

Деякі нові спеціальні машини та установки
Машини 275 класу '
Для спеціальних швейних машин кл. 275 (одноголкові швейні машини подвійного човникового стібка з нижнім і верхнім транспортером-лапкою), розроблено нове керування припосаджуванням тканини. Вісім співвідношень транспортування нижнього до верхнього транспортера-лапки можна встановлювати за допомогою крокового двигуна, розміщеного під плитою машини, і вісім можна переключати за допомогою колінного перемикача на транспортуючі елементи під час шиття.
При цьому регулювання відношень транспортування швачка бачить у вигляді цифр.
Установка 745-28Р
Клас 745—28Р — швейна установка для заготовки кишень у рамку з розсіканням кутиків і розрізуванням входу в кишеню. Швейна Установка оснащена лазерною технікою, яка використовується для обробки та укладання деталей великих розмірів тощо. Лазерні лінії маркування сполучені з програмуванням виду кишені. Коли швачка обирає вид кишені, а також під час заміни великих деталей, в укладці засвічуються правильні лінії маркування. Це використовується і для програмованої заготовки кишень у рамку в підкладці піджака (наприклад, «обробити довгу кишеню, коротку кишеню короткі кишені в лівій пілочці та довгу кишеню у правій пілочці»)' В установці використовується укладач для великих деталей з функцією сортування (поперемінно для лівих і правих великих деталей). Ці функції заносяться до програми установки і забезпечують ефективну роботу без спеціального налаштування.
Тема: ЗАГАЛЬНІ ВІДОМОСТІ ПРО МАШИНИ ПОТАЙНОГО СТІБКА
У технологічному процесі виготовлення одягу вагоме місце посідають машини двониткового потайного стібка човникового переплетення та однониткового потайного стібка ланцюжкового переплетення.
Характерною ознакою таких машин є те, що голка виконує коливальний рух у площині, спрямованій горизонтально щодо голкової пластини. Строчка розташовується на поверхні верхнього шару тканини.
Н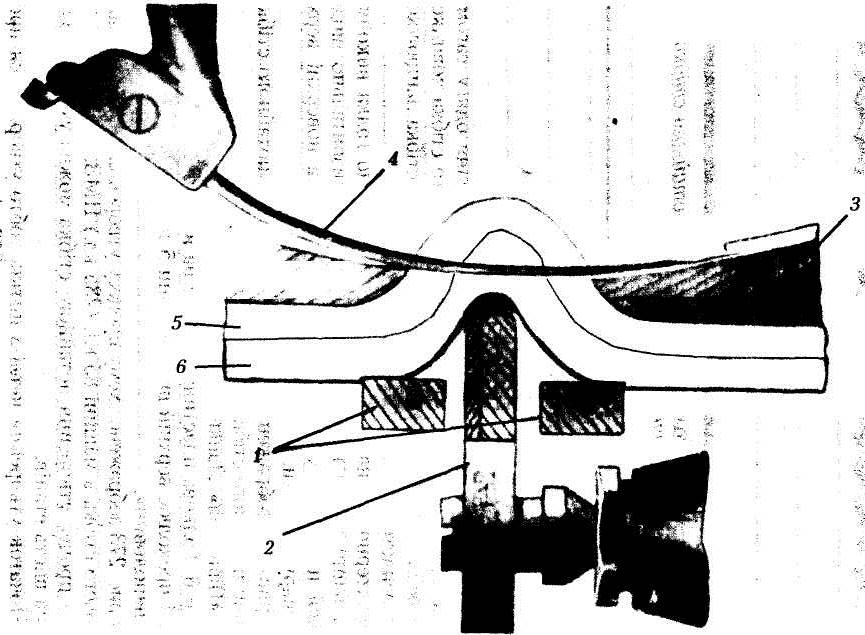 а
рис. зображено принципи утворення
потайного стібка в
машині потайного стібка 85 кл. (285 кл.)
ПЗМ, 761 кл. (790 кл.) фірми
«Паннонія». Лапки 1 і витискувач 2 тиснуть
на нижній шар тканини
6. Голкова пластина 3 тисне на верхній
шар тканини 5. Голка
4 проколює верхній шар тканини 5 повністю,
а нижній 6 — лише
наполовину.
