

Федеральное агентство по образованию
Государственное образовательное учреждение Высшего профессионального образования
Новгородский государственный университет имени Ярослава Мудрого
Великий Новгород

Кафедра ТМ
Диалоговое проектирование технологических процессов
механической обработки и сборки в САПР ТехноПро
Методические указания к лабораторным работам
Великий Новгород
2005
Содержание
1. |
Введение |
3 |
2. |
Основное положения по работе в ТехноПро |
4 |
3. |
Алгоритм оформления технологического процесса |
5 |
4. |
Пример создания тех. процесса детали |
8 |
|
|
|
Цель работы
Приобретение практических навыков диалогового проектирования технологических процессов в системе автоматизированного проектирования ТехноПро.
Основные положения по работе в технопро
Система ТехноПро предназначена для проектирования операционных, маршрутно-операционных и маршрутных технологических процессов (ТП), включая формирование маршрута, операций и переходов, выбор оборудования, приспособлений, подбор инструментов, формирование текстов переходов, расчет операционных технологических размеров, режимов обработки и норм изготовления. Кроме проектирования технологии изготовления механообрабатываемых деталей, система ТехноПро может применяться для проектирования ТП сборки, сварки, покрытий и термообработки.
Входная информация для проектирования ТП может быть получена из чертежей, выполненных в электронном виде.
Выходная информация может быть представлена в виде разнообразных технологических документов: карт ТП, карт контроля, карт эскизов, ведомостей и других документов, форма и содержание которых может определяться самими пользователями.
Запуск программы производится в два этапа. Сначала необходимо запустить программу MS SQL Server, для чего установить курсор на соответствующем ярлыке в правой нижней части экрана, нажать правую кнопку мыши, и в появившемся списке выполнить команду MSSQLServer-Start. Далее – запустить ТехноПро либо через меню «Пуск», либо выбором соответствующего ярлыка на рабочем столе. При нормальном запуске на экране появляется диалоговое окно входа в систему. В поле «Имя» этого окна необходимо ввести «sa» и продублировать эти два символа поле «Пароль», после чего нажать «ОК». После полной загрузки системы на экране появится основное меню.
Основное меню системы содержит пункты, выбор каждого из которых открывает одноименную базу данных (рис. 1).
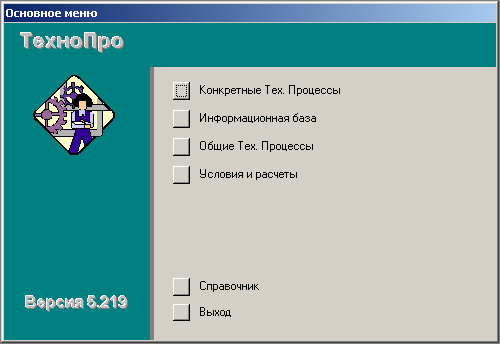
Рис. 1.
Кнопка «Конкретные Тех. Процессы» открывает базу данных, в которой непосредственно проектируются и хранятся технологические процессы на конкретные детали и из которой они выводятся на печать.
Кнопка «Информационная база» открывает базу данных с перечнями различных средств технологического оборудования и оснащения, наименованиями операций и текстами технологических переходов и инструкций.
Кнопка «Общие Тех. Процессы» открывает базу данных с унифицированными технологическими процессами и операциями, которые применяются, как правило, при автоматическом проектировании, но могут быть использованы и при диалоговом проектировании.
Кнопка «Условия и расчеты» открывает базу данных, содержащих перечни условий автоматического выбора операций, переходов и средств оснащения, а также расчеты параметров технологического процесса (режимов обработки, норм времени и т.д.).
Для работы с тем или иным пунктом меню достаточной нажать на него левой кнопкой мыши в основном меню. Данные пункты меню продублированы в автоменю программы MSAccess (рис. 2).
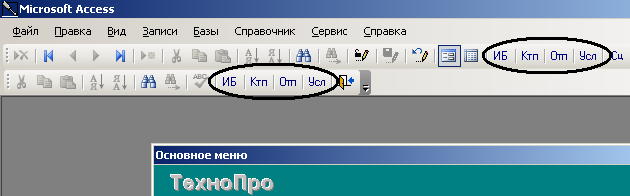
Рис. 2.
Непосредственное проектирование осуществляется в меню «Конкретные технологические процессы» (КТП). Окно КТП состоит из двух частей. В левой части показано структура базы КТП в виде иерархического дерева, в правой - совокупность сведений о том или ином элементе базы КТП.
Структура базы КТП представляет собой многоуровневую классификацию вложенных друг в друга узлов, подузлов, деталей, операций технологического процесса (ТП) и переходов. От групп узлов ответвляются подузлы и сборочные единицы, от подузлов – детали, от деталей - операции, от операций – переходы. Категория сведений, доступных в правой части окна КТП, зависит от того, на какой позиции установлен курсор в дереве КТП (если курсор установлен на обозначении детали, то справа доступны общие сведения об этой детали, если на наименовании операции – то сведения об операции и т.д.).
Процесс создания нового ТП состоит в следующем:
1. Добавление в базу КТП ТП новой детали.
2. Внесение необходимых сведений об этой детали.
3. Добавление операций ТП детали.
4. Внесение необходимых сведений об операциях.
5. Добавление переходов операций ТП детали.
6. Внесение необходимых сведений о переходах.