

Обобшенные зависимости между статическими и кинематическими параметрами рабочей части инструмента.
Статическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания.
Кинематическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания.
Г еометрию
любого инструмента следует рассматривать
в двух аспектах: в статике и в кинематике.
В первом случае инструмент рассматривается
как геометрическое тело, т.е. его углы
интересуют нас как параметры конструкции,
которые нужно выполнить и проконтролировать
согласно чертежу. Во втором случае углы
инструмента рассматриваются в процессе
резания, когда их фактические значения
могут измениться в зависимости от
режимов резания и точности установки
инструмента относительно обрабатываемой
заготовки.
еометрию
любого инструмента следует рассматривать
в двух аспектах: в статике и в кинематике.
В первом случае инструмент рассматривается
как геометрическое тело, т.е. его углы
интересуют нас как параметры конструкции,
которые нужно выполнить и проконтролировать
согласно чертежу. Во втором случае углы
инструмента рассматриваются в процессе
резания, когда их фактические значения
могут измениться в зависимости от
режимов резания и точности установки
инструмента относительно обрабатываемой
заготовки.
Для рассмотрения геометрии конкретного вида инструмента в статике выбирается наиболее удобная система координат, в которой однозначно определяются все его геометрические параметры. Такой системой могут являться три взаимно перпендикулярные плоскости (рис. 2): опорная X0Y, продольная Y0Z и поперечная X0Z.
На практике для определения углов резца чаще используют следующие координатные плоскости:
Плоскость резания – пл-ть, касательная к пов-ти резания и проходящая через главную режущую кромку резца.
Основная плоскость – пл-ть, параллельная продольному (параллельно оси заготовки) и поперечному (перпендикулярно оси заготовки) перемещениям резца.
Главная секущая плоскость N-N – пл-ть, перпендикулярная к пов-ти гл режй кромки на основную плоскость.
Вспом секущая пл-ть N1-N1 – пл-ть, перпендикулярная к проекции вспомог реж кромки на основную плоскость.
Главные углы резца измеряются в главной секущей плоскости (рис. 3), к ним относятся:
Главный задний угол α – угол между главной задней поверхностью и плоскостью резания.
Угол заострения β – угол между передней и главной задней поверхностями резца.
Передний угол γ – угол между передней пов-тью резца и плоскостью, перпендикулярной к плоскости резания.
Угол резания δ – угол между передней поверхностью резца и плоскостью резания.
Как видно из рис. 3, между четырьмя главными углами существуют следующие зависимости:
α + β + γ = 90° ; δ + γ = 90° ; δ = α + β = 90° – γ .
К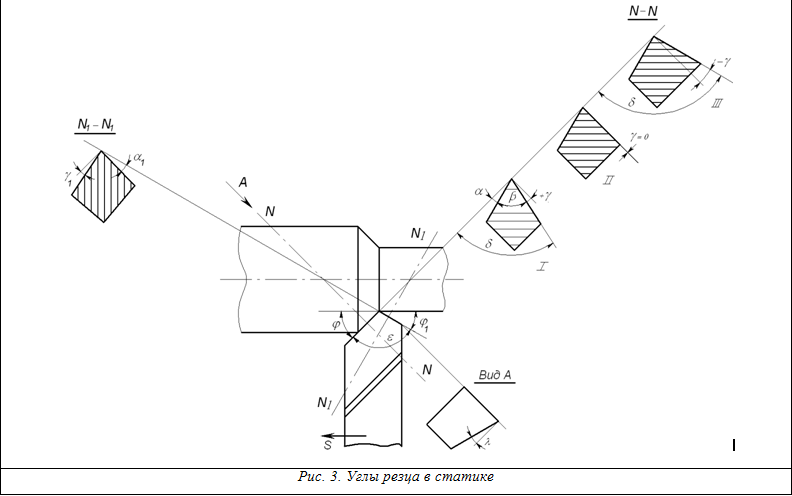 огда
угол резания δ < 90° (рис. 3, I) считается,
что угол γ > 0 ; когда δ > 90°, угол γ <
90° (рис. 3, III).
огда
угол резания δ < 90° (рис. 3, I) считается,
что угол γ > 0 ; когда δ > 90°, угол γ <
90° (рис. 3, III).
Вспомогательные углы измеряются во вспомогательной секущей плоскости, к ним относятся:
Вспомогательный задний угол α1 – угол между вспомогательной задней пов--тью и пл-тью, проходящей через вспомогательную реж кромку перпендикулярно к основной пл-ти. Вспомогательный передний угол γ1 также измеряют во вспомогательной секущей плоскости N1-N1.
Также, резец имеет углы в плане и угол наклона главной режущей кромки. Углы в плане измеряют в основной плоскости:
Гл угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспом. угол в плане φ1 – угол м/у проекцией вспомогательной реж кромки на основ пл-ть и направлением подачи.
Угол при вершине в плане ε – угол м/у проекциями гл и вспом режущих кромок на основную плоскость.
Как видно из рис. 3 между углами в плане существует зависимость: φ + φ1 + ε = 180°.
У гол
наклона главной режущей кромки
λ – угол, заключенный м/у гл реж. кромкой
и пл-тью, проведенной через вершину
резца параллельно основной плоскости.
Этот угол измеряется в плоскости,
проходящей через главную режущую кромку,
перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки
считается положительным, когда вершина
резца является низшей точкой режущей
кромки (рис. 4, в);
равным нулю – при главной режущей
кромке, параллельной основной плоскости
(рис. 4, б)
и отрицательным – когда вершина резца
является наивысшей точки режущей кромки
(рис. 4, а).
гол
наклона главной режущей кромки
λ – угол, заключенный м/у гл реж. кромкой
и пл-тью, проведенной через вершину
резца параллельно основной плоскости.
Этот угол измеряется в плоскости,
проходящей через главную режущую кромку,
перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки
считается положительным, когда вершина
резца является низшей точкой режущей
кромки (рис. 4, в);
равным нулю – при главной режущей
кромке, параллельной основной плоскости
(рис. 4, б)
и отрицательным – когда вершина резца
является наивысшей точки режущей кромки
(рис. 4, а).
У глы
резца при установке на станке. Выше
рассматривались углы резца как
геометрического тела, находящегося в
состоянии покоя, при расположении точек
его режущей кромки на уровне оси центров
станка, а оси резца – перпендикулярно
оси центров (рис. 6, а).
При подъеме и опускании точек режущей
кромки относительно линии центров
значения углов γ, α и δ будут изменяться.
глы
резца при установке на станке. Выше
рассматривались углы резца как
геометрического тела, находящегося в
состоянии покоя, при расположении точек
его режущей кромки на уровне оси центров
станка, а оси резца – перпендикулярно
оси центров (рис. 6, а).
При подъеме и опускании точек режущей
кромки относительно линии центров
значения углов γ, α и δ будут изменяться.
В случае установки режущей кромки резца выше линии центров станка изменяется положение плоскости резания (рис. 6, б), передний угол при этом увеличивается, а задний угол уменьшается. При установке ниже линии центров (рис. 6, в) указанные углы изменяются наоборот: передний угол уменьшается, а задний угол увеличивается.
Р ассмотрим
случай, когда вершина резца расположена
ниже оси центров на величину h (рис.6, в),
а углы l
и j
равны нулю. При расположении вершины
резца по центру заготовки передний и
главный задний углы соответственно
равны
ассмотрим
случай, когда вершина резца расположена
ниже оси центров на величину h (рис.6, в),
а углы l
и j
равны нулю. При расположении вершины
резца по центру заготовки передний и
главный задний углы соответственно
равны
 и
и
 .
Если вершину резца опустить ниже оси
заготовки на величину h, то статическая
система координат повернется на угол
μ и углы будут соответственно равны
.
Если вершину резца опустить ниже оси
заготовки на величину h, то статическая
система координат повернется на угол
μ и углы будут соответственно равны
 и
и
 .
Из рисунка видно, что угол
.
Из рисунка видно, что угол
 уменьшился, а угол
уменьшился, а угол
 увеличился на величину угла μ.
Соответственно углы
увеличился на величину угла μ.
Соответственно углы
 и
и
 будут равны:
будут равны:


Если
угол
 будет отличен от нуля (j¹0),
угол
будет отличен от нуля (j¹0),
угол
 можно найти как
можно найти как

Тогда

 .
.
Если вершина резца будет расположена выше оси центров, знаки в формулах для определения углов и меняются на противоположные. На практике чаще всего устанавливают резец по оси центров.
Углы резца в кинематике. Рассмотренные углы резца представляют собой углы в статическом состоянии, т.е. когда резец не работает. В процессе резания статические углы изменяются. Изменение величин переднего и заднего углов вызывается сложным относительным движением инструмента и заготовки, в результате чего изменяется положение поверхности резания.
В случае продольного точения заготовка имеет вращательное движение, а резец получает поступательное движение вдоль оси заготовки. Следовательно, поверхность резания представляет собой винтовую поверхность (рис. 7).
Д ействительный
задний угол будет иметь величину: αk
= α – μ и tg
μ =
ействительный
задний угол будет иметь величину: αk
= α – μ и tg
μ =
 ,где μ – угол подъема винтовой линии,
α – угол заточки, S
– подача в мм/об,
D
– диаметр заготовки в мм.
,где μ – угол подъема винтовой линии,
α – угол заточки, S
– подача в мм/об,
D
– диаметр заготовки в мм.
С увеличением подачи и уменьшением диаметра заготовки угол μ увеличивается, а, следовательно, уменьшается действительный задний угол αк. Действительный передний угол γк соответственно увеличивается.
С учетом этого


Е сли
угол j
будет отличен от 90о
(j¹90°),
выражение для определения углов
сли
угол j
будет отличен от 90о
(j¹90°),
выражение для определения углов
 и
и
 будут равны:
будут равны:


При поперечном точении в результате сочетания вращательного движения заготовки и поперечного перемещения резца траекторией движения точек режущей кромки является архимедова спираль, касательная к которой будет действительной плоскостью резания.
Чем ближе режущая кромка к центру заготовки (рис. 8), тем круче спираль и тем больше будет отклоняться касательная А-А к спирали от плоскости резания В-В, касательной к окружности в статическом состоянии. Вследствие этого действительный задний угол будет непрерывно уменьшаться, а передний – увеличиваться.
По аналогии с предыдущим случаем имеем (рис.8):


Из полученных выражений следует, что главный задний угол надо выбирать таким, чтобы на любом диаметре угол αк был больше нуля.
Таким образом, углы α и γ (полученные после заточки) претерпевают изменения во время установки резца и при движении инструмента и заготовки. Эти изменения необходимо заранее учитывать при выборе значений углов инструмента для конкретных условий обработки.