а
рис. зображено принципи утворення
потайного стібка в
машині потайного стібка 85 кл. (285 кл.)
ПЗМ, 761 кл. (790 кл.) фірми
«Паннонія». Лапки 1 і витискувач 2 тиснуть
на нижній шар тканини
6. Голкова пластина 3 тисне на верхній
шар тканини 5. Голка
4 проколює верхній шар тканини 5 повністю,
а нижній 6 — лише
наполовину.
На рис. 273 зображено схему процесу утворення потайного ланцюжкового стібка в машині 85 кл. (285 кл.) ПМЗ.
Весь процес утворення потайного стібка можна умовно поділити на шість етапів.
Початок утворення петлі з нитки, тобто утворюється проміжок між голкою і ниткою .
Проникнення петельника до проміжку між голкою і ниткою.
3.Збільшення петлі нитки та перенесення її на лінію руху голки.
4 Проникнення голки у петлю попереднього стібка (див. рис. 273,'IV).
5. Проколювання тканини між гілочками попередньої петлі голкою та скидання петлі попереднього стібка петельником. Повернення зубчастої рейки у початкове положення.
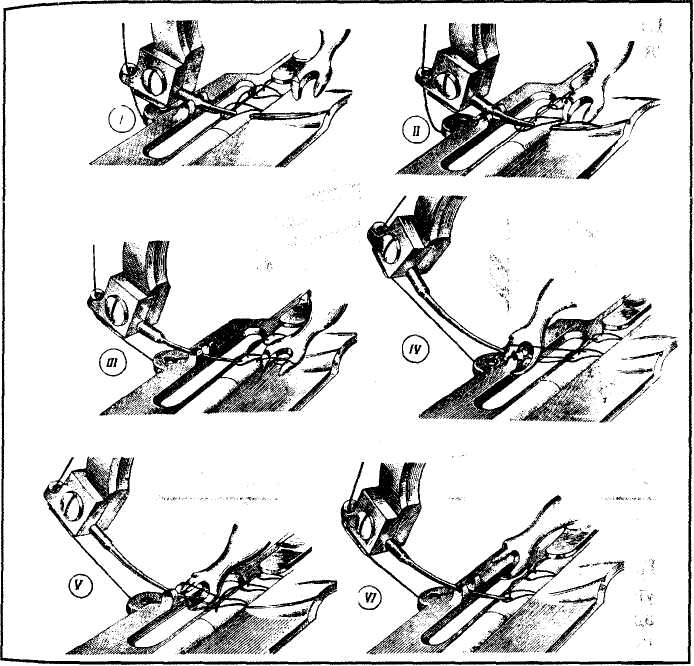
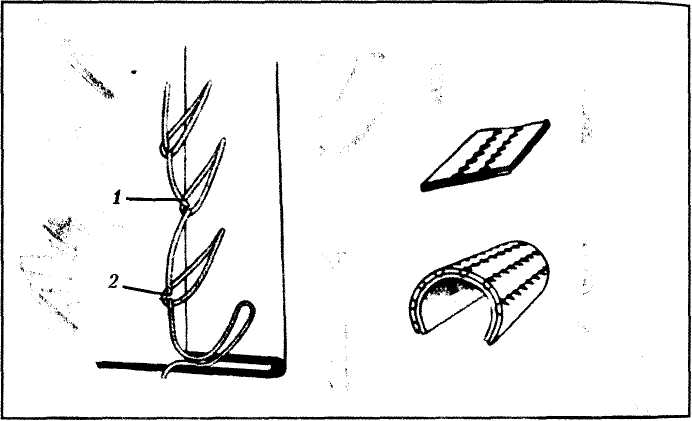
6. Проведення нитки через обидва шари тканини. Повернення петельника у початкове положення та переміщення тканини на довжину стібка. Схеми строчок однониткового потайного стібка ланцюжкового переплетення бачимо на рис. 274 а, б, в.
ГОЛКА МАШИНИ ПОТАЙНОГО СТІБКА
Будова голки
Щоб
отримати потайну строчку (див. рис. 274),
у машинах потайного
стібка застосовується відповідна голка.
Будову голки машини
потайного стібка розглянемо на прикладі
голки машини 761
кл (790 кл.) фірми «Паннонія».
