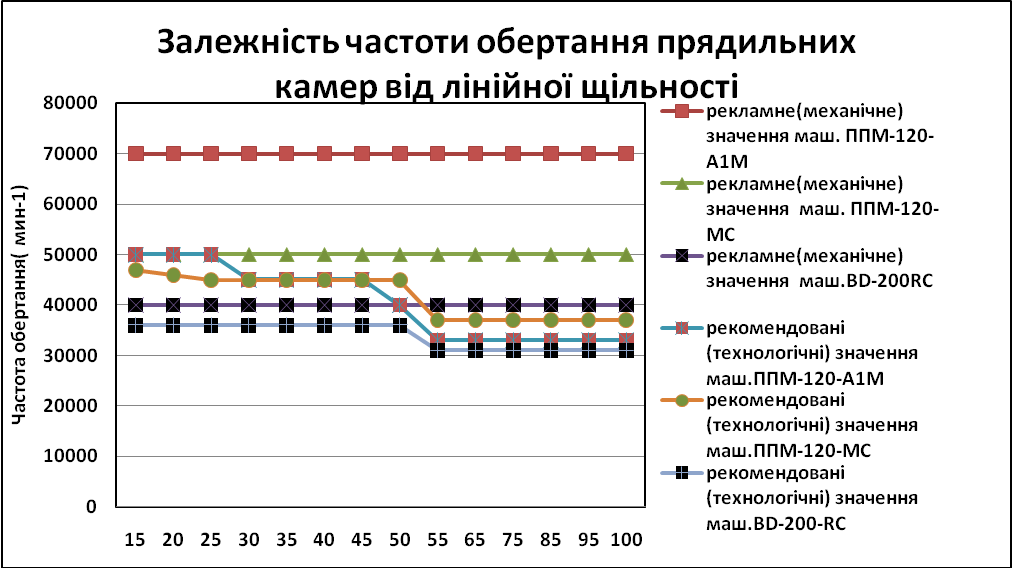

Знаходимо відсоток , який складає рекомендаційні технологічні значення заправних параметрів від max рекламних(механічних) значень цих параметрів
Машина ППМ-120-А1М
70000 ― 100%
50000― Х
Х=50000*100/70000=71,42%
Машина ППМ-120 МС
50000 ― 100%
45000― Х
Х=45000*100/50000=90%
Машина BD-200RC
40000 ― 100%
36000― Х
Х=36000*100/40000=90%
Середній відсоток відхилення значень
Ср=(71,42+90+90)/3=84%
Графік 3

Знаходимо відсоток , який складає рекомендаційні технологічні значення заправних параметрів від max рекламних(механічних) значень цих параметрів
Машина ППМ-120 МС
0,2 ― 100%
0,08― Х
Х=0,08*100/0,2=41,2%
Машина BD-200RC
0,4 ― 100%
0,06― Х
Х=0,06*100/0,4=15%
Знаходимо max рекламне значення продуктивності машини ППМ-120-А1М
Пт(реклмн)=Vв.в.*60*25/10002 (14)
Vв.в=nn.k/K (15)
K=const (16)
nn.k=(65000+75000)/2=70000 хв-1
Vв.в=70000/883=79,27м/хв
Пт(реклмн)=79,27*60*25/10002=0,1 кг/год
0,1 ― 100%
0,08― Х
Х=0,08*100/0,1=80%
Ср=(80+41,2+15)/3=45%