

3. Кинематическая схема станка.
Кинематическая схема с обозначениями согласно [7] приведена на рис 1.3.
Движения в станке. Главное движение - вращение шпинделя с заготовкой: движения подач - перемещение каретки в продольном и салазок в поперечном направлениях; вспомогательные движения быстрые перемещения каретки в продольном и салазок в поперечном направлениях от отдельного привода или вручную, перемещение задней бабки.
Кинематическая
цепь привода главного движения. Эта
цепь обеспечивает передачу вращения
от электродвигателя
![]() шпинделю VI
с возможностью включения разных частот
его вращения.
шпинделю VI
с возможностью включения разных частот
его вращения.
Вывод формулы настройки:
а) кинематическая цепь согласования: электродвигатель шпиндель;
б) условие согласования скоростей конечных звеньев цепи:
![]() ,
,
где
![]() -
частота вращения электродвигателя
,
мин -1
;
-
частота вращения электродвигателя
,
мин -1
;
![]() -
частота вращения шпинделя, мин -1;
-
частота вращения шпинделя, мин -1;
![]() - знак
соответсвия.
- знак
соответсвия.
в) уравнение кинематического баланса.
Уравнение кинематического баланса - это зависимость движения одного конечного звена кинематической цепи по отношению к другому. Для цепи главного движения уравнение имеет вид:
мин
-1
![]()
![]() мин -1
мин -1
или
мин
-1
![]() 0,985
мин -1
0,985
мин -1
где - передаточное отношение ременной передачи;
![]() - передаточное
отношение коробки скоростей;
- передаточное
отношение коробки скоростей;
- передаточное отношение постоянных передач.
г) формула настройки:
![]()
Шпиндель станка может иметь правое или левое направление вращения. При правом направление вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется как (муфта включена влево):
I II III IV V VI*
1450 мин -1 142 0,985 |51| |21| |22| |22|
254 |39| |55| |88| |88|
|56| |29| |45| | | |27| = мин -1
34 |47| |45| | | |54|
|38| |45| |45|
|38| |45| |45|
|65|
|43|
* I … VI – номера валов.
При правом направлении вращения шпинделя может быть настроено 23 частоты вращения в диапазоне 19 ... 2420 мин-1 .
С учетом всех возможных переключений структурная схема коробки скоростей имеет вид, приведенный на рис. 1.5.
Привод подач. Назначение цепи подач - обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при точении и нарезании резьб.
Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи измеряется и указывается в мм на оборот шпинделя.
Вывод формулы настройки:
а) кинематическая цепь согласования: шпиндель - суппорт;
б) условие согласования скоростей конечных звеньев цепи:
1 об.шп. S или Р мм суп.,
где S или Р мм суп. - перемещение суппорта в мм на величину подачи S или шага Р нарезаемой резьбы.
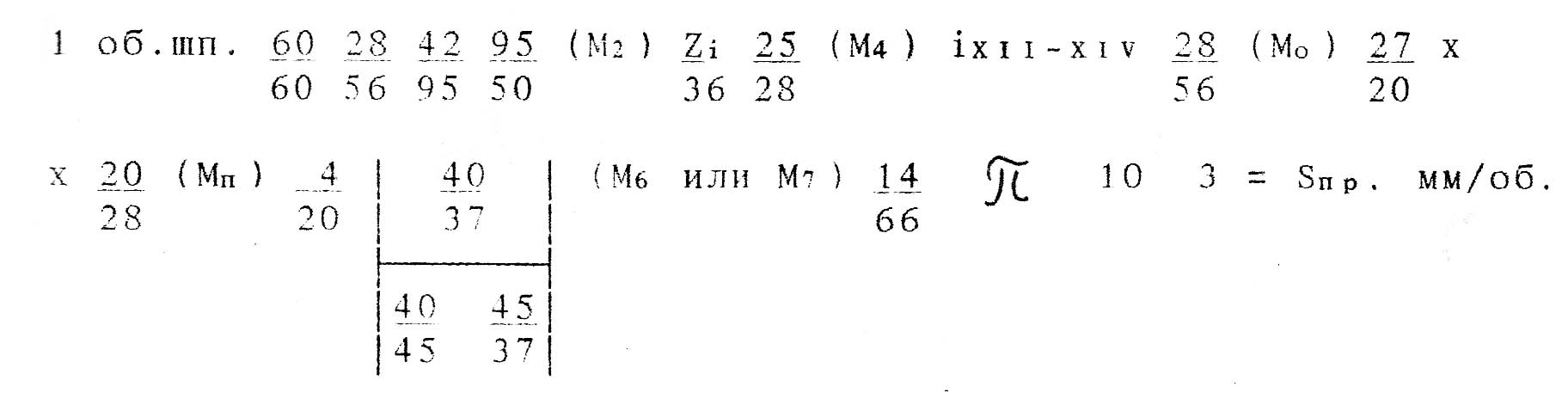
Уравнение кинематического баланса (рис. 1.1):
винторезной цепи
1
об. шп.
![]() мм
мм
цепи продольных подач
1
об. шп.
![]()
![]() m
m
![]() =S
мм/об.
=S
мм/об.
цепи поперечных подач
1
об. шп.
![]() =
S
мм/об.
=
S
мм/об.
Структурная схема механизма подач приведена на рис. 1.6.
Кинематическая цепь привода продольной подачи. Для настройки на станке всех видов продольной и поперечной подач нужно сменные блоки гитары поставить так, чтобы передача с вала VIII на вал IX осуществлялась через колеса с передаточным отношением
![]()
а
рукоятку 31 (см. рис. 2.1) необходимо
повернуть в положение "Подача",
включив ею муфты
![]() ,
,
![]() и выключив муфты
и выключив муфты
![]() ,
,
![]() .
При гаком положении муфт ступенчатый
конус (блок шестерен) становитcя
ведущим и включается передача через
ходовой вал XVII.
На танке можно настраивать нормальную
подачу суппорта, подачу, увеличенную
вдвое, и подачу, увеличенную в большее
число раз.
.
При гаком положении муфт ступенчатый
конус (блок шестерен) становитcя
ведущим и включается передача через
ходовой вал XVII.
На танке можно настраивать нормальную
подачу суппорта, подачу, увеличенную
вдвое, и подачу, увеличенную в большее
число раз.
Нормальные
подачи.
Для настройки станка на эти подачи блок
Б6 переключают в левое положение (![]() ),
а блок Б7 в среднее положение (
),
а блок Б7 в среднее положение (![]() ).
).
Уравнение баланса кинематической цепи в этом случае запишется так:


