

3.4 Добавление оснащения перехода
К переходу можно добавлять режущий, измерительный, вспомогательный инструменты, приспособления, тару, комплектующие, средства.
Добавление производится аналогично описанному выше.
После добавления режущего инструмента система предложит выбрать измерительный инструмент, вспомогательный инструмент, приспособления, средства, тару.
Для каждой строки оснащения можно указать их количество в переходе (норму расхода) и единицу нормирования (кг, шт, шт.пар, и т.п.)
3.5 Нормирование операций и переходов, занесение режимов обработки
Система ТехноПро позволяет нормировать переходы и операции ТП, назначать режимы резания.
Для этого необходимо в базе КТП установить курсор на названии перехода и в окне сведений о переходе выбрать закладку «Режим». В полях «То» и «Тв» занести основное и вспомогательное время обработки. Справа в списке заносятся режимы обработки. В колонке «Параметр» необходимо выбрать обозначение, в колонке «Значение» внести значение параметра.
Время, указанное в переходах, суммируется и выдается в поле «Тшт» в строке операции.
В поле «Тпз» указывается подготовительно-заключительное время на операцию.
Суммарное ТШТ, ТПЗ всех операций ТП, а также их сумма выдается в полях «Сум.Тшт», «Сум.Тпз»и «Сум.Время» в строке общих сведений о детали в закладке «Свед.3».
При проектировании ТП, содержащих многоинструментальные операции, совмещаемые переходы операций должны быть присоединены друг к другу.
Для объединения переходов, необходимо в закладке «В карту» поставить пометку «Присоединить к предыдущему».
Нормирование при этом может вестись несколькими способами. Способ нормирования присоединенных переходов выбирается из выпадающего списка.
4. Пример создания тех. процесса детали
Для добавления нового тех. процесса детали в всплывающем меню выбираем пункт «Добавить Дет».
В правом окне программы, в закладке «Сведения 1» этой детали вписываем данные: код детали, её название, например, 001 и ось соответственно. Ниже выбираем материал - 03Х17Н8Г5МФАБ, заготовку – Пруток, профиль и размеры - Ф6.5 мм. L=20 мм. Чуть ниже, в этом же окне выбираем твердость детали - HRC 32…40. Если необходимо, то ставим шероховатость поверхности. (Рисунок 3)
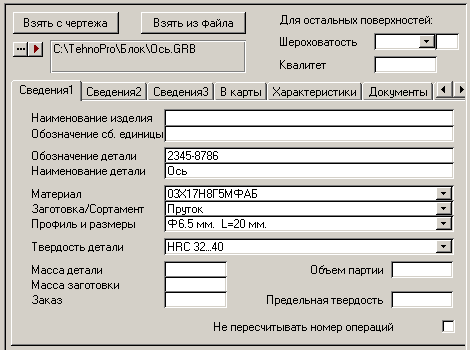
Рисунок 3
В закладке «В карты» вписываем фамилии сотрудников, которые принимали участие в разработке данной детали.
В всплывающем меню на детали выбираем пункт «Добавить» для добавления операции. Добавим операцию Заготовительную:
А) Для этого в правом окне выбираем операцию «Заготовительная»;
Б) Вписываем номера цеха, участка, рабочего.
В) Ниже выбираем оборудование – Абразивно-отрезной станок;
Г) Приспособление - Тиски 7200-0203 125 ГОСТ 14904-80 (Рисунок 3);
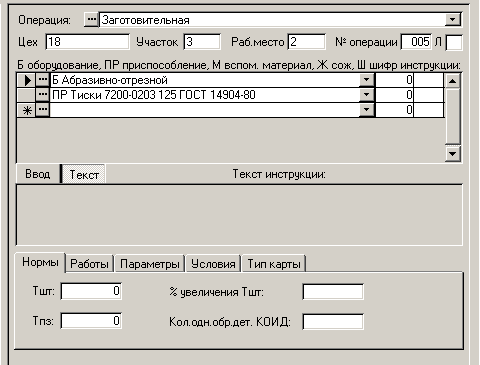
Рисунок 3.
Д) Аналогично добавлению операции добавляем переход;
Е) В правом окне перехода, в текстовом поле описываем процесс перехода - Отрезать заготовку Ф6,5 мм L=18 h14 (-0,52) мм (1 заготовка на 1 деталь);
Ж) Номер перехода присваивается автоматически!
З) Ниже выбираем измерительный инструмент - Линейка -500 ГОСТ 427-75; (Рисунок 5)
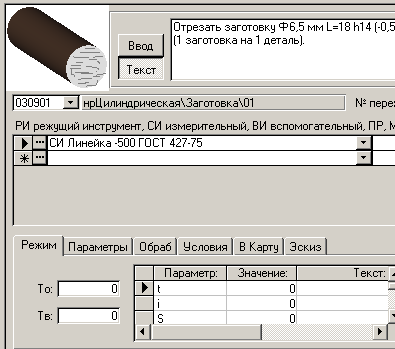
Рисунок 5.
И) В закладке «Обраб» ставим квалитет точности перехода – 14. (Рисунок 6)
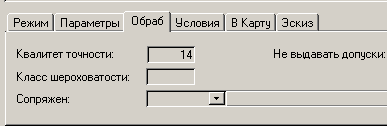
Рисунок 6.
5) Аналогично пункту 4 добавляем другие операции.