Голка машини потайного стібка має такі самі елементи, як і голка універсальної машини. Голка машини потайного стібка також складається зі стрижня, вістря, вушка, довгої канавки, короткої канавки. Але оскільки принцип утворення потайного стібка має свою специфіку, то й голка для його утворення теж має особливості.
1. Візьмемо голку в ліву руку, і розглянемо її. Голка має колбу 1, стрижень 2, вістря 3 (вигляд голки — до працюючого). Стрижень 2 вигнутий у точці 4. Саме така форма стрижня сприяє проколюванню верхнього шару тканини повністю, а нижнього — наполовину, в результаті чого утворюється потайний стібок.
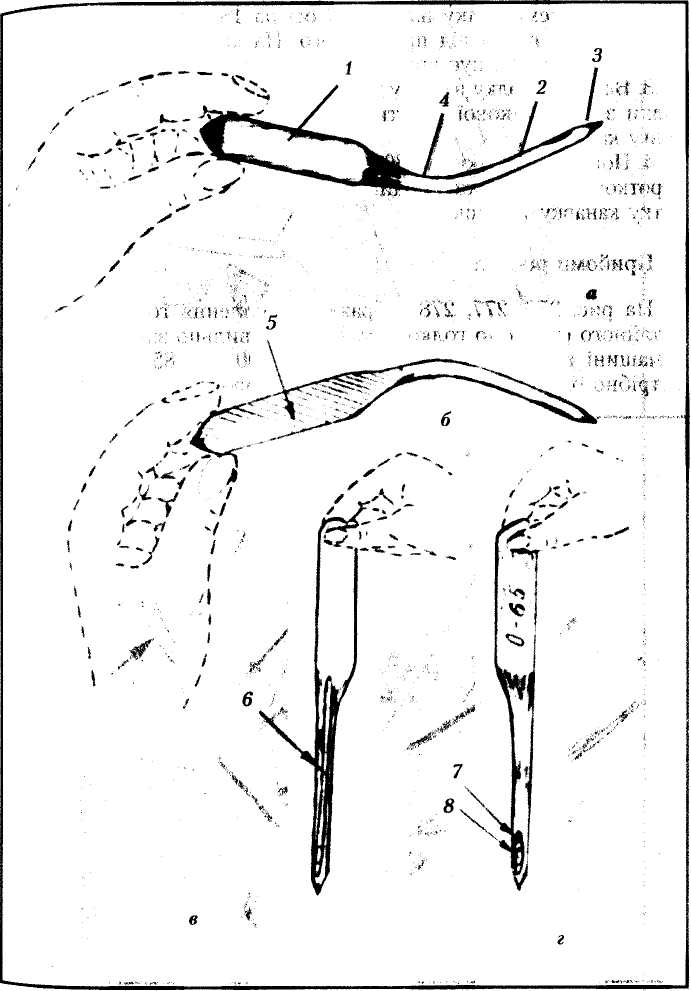
Повернемо голку навколо її осі на 180". На рис. 275 б бачимо вигляд голки від працюючого. На колбі голки є лиска 5Наявність її полегшує кріплення голки у голководі.
Якщо підшивати низ деталі циліндричної форми, столик відкидають праворуч, якщо підшивати низ спідниці, сукні тощо, то виріб зручно розташувати на машині, столик повертають у початкове положення

МАШИНА
2222 КЛ.Машина
випускається Оршанським ордена Трудового
Червоного
Прапора заводом «Проммаш» і призначена
для
виметування бортів, лацканів і комірів
верхнього одягу
однолінійною строчкою однониткового
ланцюгового
переплетення (тип 101). Частота обертання
головного
валу до 3000хв ,
довжина стібка регулюється від
2 до 12 мм, найбільша товщина матеріалів
в стислому стані
під лапкою 6 мм. Голки 6б34 № 130, 150
(ГОСТ 22249—82 Е).
,
довжина стібка регулюється від
2 до 12 мм, найбільша товщина матеріалів
в стислому стані
під лапкою 6 мм. Голки 6б34 № 130, 150
(ГОСТ 22249—82 Е).