где
![]() - обгонная муфта для включения цепи
подач от
электродвигателя
- обгонная муфта для включения цепи
подач от
электродвигателя
![]() при быстром перемещении суппорта;
при быстром перемещении суппорта;
![]() -
предохранительная муфта, пробуксовывающая
при перегрузке механизма подач;
-
предохранительная муфта, пробуксовывающая
при перегрузке механизма подач;
![]() - муфты
для включения подачи суппорта влево
или вправо.
- муфты
для включения подачи суппорта влево
или вправо.
Формула настройки:

где
![]() - число зубьев шестерни ступенчатого
конуса, которая находится в зацеплении
с накидной шестерней z
= 36;
- число зубьев шестерни ступенчатого
конуса, которая находится в зацеплении
с накидной шестерней z
= 36;
![]() - передаточное
отношение передач от вала XII
к валу XIV.
- передаточное
отношение передач от вала XII
к валу XIV.
Подставляя в формулу настройки семь значений (26, 28, 32, 36, 40, 44, 48) и четыре значения (1/8, 1/4, 1/2, 1), определяют величину 28 ступеней подач в пределах
![]() = 0,07 ...
1,04 мм/об
= 0,07 ...
1,04 мм/об
Подачи, увеличенные вдвое.
Эти подачи настраиваются перемещением блока Б7 в левое положение, при котором = 42/42 = 1. В остальном кинематическая цепь совпадает с указанной выше. В результате подачи будут увеличены вдвое по сравнению с нормальными

