

4.2. Каландрование. Общие сведения. Полим. Материалы, обрабатываемые каландрованием.
Общие сведения
Каландрование - формование термопластических масс между двумя или несколькими валками и превращение их в бесконечную ленту
В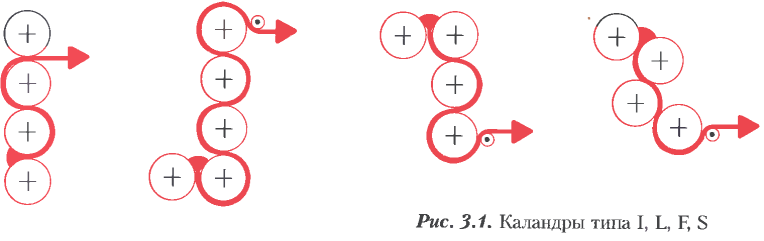 процессе изготовления листов, как
правило, используются 4- или 5- валковые
каландры. В зависимости от расположения
валков различают каландры типа I,
L,
F
и S.
Выбор определенного типа зависит от
различных факторов. Преимущество
L-образного
каландра состоит в том, что первый зазор
для прохода полимерной массы расположен
внизу — это обеспечивает наиболее
быструю и удобную загрузку материала.
Такой каландр в первую очередь используется
для непластифицированного ПВХ. Недостатком
L-каландра
является то, что при изготовлении листов
из пластифицированного ПВХ пары
пластификаторов, поднимаясь вверх,
сорбируются изделием, ухудшая его
качество. Поэтому при переработке
пластифицированного ПВХ используется
каландр типа F.
Для совмещения с расплавом полимера
полотна ткани наиболее удобен каландр
типа S.
I
используется редко. Общепринятый
диапазон толщины каландрованных листов
составляет 30-800 мкм.
процессе изготовления листов, как
правило, используются 4- или 5- валковые
каландры. В зависимости от расположения
валков различают каландры типа I,
L,
F
и S.
Выбор определенного типа зависит от
различных факторов. Преимущество
L-образного
каландра состоит в том, что первый зазор
для прохода полимерной массы расположен
внизу — это обеспечивает наиболее
быструю и удобную загрузку материала.
Такой каландр в первую очередь используется
для непластифицированного ПВХ. Недостатком
L-каландра
является то, что при изготовлении листов
из пластифицированного ПВХ пары
пластификаторов, поднимаясь вверх,
сорбируются изделием, ухудшая его
качество. Поэтому при переработке
пластифицированного ПВХ используется
каландр типа F.
Для совмещения с расплавом полимера
полотна ткани наиболее удобен каландр
типа S.
I
используется редко. Общепринятый
диапазон толщины каландрованных листов
составляет 30-800 мкм.
Полимерные материалы, перерабатываемые каландрованием.
Все термопласты, имеющие ярко выраженную область плавления и достаточно высокую вязкость, могут быть переработаны на каландре:
ПВХ с пластификатором и без него;
сополимеры винилхлорида;
ударопрочный полистирол и акрилонитрил-бутадиенстирол (АБС);
сложный эфир целлюлозы;
полиолефины.
Долгое время считалось, что ПЭ не пригоден к переработке на каландрах, однако за счет введения в смесь определенных добавок появилась возможность изготовления листов удовлетворительного качества.
Наиболее часто каландровой технологией перерабатывают непластифицированный и пластифицированный ПВХ, а также сополимеры винилхлорида.
Билет 5
5.1. Устройство линии каландрования и технология производственных процессов. Дополнительная обработка листов плёнок.
В начале линии каландрования изготовление сухой смеси ПВХ с добавками (пигменты, пластификаторы, стабилизаторы). Затем пластифицированная порошковая смесь из смесителя за счет пластикации превращается в однородный расплав. Предварительную пластикацию целесообразно осуществлять в непрерывном режиме (однородный материал с постоянной текучестью расплава). В кач-ве пластицирующих машин, работающих непрер-но, используются шнековые агрегаты, особое внимание - гомогенизации полимерной массы.
После пластикации формовочная п.м по транспортной ленте передается на смесительные вальцы, кот. используются еще и в кач-ве накопителя, а также для дегазации массы. После этого п.м передается на каландр. По тр.л. устанавливают металлодетекторы для обнаружения мет. предметов, способных повредить поверхность валков.
Подаваемая на каландр п.м перед 1м зазором валка образует утолщение, состоящее из неск-х накладыв-ся др на др завихрений, кот. распред-ся по длине рабочего зазора. Для предотвращения стекания п.м с валка па обеих его сторонах закреплены ограничительные щеки. После прохождения зазора между валками масса переходит на валок, вращающийся с большей скоростью, и находится до момента достижения след-го зазора. Здесь масса образует утолщение. Т.о. раскатанная пленка достигает последнего валка и снимается с него. Для обеспеч-я передачи плен-го полотна каждый след-й валок вращ-ся с более выс скор-ю.
Поддержание постоянной Т как вдоль валков, так и по длине их окружностей явл-ся одним из усл-й предотвращ-я самопроизв-го изменения d валков. Валки нагревают гор водой, кот нагнетается в продольные отверстия, располож-е приблиз-но в 50 мм от раб пов-ти валков.
Для изгот-я листов (пленок) из непластиф. ПВХ используют: высокотемпературный и метод переработки при нормальной Т. Высокотемперат-й проходит при Т валков 180-220 СС. При этом расплав ПВХ имеет относит-но низкую вязкость. Ввиду выс термической нагрузки для предотвращения термич-го разложения такие составы ПВХ должны быть хорошо термостабилизированы. При каландровании 2м методом листы (пленки) из непластифиц-го ПВХ производятся при относит-но низкой стандартной Т (160 - 180 °С). После каландрования изделие подвергается доп-й термической обр-ке — на короткое время оно охватывает сильно нагретый валок, что способствует достижению равнотолщинности. Этот метод дороже 1го, его применяют только при изготовлении высокопрочных пленок (для клейких лент).
После снятия полотна пленки с последнего валка каландра возможна растяжка или вытягивание материала в высокоэластической температурной области. Для этого служат 5 или 6 вытяжных валков, приводимых в движение отдельно.
Следующей стадией технологического процесса, проводимой в высокоэластической температурной области, становится тиснение листа на спец-х охлаждаемых валках. Затем полотно охлаждается до 25 °С. Края пленки отрезаются дисковыми ножами и передаются на смесительные вальцы. Подключенный к последнему валку каландра бесконтактный толщиномер контролирует необходимость регулировки последнего зазора между валками.
В конце линии каландрования пленки наматывается в рулоны. Намотанный рулон отсекается ножом, а новый свободный конец пленки укладывается на новую шпулю.
Дополнительная обработка листов (пленок): дополнительная термообработка для устранения натяжения полотна; нанесение рисунка (декоративный элемент); дублирование - объединение одной или неск-х пленок для изготовления изд-я большей толщины (каширование); флокирование (придание пленке бархатистой поверхности); металлизация в высоком вакууме; вспенивание; нанесение клеевого слоя; лакирование.