Машина 2222 кл. відрізняється від машини 1022-М кл. тим, що замість човника застосовується петлитель, змінене передавальне відношення від головного валу до валу
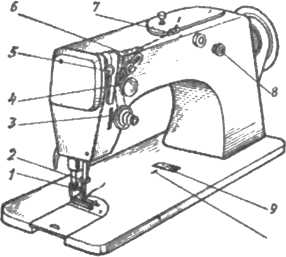
Мал. 69. Зовнішній вид машини 2222 кл
петлителя (і = 1 : 1), конструкція регулятора довжини стьобання (виключено механізм ниткопритягувача, на голко-водії закріплений над повідцем ниткоподавач); для виконання виметуваних робіт на деталях, що складаються з декількох шарів матеріалу, застосовується зубчата рейка. Для зручності виконання виметуваних операцій в машині застосована лапка, у якої кожний ріжок підпружинений. Машина не має пристрою для закріплення строчки.
При заправці нитку з бобини чи котушками проводять зверху вниз через отвори нитконаправителів косинців 6 (рис, 69) і 7, через нитконаправитель 4, обводять між шайбами 3 регулятори натягнення, справа наліво вводять у вушко 5 ниткоподача, зверху вниз заводять за пружинний нитенаправитель 2 гловодія і зліва направо вводять у вушко голки 1. Кінець нитки завдовжки 70—80 мм підводять над тканиною під лапку.
Регулювання натягнення нитки, давлення лапки натканину, висота підйому рейки і т.д. виконуються так само, як в машині 1022-М кл. Відмінність полягає в регулюванні довжини стібка. Для виконання даного регулювання слід вимкнути машини і натиснути на кнопку 8, потім правою рукою уручну повертати махове колесо до тих пір, поки лезо кнопки 8 всередині рукава не увійде до паза регульованого ексцентрика. Потім повертають махове колесо в потрібному напрямів і, орієнтуючись на нерухому мітку 10 платформи машини, встановлюють задану довжину стьобання, яке на ободі диска 9 відмічена цифрами.
МАШИНА 1622 КЛ.

Машина випускається Оршансьиім ордена Трудового Червоного Прапора заводом «Проммаш» і призначена для прокладання силець на деталях крою верхнього одягу однолінійною строчкою, що складається із двох ниток однониткового ланцюгового переплетення з незатягнутими петлями (мал. 70). Частота обертання головного валу машини до 1000 хв., довжина стібка регулюється від 6 до 12 мм, висота незатягнутих петель над рівнем матеріалу не менше 4 мм. Голки О277№ 90—130 (ГОСТ 22249—82).
Основною конструктивною відмінністю машини 1622 кл. від машини 2222 кл. є застосування другої нижньої голки. Механізм нижньої голки кінематично пов'язаний з вузлом горизонтальних переміщень рейки і двома петлителями для витягування петель голок. Голки є одночасно і ниткоподавачами . В процесі утворення силкових строчокзадіяні: верхня голка 1 (мал. 71, а), верхній петлитель 2, нижня голка б, нижній петлитель 4, рейка 5 і лапка 3. Верхня голка1, опускаючись, проколює тканину ,петля нижньої голки 6 утримує верхнім петлителем 2 над тканинами. Рейка 5 здійснює хід, переміщуючись до того, хто працює.
Верхня голка 1 (мал. 71, б) опускається в нижнє крайнє положення, потім, піднявшись на 2—2,5 мм, утворює петлю, в яку входить нижній петлитель 4, і утримує дану петлю на собі. Верхня голка 1 виходить з матеріалів, верхній петлитель 2 "виходить з петлі нижньої голки 6.
Нижня голка 6 (мал. 71, в) піднімається вгору і прожарює тканину, причому місце проколу цією голкою зміщене щодо місця проколу верхньої голки 1 приблизно на половину довжини стібка. Одночасно піднімається рейка 5 і переміщає тканину на довжину стібка. Разом з рейкою в напрямі від того, що працює переміщується і нижня голка 6. Досягнувши свого крайнього верхнього положення, голка опускається на 2—2,5 мм і утворює петлю з нижньої нитки, яку захвачує верхній петлитель 2. У кінці переміщення матеріалу нижній петлитель 4 виходить з петлі верхньої голки 1 . Потім процес повторюється.