Подачи, увеличенные в большее число раз.
Эти подачи настраиваются установкой блока Б6 так, чтобы его шестерня z=45 зацеплялась с шестерней z=45 на валу III. Тогда вращение на вал VII передается с вала III.
Кинематическая
цепь поперечных подач до вала XIX
включительно совпадает с цепью
продольных подач. Включение поперечных
подач производится муфтой
![]() или
или
![]() ,
в результате чего вращение от вала XIX
передается на винт XXIII
поперечного суппорта.
,
в результате чего вращение от вала XIX
передается на винт XXIII
поперечного суппорта.
Винторезная
кинематическая цепь.
При нарезании всех видов резьб на
станке продольное перемещение суппорта
осуществляется от ходового винта XVI.
Для этого включается муфта
![]() ,
а шестерня z
= 10 выводится из зацепления с зубчатой
рейкой. Подача суппорта производится
при включении гайки
,
а шестерня z
= 10 выводится из зацепления с зубчатой
рейкой. Подача суппорта производится
при включении гайки
![]() ходового винта XVI.
ходового винта XVI.
Нарезание
метрических резьб.
Настройка механизма подач для нарезания
этой резьбы производится путем установки
сменных колес гитары так, чтобы передача
осуществлялась через колеса с передаточным
отношением
![]() и включением муфт
,
и включением муфт
,
![]() ,
.
,
.
Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:

Формула настройки этой цепи

Нарезание
модульных резьб.**
Модульная резьба определяется величиной
модуля m
в мм, а ее шаг Р = m.
Настройка механизма подач для
нарезания модульных резьб производится
так же, как для нарезания метрических,
только блоки гитары сменных колес
устанавливаются так, чтобы передача
осуществлялась через колеса с передаточным
отношением
![]()
Нарезание дюймовых резьб.** Дюймовая резьба задается числом ниток n на 1" (дюйм), тогда Р = 25,4/n мм. Настройка механизма подач для нарезания этих резьб проводится так же, как и на метрические, но при этом включается только муфта , а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Формула настройки:

Нарезание
питчевых резьб.**
Питчевая резьба задается диаметральным
питчем (![]() ), а ее шаг Р = 25,4/
.
При нарезании питчевых резьб пользуются
такой же кинематической цепью, как и
при нарезании дюймовых резьб, только
на гитару вместо колес 42/95*95/50 устанавливаются
сменные зубчатые колеса 64/95*95/97.
), а ее шаг Р = 25,4/
.
При нарезании питчевых резьб пользуются
такой же кинематической цепью, как и
при нарезании дюймовых резьб, только
на гитару вместо колес 42/95*95/50 устанавливаются
сменные зубчатые колеса 64/95*95/97.
Нарезание резьб с увеличенным шагом.** Все кинематические цепи, описанные ранее, относились к резьбам с нормальным шагом. Звено увеличения шага применяется в токарно-винторезных станках для нарезания резьб с шагом, большим шага ходового винта станка.
Для получения увеличенного шага резьбы шестерня z = 45 блока Б6 вводится в зацепление с шестерней z = 45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V. IV, III со следующими передаточными отношениями:
а)
при частоте вращения шпинделя в диапазоне
n
= 12,5 + 40 Об/мин. (![]() =1/16)
=1/16)
б) при частоте вращения шпинделя в диапазоне n = 50 ... 160 Об/мин. ( =1/4)

В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
Нарезание точных резьб.** При нарезании этих резьб включаются муфты , , . В этом случае передача осуществляется от шпинделя через сменные шестерни гитары на вал IX и при включенной муфте на вал XI и далее напрямую на ходовой винт XVI. Соединение ходового винта непосредственно с выходным валом гитары позволяет нарезать более точные резьбы, так как в этом случае из цепи исключается часть зубчатых колес и муфт, которые могут снижать жесткость и точность кинематической цепи.
** - материал для углубленного изучения.
Кинематическая цепь ускоренного перемещения суппорта. Привод этой цепи осуществляется от электродвигателя . Через ременную передачу со шкива 85/147 вращение передается на ходовой вал XVII и далее по цепи продольной или поперечной передачи.