Таким чином виконується строчка (див. мал. 70), що складається з двох ниток, що не переплітаються один з одним. При відділенні одного матеріалу від іншого на верхньому матеріалі петлі залишаються знизу, а на нижньому — зверху, тобто при використанні машини 1622 кл. відпадає необхідність операції розрізання строчки між матеріалами.
Для заправки верхню нитку з бобіни або котушки послідовно проводять зверху вниз через отвори нитконаправителів (мал. 72) і 16, обводять між шайбами регулятора натягу 2 верхньої нитки, зверху вниз вводять в петлю нитконаправителя 3, закріпленого на фронтовій дошці. Потім нитку проводять в крючковий нитконаправитель 4 і зліва направо вводять у вушко голки 5. Характеристика машини 85 класу.Машина випускається Подільським механічним заводом ім. М. И. Калініна і призначена для підшивання низу спідниць, платтів з тонких матеріалів строчкою однониткового ланцюгового потайного переплетення (тип 103). Дана машина використовується в промисловості і на стьобальних операціях. Частота обертання головного валу до 2600 обертів за хвилину., довжина стібка регулюється від 2 до 7 мм. Товщина матеріалів, що підшиваються, в стислому стані під притискними лапками до0,8 мм. Голки 0873 № 65—75 (ГОСТ 22249—82 Е). Машина має голку, що коливається, петлитель, що здійснює складний просторовий рух, механізм переміщення матеріалів рейкового типу, видавлювач дискового типу, здійснює поворотні і вертикальні рухи. Поворотні рухи видавлювачу необхідні для підшивання низу виробу при кожному проколі голки, поєднання поворотного і вертикального рухів — для підшивання низу через один прокол голки.
Список рекомендованих джерел
Ісаєв В.В. Обладнання швейних підприємств\ В.В. Ісаєв М-1989.-с.-89-95
Лекція №9
Тема : Класифікація волого-теплового обладнання. Робочі органи. Операції ВТО. Режими експлуатації. Формостійкість деталей одягу.
Мета: Вивчити обладнання, термінологію, процеси ВТО та застосування в процесі виготовлення виробів.
План
1.Загальні відомості.
2.Організація робочого місця для ВТО.
3.Термінологія волого-теплових робіт.
4.Вимоги до виконання волого-теплової обробки.
5.Характеристик обладнання.
Питання для самоперевірки
Назвіть параметри ВТО для різних типів тканин.
Яке обладнання використовують для проведення волого-теплових робіт?
Назвіть робочі органи прасок.
Яких вимог потрібно дотримуватись при виконанні волого-теплової обробки.
Що означають терміни: запрасувати, відтягнути, розпрасувати.
Загальні відомості
Якість виробів і зовнішній вигляд значно залежить від волого-теплової обробки ( ВТО) виробів. ВТО - важлива частина технологічного процесу виготовлення одягу. Переплетення ниток, щільність та волокнистий склад тканини - усе це слід враховувати в роботі. Операції ВТО становлять 15.. .20 % трудомісткості пошиття легкого жіночого одягу.
Призначення ВТО:
обробка різних видів швів;
з'єднання деталей клеєм;
надання об'ємно-просторової форми окремим деталям виробу;
кінцева обробка виробу.
Розрізняють 3 етапи ВТО:
розм'якшення тканини вологою;
надання певної форми тиском;
закріплення утвореної форми внаслідок видалення вологи.
Організація робочого місця для ВТО
Підготувати робочий стіл або дошку. Стіл слід покрити сукном, а зверху – лляним полотном.
На підлозі біля прасувального столу, або дошки розмістити діелектричний гумовий килимок.
Встановити висоту робочого столу відповідно до зросту працівника. Відстань від лінії талії до столу 16-18 см (рука, що лежить на ручці праски, повинна складати з горизонталлю 30 ).
На спеціальних термоізолюючих підставках розмістити електричні праски, які є основним обладнанням для ВТО при виготовленні виробів за індивідуальними замовленнями. Для прасування білизни і легкого плаття застосовують праски вагою 2,5... 4,0 кг.
Якщо праска не парова, то для зволоження виробів використовують пульверизатор. Для його зберігання облаштовують поличку біля столу.
Для підвішування готових виробів робоче місце обладнується пересувними візками-кронштейнами.
Робоче місце повинно бути добре освітлене. Можливе використання місцевого освітлення.